Пристрій базування пластин на планшайбу шліфувально-доводячого верстата
Формула / Реферат
Пристрій базування пластин на планшайбу шліфувально-доводячого верстата, що містить основу для розміщення в горизонтальній площині та фіксації планшайби, штока для переміщення корпусу притискача з закріпленими на ньому ущільнюючими прокладками та системи навантаження, який відрізняється тим, що ущільнююча прокладка, що складається з двох шарів монолітної гуми, з розміщеним між ними шаром мікропористої гуми, які на периметрі притиснуті між собою кільцями, що по формі та розмірам відповідають базовій поверхні планшайби (пластин, що базуються), верхнє кільце (кільця) рухомо з'єднано (з'єднані) з боковою поверхнею основи притискача.
Текст
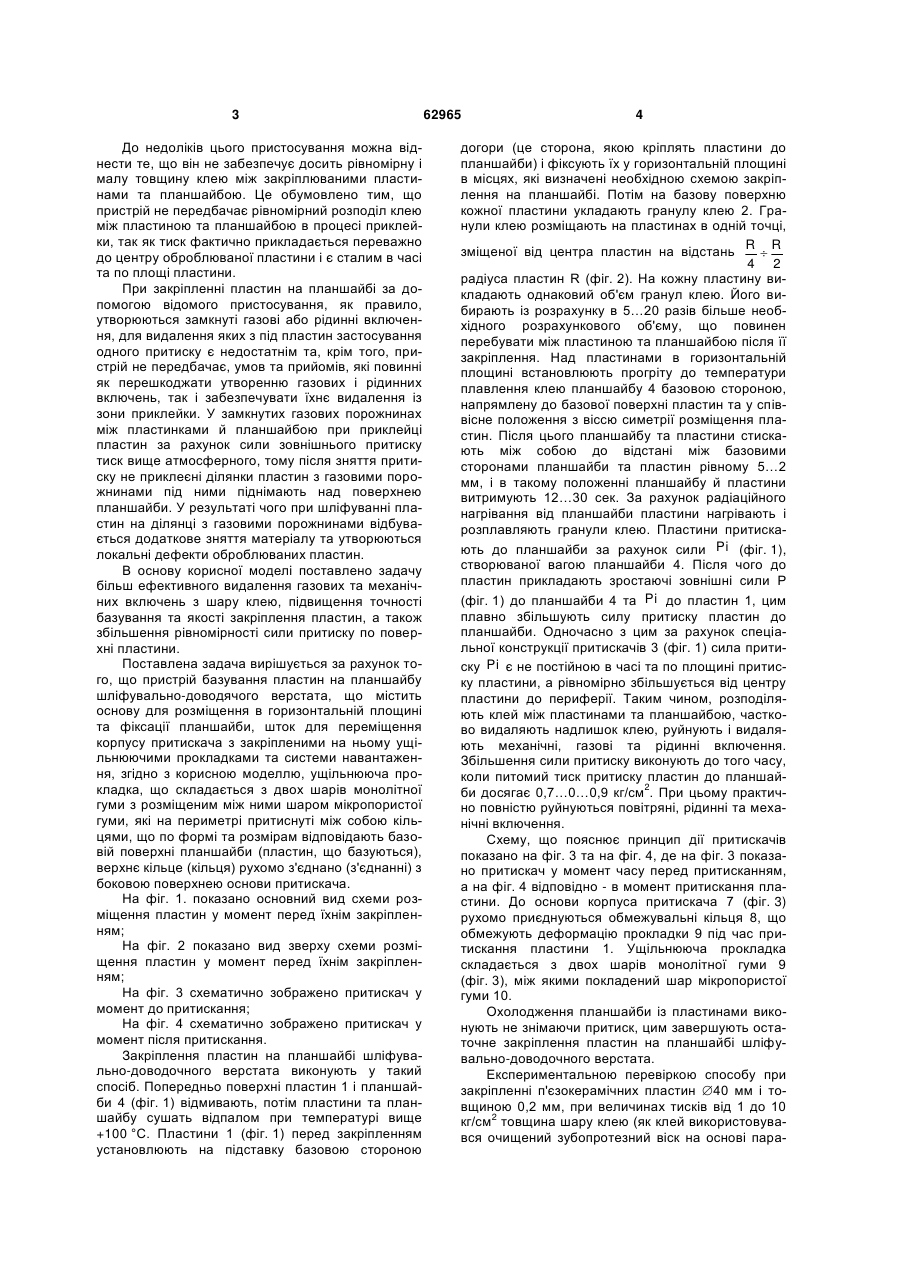
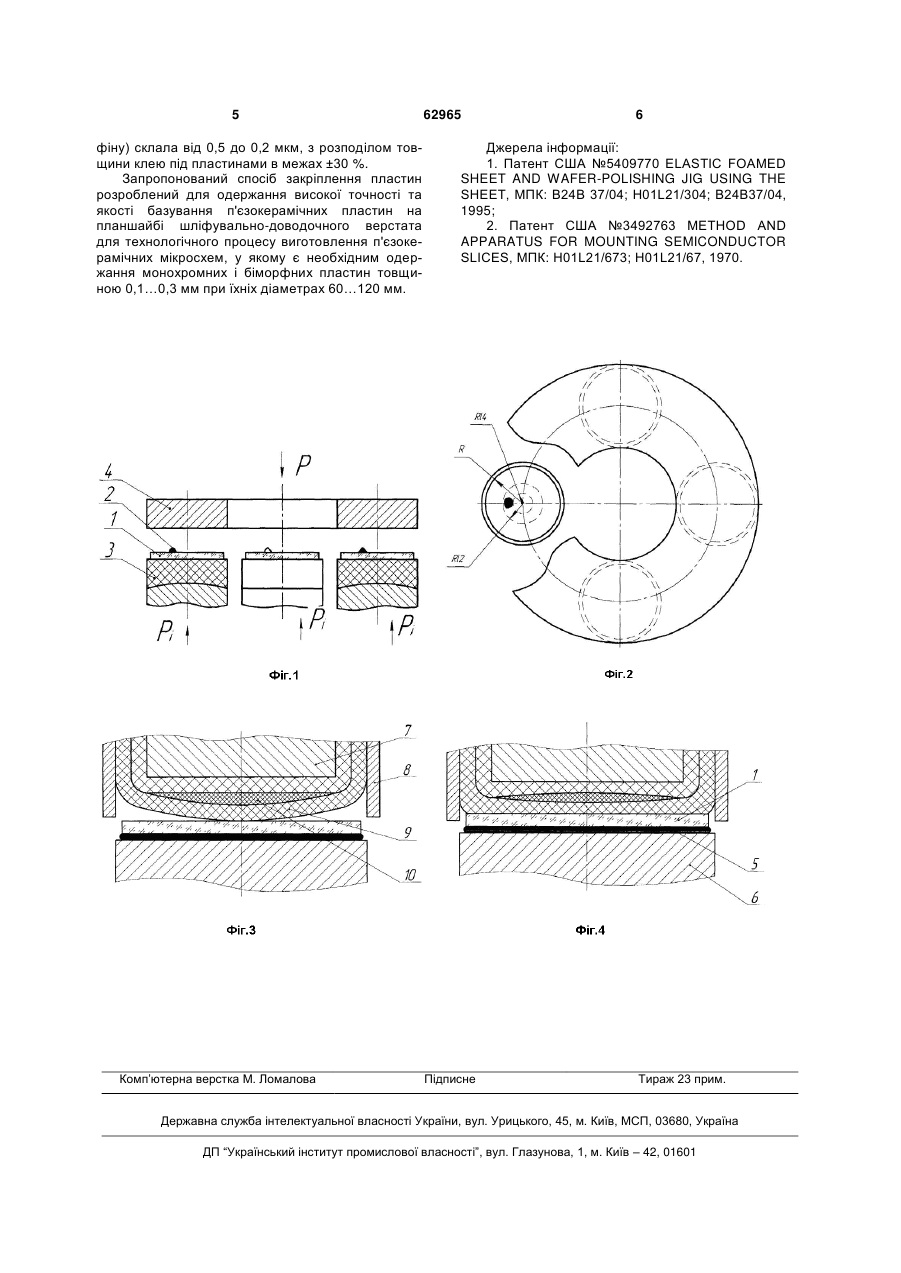
Пристрій базування пластин на планшайбу шліфувально-доводячого верстата, що містить основу для розміщення в горизонтальній площині 3 До недоліків цього пристосування можна віднести те, що він не забезпечує досить рівномірну і малу товщину клею між закріплюваними пластинами та планшайбою. Це обумовлено тим, що пристрій не передбачає рівномірний розподіл клею між пластиною та планшайбою в процесі приклейки, так як тиск фактично прикладається переважно до центру оброблюваної пластини і є сталим в часі та по площі пластини. При закріпленні пластин на планшайбі за допомогою відомого пристосування, як правило, утворюються замкнуті газові або рідинні включення, для видалення яких з під пластин застосування одного притиску є недостатнім та, крім того, пристрій не передбачає, умов та прийомів, які повинні як перешкоджати утворенню газових і рідинних включень, так і забезпечувати їхнє видалення із зони приклейки. У замкнутих газових порожнинах між пластинками й планшайбою при приклейці пластин за рахунок сили зовнішнього притиску тиск вище атмосферного, тому після зняття притиску не приклеєні ділянки пластин з газовими порожнинами під ними піднімають над поверхнею планшайби. У результаті чого при шліфуванні пластин на ділянці з газовими