Спосіб електроерозійного притирання клапанів
Номер патенту: 63135
Опубліковано: 26.09.2011
Автори: Знова Любава Валеріївна, Прасолов Євген Якович, Заворотній Леонід Євгенович, Крикунова Валентина Юхимівна, Хорішко Андрій Анатолійович, Борхаленко Юрій Олександрович, Войтовська Світлана Володимирівна, Галич Олександр Анатолійович, Гриценко Лариса Олександрівна, Дрожчана Ольга Степанівна, Костоглод Костянтин Данилович, Гапоненко Олександр Іванович, Задворнов Ярослав Миколайович
Формула / Реферат
Спосіб електроерозійного притирання клапанів, при якому виконується обробка тарілки та гнізда клапана для отримання геометричного з'єднання спряжених поверхонь, який відрізняється тим, що процес притирання виконується в обмежувальному просторі, де деталь виступає катодом, а анодом - гніздо клапана, сила струму регулюється від 10 до 30 А, забезпечується продуктивність знімання матеріалу деталей від 6 до 25 мм3/хв., отримується шорсткість поверхні 0,63...0,32 мкм з шириною безперервного пояска не менше 1,5 мм та з глибиною зони термічного впливу 4...15 мкм, забезпечується герметичність прилягання притертого клапана до сідла головки блока під тиском 0,04...0,07 МПа протягом 30 с
Текст
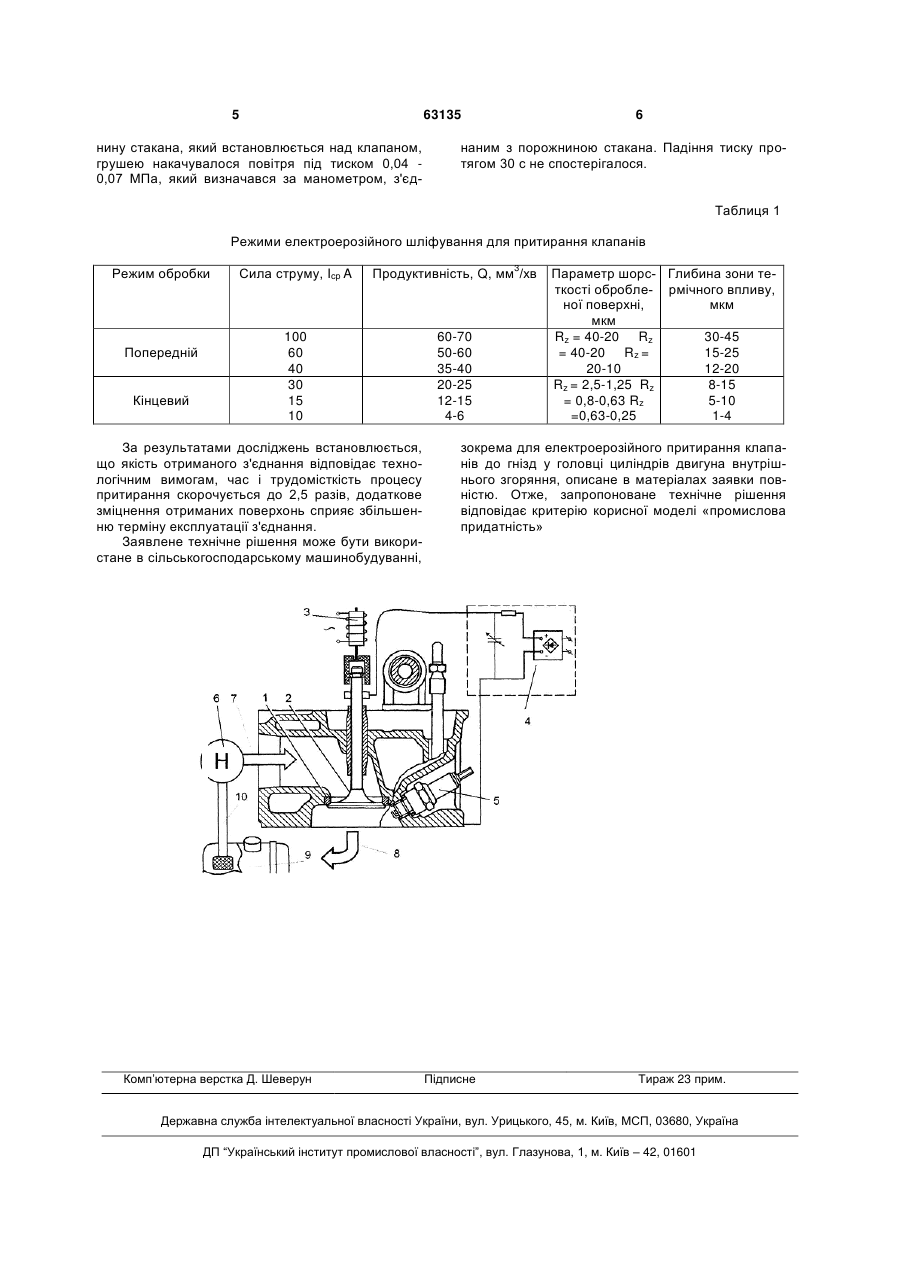
Спосіб електроерозійного притирання клапанів, при якому виконується обробка тарілки та гнізда клапана для отримання геометричного з'єднання спряжених поверхонь, який відрізняється тим, що процес притирання виконується в обмежувальному просторі, де деталь виступає катодом, а анодом - гніздо клапана, сила струму регулюється від 10 до 30 А, забезпечується продуктивність знімання матеріалу деталей від 6 3 до 25 мм /хв., отримується шорсткість поверхні 0,63...0,32 мкм з шириною безперервного пояска не менше 1,5 мм та з глибиною зони термічного впливу 4...15 мкм, забезпечується герметичність прилягання притертого клапана до сідла головки блока під тиском 0,04...0,07 МПа протягом 30 с (19) (21) u201103528 (22) 24.03.2011 (24) 26.09.2011 (46) 26.09.2011, Бюл.№ 18, 2011 р. (72) ГАПОНЕНКО ОЛЕКСАНДР ІВАНОВИЧ, ПРАСОЛОВ ЄВГЕН ЯКОВИЧ, КОСТОГЛОД КОСТЯНТИН ДАНИЛОВИЧ, ДРОЖЧАНА ОЛЬГА СТЕПАНІВНА, ГРИЦЕНКО ЛАРИСА ОЛЕКСАНДРІВНА, ЗАВОРОТНІЙ ЛЕОНІД ЄВГЕНОВИЧ, БОРХАЛЕНКО ЮРІЙ ОЛЕКСАНДРОВИЧ, ГАЛИЧ ОЛЕКСАНДР АНАТОЛІЙОВИЧ, КРИКУНОВА ВАЛЕНТИНА ЮХИМІВНА, ХОРІШКО АНДРІЙ АНАТОЛІЙОВИЧ, ЗНОВА ЛЮБАВА ВАЛЕРІЇВНА, ЗАДВОРНОВ ЯРОСЛАВ МИКОЛАЙОВИЧ, ВОЙТОВСЬКА СВІТЛАНА ВОЛОДИМИРІВНА (73) ГАПОНЕНКО ОЛЕКСАНДР ІВАНОВИЧ, ПРАСОЛОВ ЄВГЕН ЯКОВИЧ 3 імпульсів. По каналу надходження паливоповітряної суміші виконується подача діелектричної рідини (дистильована вода, мастило) для вимивання часток металу, відокремлених від деталей в процесі електроерозійного притирання. Головка циліндрів та клапан приєднуються до виводів імпульсного генератора, катодом виступає деталь, що має найменший знос, при однаковому зносі обох деталей - катод-клапан, анод-гніздо клапана. При цьому сила струму регулюється в межах від 10 до 30 А, забезпечується продуктивність знімання матеріалу деталей від 6 до 25 3 мм /хв. Стержень клапана закріплюється в електромагнітному вібраторі для періодичної комутації спряжених деталей. Під час наближення тарілки клапана до гнізда в головці