Пристрій для електрошлакового наплавлення
Формула / Реферат
1. Пристрій для електрошлакового наплавлення, що складається з електрично ізольованих секцій: верхньої струмоведучої, проміжної й нижньої формуючої, який відрізняється тим, що проміжна секція виконана неводоохолоджуваною з неелектропровідних, хімічно- й термічностійких при температурі 1300-1700 °С матеріалів, що не змочуються шлаками.
2. Пристрій за п. 1, який відрізняється тим, що проміжна секція виконана з карбонітриду бору.
Текст
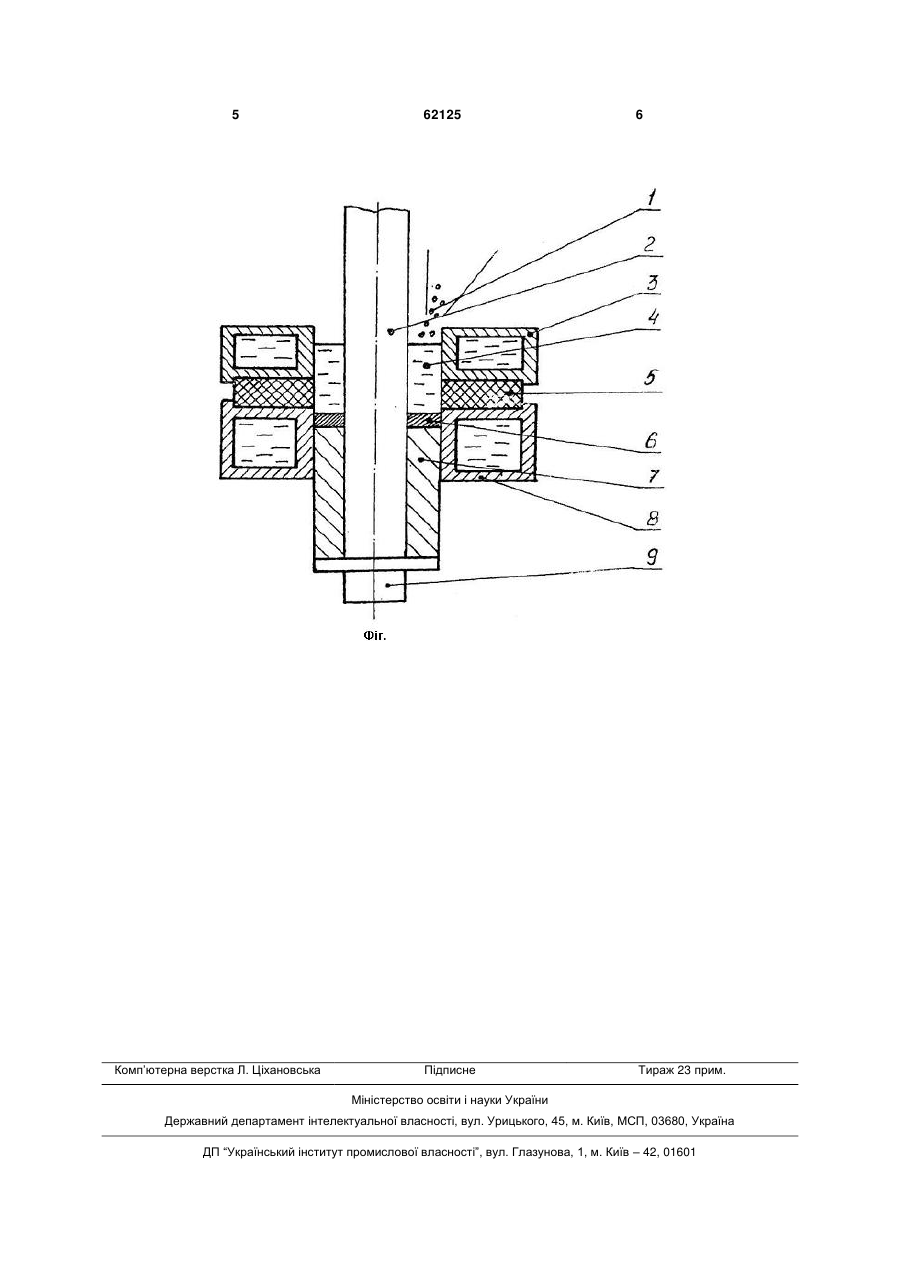
1. Пристрій для електрошлакового наплавлення, що складається з електрично ізольованих 3 ності процесу, погіршення якості металу й виходу пристрою з ладу. Задачею корисної моделі є створення екологічно чистого пристрою, полегшення його складання, виключення оплавлення проміжної секції, зниження змочування робочої поверхні проміжної секції, підвищення стабільності процесу наплавлення і якості наплавленого металу. Задача досягається тим, що в пристрої для електрошлакового наплавлення, що складається з електрично ізольованих секцій: верхньої струмоведучої, проміжної й нижньої формуючої, проміжна секція виконана неводоохолоджуваною з неелектропровідного, хімічно- й термічностійкого, матеріалу, що не змочується шлаками, зокрема, карбонітриду бору. Таким чином, істотна відмінність запропонованого пристрою від застосовуваного полягає в тому, що проміжну секцію пристрою виконують неводоохолоджуваною з матеріалів, що мають комплекс властивостей, необхідних для здійснення стабільного електрошлакового процесу й підвищення довговічності експлуатації пристроїв - неелектропровідних, хімічно й термічно стійких при температурах 1300-1700ºС и не змочуваних робочими шлаками. Як такий матеріал може бути застосований карбонітрид бору, експлуатаційні властивості якого зберігаються до температур 20002500ºС. Сутність корисної моделі пояснюється фіг., де представлена конструкція пристрою для наплавлення зовнішніх поверхонь. Позиціями позначені: 1 - зернистий присадковий матеріал; 2 - наплавляємий виріб; 3, 5, 8 - відповідно струмоведуча, проміжна й формуюча секції пристрою; 4 - шлакова ванна; 6 - металева ванна; 7 - наплавлений метал; 9 затравка. Процес наплавлення із пропонованим пристроєм здійснюється в такий спосіб. На затравку 9 встановлюється виріб 2, концентрично з яким розташовується пристрій для електрошлакового наплавлення, що складається із трьох секцій, ізольованих одна від одної. Розплавлений в окремій ємності шлак заливається в зазор між наплавляємою поверхнею виробу й робочою поверхнею пристрою так, що шлакова ванна 4 обмиває всі секції пристрою. Шлакова ванна є електропровідним середовищем, проводить через себе електричний струм від струмоведучої секції 3, і за рахунок цього перебуває в розплавленому стані при температурах 1300-1700 °C, тобто здійснюється електрошлаковий процес. Подаваний у шлакову ванну зернистий присадковий матеріал 1, розплавляючись, утворює металеву ванну 6, що потім кристалізується