порожнинами відбувається додаткове зняття матеріалу та утворюються локальні дефекти оброблюваних пластин. В основу корисної моделі поставлено задачу більш ефективного видалення газових та механічних включень з шару клею, підвищення точності базування та якості закріплення пластин, а також збільшення рівномірності сили притиску по поверхні пластини. Поставлена задача вирішується за рахунок того, що пристрій базування пластин на планшайбу шліфувально-доводячого верстата, що містить основу для розміщення в горизонтальній площині та фіксації планшайби, шток для переміщення корпусу притискача з закріпленими на ньому ущільнюючими прокладками та системи навантаження, згідно з корисною моделлю, ущільнююча прокладка, що складається з двох шарів монолітної гуми з розміщеним між ними шаром мікропористої гуми, які на периметрі притиснуті між собою кільцями, що по формі та розмірам відповідають базовій поверхні планшайби (пластин, що базуються), верхнє кільце (кільця) рухомо з'єднано (з'єднанні) з боковою поверхнею основи притискача. На фіг. 1. показано основний вид схеми розміщення пластин у момент перед їхнім закріпленням; На фіг. 2 показано вид зверху схеми розміщення пластин у момент перед їхнім закріпленням; На фіг. 3 схематично зображено притискач у момент до притискання; На фіг. 4 схематично зображено притискач у момент після притискання. Закріплення пластин на планшайбі шліфувально-доводочного верстата виконують у такий спосіб. Попередньо поверхні пластин 1 і планшайби 4 (фіг. 1) відмивають, потім пластини та планшайбу сушать відпалом при температурі вище +100 °C. Пластини 1 (фіг. 1) перед закріпленням установлюють на підставку базовою стороною 62965 4 догори (це сторона, якою кріплять пластини до планшайби) і фіксують їх у горизонтальній площині в місцях, які визначені необхідною схемою закріплення на планшайбі. Потім на базову поверхню кожної пластини укладають гранулу клею 2. Гранули клею розміщають на пластинах в одній точці, зміщеної від центра пластин на відстань R R 4 2 радіуса пластин R (фіг. 2). На кожну пластину викладають однаковий об'єм гранул клею. Його вибирають із розрахунку в 5…20 разів більше необхідного розрахункового об'єму, що повинен перебувати між пластиною та планшайбою після її закріплення. Над пластинами в горизонтальній площині встановлюють прогріту до температури плавлення клею планшайбу 4 базовою стороною, напрямлену до базової поверхні пластин та у співвісне положення з віссю симетрії розміщення пластин. Після цього планшайбу та пластини стискають між собою до відстані між базовими сторонами планшайби та пластин рівному 5…2 мм, і в такому положенні планшайбу й пластини витримують 12…30 сек. За рахунок радіаційного нагрівання від планшайби пластини нагрівають і розплавляють гранули клею. Пластини притискають до планшайби за рахунок сили Pi (фіг. 1), створюваної вагою планшайби 4. Після чого до пластин прикладають зростаючі зовнішні сили Р (фіг. 1) до планшайби 4 та Pi до пластин 1, цим плавно збільшують силу притиску пластин до планшайби. Одночасно з цим за рахунок спеціальної конструкції притискачів 3 (фіг. 1) сила притиску Pi є не постійною в часі та по площині притиску пластини, а рівномірно збільшується від центру пластини до периферії. Таким чином, розподіляють клей між пластинами та планшайбою, частково видаляють надлишок клею, руйнують і видаляють механічні, газові та рідинні включення. Збільшення сили притиску виконують до того часу, коли питомий тиск притиску пластин до планшай2 би досягає 0,7…0…0,9 кг/см . При цьому практично повністю руйнуються повітряні, рідинні та механічні включення. Схему, що пояснює принцип дії притискачів показано на фіг. 3 та на фіг. 4, де на фіг. 3 показано притискач у момент часу перед притисканням, а на фіг. 4 відповідно - в момент притискання пластини. До основи корпуса притискача 7 (фіг. 3) рухомо приєднуються обмежувальні кільця 8, що обмежують деформацію прокладки 9 під час притискання пластини 1. Ущільнююча прокладка складається з двох шарів монолітної гуми 9 (фіг. 3), між якими покладений шар мікропористої гуми 10. Охолодження планшайби із пластинами виконують не знімаючи притиск, цим