в наплавлений метал 7, формований секцією 8. Проміжна секція 5, що служить для поділу 62125 4 струмоведучої й формуючої секцій, виключення стабільності, виготовлена неводоохолоджуваною з матеріалів, що витримують високі температури шлакової ванни (до 1700 °C), стійких проти агресивних середовищ (шлакові розплави), неелектропровідних, хімічно неактивних, що дозволяють забезпечити щільне з'єднання секцій. Крім того, маючи досить велику товщину (10-15 мм) у порівнянні з азбестовими прокладками (2 мм) і маючи гарну твердість, проміжна секція добре й швидко центрується із двома іншими секціями без небезпеки порушення електроізоляції між ними при складанні. Зокрема, таки комплекс властивостей має карбонітрид бору. Процес наплавлення торцевих і внутрішніх поверхонь відбувається аналогічно, з тією лише різницею, що наплавлення здійснюється або на торцеву поверхню виробу, або пристрій вводиться у внутрішню порожнину виробу. Пропонований пристрій випробуваний у лабораторних умовах і на промисловому обладнанні. Нижче приводяться результати цих випробувань. Приклад 1. Наплавлення чавунним дробом із хромистого чавуну сталевих заготовок Ø140 мм у трисекційному пристрої із проміжною секцією з карбонітриду бору Ø210 мм. Режим наплавлення: струм 5,0-5,5 кА, напруга 30-32 В, флюс АН-75. Процес стабільний (протікання шлаку між секціями не спостерігалося), формування наплавленого металу без гофр і інших дефектів. Температура шлакової ванни 1700ºС. Після закінчення наплавлення ніяких змін із проміжною секцією не відбулося, шлакова кірка (гарнісаж) легко віддаляється з її поверхні, склад наплавленого металу не змінився. Приклад 2. Наплавлення хромо-нікелевим дробом внутрішньої поверхні сталевої труби Ø200 мм із використанням трисекційного пристрою, проміжна секція якого Ø160 мм виконана з карбонітриду бору. Режим наплавлення: струм 3,5-4,0 кА, напруга 30 В, флюс АН-75. Температура шлакової ванни 1550 °C. Результати випробувань аналогічні прикладу 1. Приклад 3. Наплавлення сталлю Р6М5 торцевих поверхонь заготовок Ø50 мм у трисекційному кристалізаторі з Ø проміжної секції 60 мм, яку виготовлено з карбонітриду бору. Режим наплавлення: струм 850 А, напруга 38 В, флюс АН-75. Температура шлакової ванни 1300 °C. Результати випробувань аналогічні прикладам 1 і 2. 5 Комп’ютерна верстка Л. Ціхановська 62125 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electroslag surfacing
Автори англійськоюKuskov Yuryi Mykhailovych
Назва патенту російськоюУстройство для электрошлаковой наплавки
Автори російськоюКусков Юрий Михайлович
МПК / Мітки
МПК: B23K 25/00
Мітки: наплавлення, електрошлакового, пристрій
Код посилання
<a href="https://ua.patents.su/3-62125-pristrijj-dlya-elektroshlakovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електрошлакового наплавлення</a>
Спосіб зносостійкого електрошлакового наплавлення

Номер патенту: 62124
Опубліковано: 10.08.2011
Автори: Григоренко Георгій Михайлович, Рябцев Ігор Олександрович, Кусков Юрій Михайлович, Богайчук Ірина Леонідівна