завершують остаточне закріплення пластин на планшайбі шліфувально-доводочного верстата. Експериментальною перевіркою способу при закріпленні п'єзокерамічних пластин 40 мм і товщиною 0,2 мм, при величинах тисків від 1 до 10 2 кг/см товщина шару клею (як клей використовувався очищений зубопротезний віск на основі пара 5 фіну) склала від 0,5 до 0,2 мкм, з розподілом товщини клею під пластинами в межах ±30 %. Запропонований спосіб закріплення пластин розроблений для одержання високої точності та якості базування п'єзокерамічних пластин на планшайбі шліфувально-доводочного верстата для технологічного процесу виготовлення п'єзокерамічних мікросхем, у якому є необхідним одержання монохромних і біморфних пластин товщиною 0,1…0,3 мм при їхніх діаметрах 60…120 мм. Комп’ютерна верстка М. Ломалова 62965 6 Джерела інформації: 1. Патент США №5409770 ELASTIC FOAMED SHEET AND WAFER-POLISHING JIG USING THE SHEET, МПК: В24В 37/04; H01L21/304; B24B37/04, 1995; 2. Патент США №3492763 METHOD AND APPARATUS FOR MOUNTING SEMICONDUCTOR SLICES, МПК: H01L21/673; H01L21/67, 1970. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice of plate location on faceplate of grinding-and-lapping machine
Автори англійськоюHryschenko Oleksii Mykolaiovych
Назва патенту російськоюУстройство базирования пластин на планшайбу шлифовально-доводочного станка
Автори російськоюГрищенко Алексей Николаевич
МПК / Мітки
МПК: B32B 37/00, B24B 37/04, B28D 5/00
Мітки: пристрій, базування, пластин, планшайбу, шліфувально-доводячого, верстата
Код посилання
<a href="https://ua.patents.su/3-62965-pristrijj-bazuvannya-plastin-na-planshajjbu-shlifuvalno-dovodyachogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Пристрій базування пластин на планшайбу шліфувально-доводячого верстата</a>
Спосіб закріплення пластин на планшайбу шліфувально-довідного верстата
Номер патенту: 58409
Опубліковано: 11.04.2011
Автори: Грищенко Олексій Миколайович, Мартинюк Олександр Якович, Хоменко Антон Миколайович, Кораблев Генадій Федорович, Бесарабець Юрій Йосипович, Верба Олександр Андрійович
МПК: B24B 37/04, B32B 37/00, B28D 5/00
Мітки: шліфувально-довідного, планшайбу, закріплення, верстата, пластин, спосіб
Формула / Реферат:
Спосіб закріплення пластин на планшайбу шліфувально-довідного верстата, що полягає у розміщенні пластин на базовій поверхні нагрітої планшайби з нанесеним клеєм, співвісному суміщенні притискача з планшайбою, притисканні пластини до планшайби, видаленні надлишків клею між пластинами та планшайбою і охолодженні планшайби, не знімаючи притиску, який відрізняється тим, що перед суміщенням пластин на поверхню закріплення наносять краплю клею в...
Пристрій для базування і подачі заготівок чотирибічного поздовжньо-фрезувального деревообробного верстата
Номер патенту: 81241
Опубліковано: 25.12.2007
Автор: Пилипчук Марія Іванівна
МПК: B27C 1/00
Мітки: пристрій, базування, чотирибічного, верстата, подачі, деревообробного, заготівок, поздовжньо-фрезувального
Формула / Реферат:
Пристрій для базування і подачі заготівок чотирибічного поздовжньо-фрезувального деревообробного верстата, що містить передній і задній столи з напрямними лінійками, верхні подавальні вальці, які розміщені розподілено і виконані складеними із дисковими ножами, який відрізняється тим, що додатково має нижні подавальні вальці, оснащені зовнішньою еластичною круговою камерою із феромагнітною рідиною та розміщені до і після бічних фрез вище...
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням
Номер патенту: 84885
Опубліковано: 10.12.2008
Автори: Бохонський Олександр Іванович, Пашков Євгеній Валентинович
МПК: B23B 1/00
Мітки: обробки, безконтактного, базування, точінням, зони, пристрій, нежорстких, дисків
Формула / Реферат:
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням, що містить корпус у вигляді планшайби, яка виконує роль статора, кільцеві зубчасті магнітопроводи з фазними котушками, тримачі магнітопроводів у вигляді секторів з карманами на поверхнях, повернених до деталі, що обробляється, який відрізняється тим, що на периферії торцевої поверхні планшайби, концентрично магнітопроводам, виконана кільцева канавка під Г-подібні...