МПК: B23K 25/00
Мітки: зносостійкого, наплавлення, спосіб, електрошлакового
Формула / Реферат:
Спосіб зносостійкого електрошлакового наплавлення, що включає заливання розплавлених шлаків у секційний кристалізатор, до струмоведучої секції якого підведена напруга від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення й плавлення в ній дискретного присадкового матеріалу й формування наплавленого металу, який відрізняється тим, що вводять присадку певного фракційного складу -...
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Майданнік Володимир Яковлевич, Кусков Юрій Михайлович, Шевцов Віктор Львович
МПК: B23K 25/00
Мітки: спосіб, наплавлення, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Формуючий пристрій для електрошлакового наплавлення і виплавки
Номер патенту: 8871
Опубліковано: 15.08.2005
Автори: Літвінов Олег Миколайович, Литвинов Дмитро Олегович, Литвинов Володимир Олегович, Попов Анатолій Васильович, Попов Борис Анатольович
МПК: B23K 25/00
Мітки: електрошлакового, виплавки, пристрій, наплавлення, формуючий
Формула / Реферат:
1. Формуючий пристрій для електрошлакового наплавлення і виплавки, що містить повзун і вмонтований у нього електроконтактний датчик рівня металевої ванни з щупом у його центрі, розташованим із зазором відносно повзуна, який відрізняється тим, що він додатково містить принаймні ще один датчик рівня металевої ванни з щупом у його центрі, вмонтований у повзун і розташований на відстані від передньої його крайки, не меншій, ніж величина зазору...
Спосіб електрошлакового наплавлення
Номер патенту: 51706
Опубліковано: 26.07.2010
Автори: Матвієнков Сергій Анатолійович, Попов Анатолій Васильович
МПК: B23K 25/00
Мітки: наплавлення, спосіб, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у рідку ванну, обмежену поверхнею заготівки, що наплавляють, та кристалізатором, який відрізняється тим, що наплавлення проводять по всій довжині поверхні заготівки, водночас при цьому заготівку обертають відносно кристалізатора, зі швидкістю, яку визначають датчиком контролю рівня рідкого металу, а електроди, що витрачаються, подають у рідку ванну...
Спосіб електрошлакового наплавлення
Номер патенту: 13365
Опубліковано: 15.03.2006
Автори: Попов Борис Анатольович, Попов Анатолій Васильович
МПК: B23K 25/00
Мітки: спосіб, наплавлення, електрошлакового
Формула / Реферат:
Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у жужільну ванну, обмежену поверхнею, що наплавляють, і кристалізатором, який відрізняється тим, що наплавлення ведуть під кутом 10-75° до горизонтальної поверхні, при цьому заготовку, що наплавляють, обертають відносно кристалізатора, а кристалізатор переміщують вздовж наплавленої заготівки зі швидкістю, яку визначають датчиком контролю рівня рідкого...
Попередній патент: Спосіб зносостійкого електрошлакового наплавлення
Наступний патент: Пристрій для автоматичного керування електроспоживанням
Випадковий патент: Система контролю завантаження операційної системи