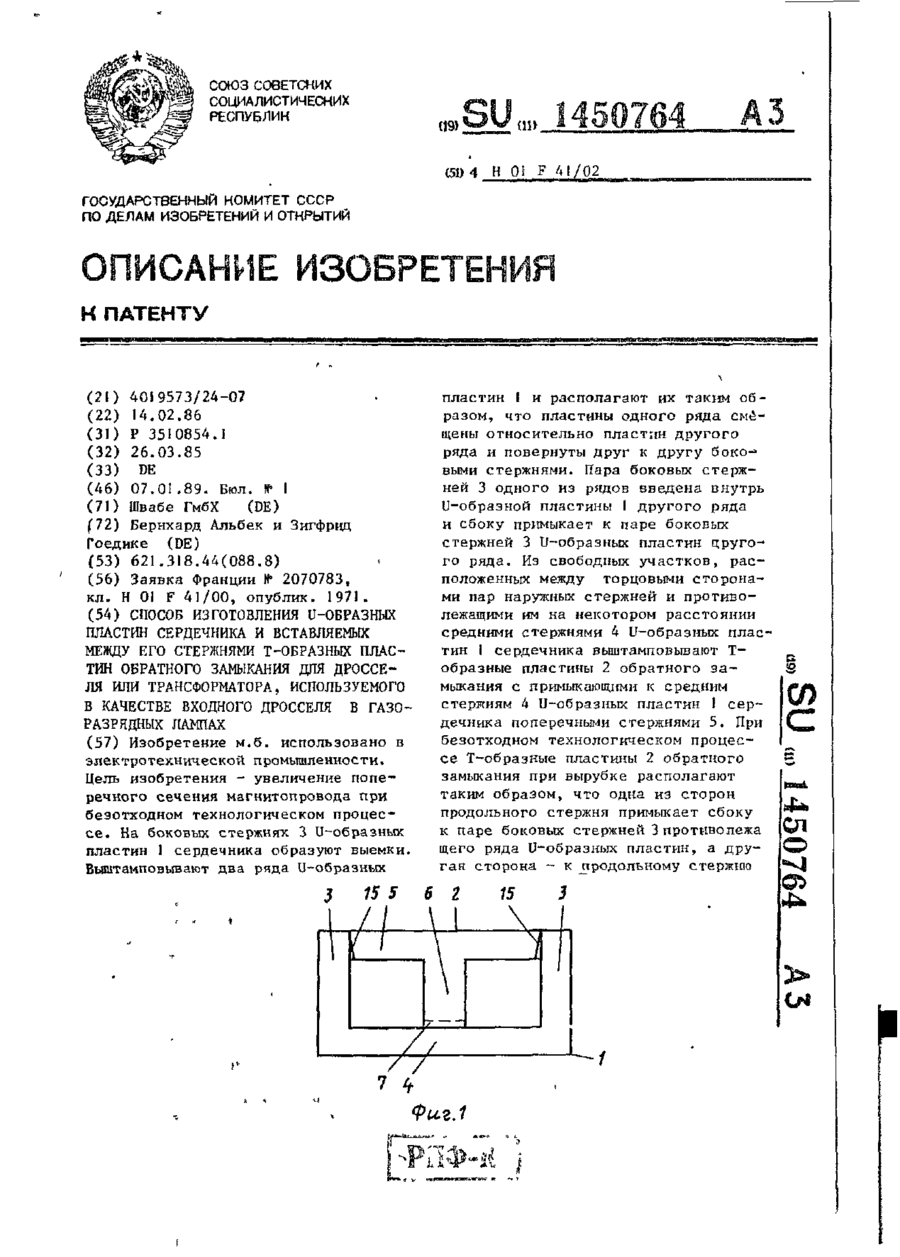
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Бернхард Альбек, Зігфрід Гоєдіке
Мітки: спосіб, замикання, t-образних, пластин, вставляємих, зворотного, дросселя, виготовлення, використовується, вхідного, u-образних, трансформатора, стержнями, сердечника, якості
Формула / Реферат:
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Система шліфування та полірування пластин
Номер патенту: 58410
Опубліковано: 11.04.2011
Автори: Мартинюк Яків Васильович, Грищенко Олексій Миколайович
МПК: B24B 37/04, B24B 49/00
Мітки: пластин, система, шліфування, полірування
Формула / Реферат:
Система шліфування та полірування пластин, що складається з однодискового верстата, який містить полірувальник, установлений в горизонтальній площині на вісь обертання, планшайбу для закріплення на її базовій поверхні оброблюваних пластин, кронштейн із роликами для ексцентричного розміщення планшайби на робочій поверхні полірувальника, та дводискового верстата, у якому між робочими поверхнями верхнього і нижнього полірувальника розміщені...
Попередній патент: Спосіб очищення ґрунтових вод та ґрунту від важких металів та радіонуклідів
Наступний патент: Спосіб моделювання цукрового діабету 1-го типу у тварин різного віку
Випадковий патент: Спосіб виділення ядровмісних клітин кордової крові