циліндрів, між нерівностями, спряжених поверхонь, що найбільш наближені, виникає електричний розряд - частинки матеріалу еродують і потоком діелектричної рідини виносяться за межі зони обробки. Таким чином, згладжуються нерівності, що викликають негерметичність з'єднання. Діелектрична рідина насичується частинками еродованого матеріалу з місця відбору робочої рідини і подається до накопичувальної ємності з фільтрами, де очищається. Очищена робоча рідина всмоктується по магістралі насосом і знову подається до паливоповітряного каналу. Таким чином, виконується циркуляція робочої рідини. Виконаний заявником аналіз рівня техніки, який включається в пошук по патентних і науковотехнічних джерелах інформації та виявляються джерела, які містять відомості про аналоги заявленої корисної моделі, дозволив встановити, що заявник не виявив аналог, який характеризується ознаками, ідентичними всім істотним ознакам заявленого технічного рішення. Визначенням аналога, як найбільш близького до істотних ознак, дозволяється виявляти сукупність істотних ознак відносно до передбаченого технічного рішення - результату відомих ознак в заявленому рішенні, яке виявлено у формулі корисної моделі. Отже, корисна модель відповідає критерію патентоспроможності - «новизна». Суть технічного рішення, що заявляється, пояснюється кресленням. На кресленні представлена функціональна схема роботи пристрою для реалізації способу електроерозійного притирання клапанів: де позначено: 1 - генератор імпульсів; 2 - подача робочої рідини; 3 - головка циліндрів; 4 - клапан; 5 - електромагнітний вібратор; 6 - гніздо (сідло) клапана; 7 - місце відбору робочої рідини; 8 - накопичувальна ємність з фільтром; 9 - всмоктуюча магістраль насоса; 10 - насос масляний. Спосіб електроерозійного притирання клапанів, де використовується система електрообладнання генерування імпульсів 1, в RC генераторі (за рахунок накопичення енергії у ємнісних конденсаторах), що живляться від джерела струму. Керування параметрами виконання імпульсів здійсню 63135 4 ється програмним пристроєм задавання режимів електроерозійної обробки зі зміною тривалості та енергії імпульсів. По каналу надходження паливоповітряної суміші виконується подача діелектричної рідини 2 (дистильована вода, мастило) і вимиваються частки металу, відокремлені від деталей в процесі електроерозійного притирання. Головка циліндрів 3 та клапан 4 приєднуються до виводів імпульсного генератора, катодом виступає деталь, що має найменший знос, при однаковому зносі обох деталей - катод-клапан, анод-гніздо клапана. При цьому сила струму регулюється в межах від 10 до 30 А, забезпечується продуктивність зніман3 ня матеріалу деталей від 6 до 25 мм /хв. Стержень клапана закріплюється в електромагнітному вібраторі 5 для періодичної комутації спряжених деталей. Під час наближення тарілки клапана до гнізда 6 в головці циліндрів, між нерівностями, спряжених поверхонь, що найбільш наближені, виникає електричний розряд - частинки матеріалу еродують і потоком діелектричної рідини виносяться за межі зони обробки. Таким чином, згладжуються нерівності, що викликають негерметичність з'єднання. Діелектрична рідина насичується частинками еродованого матеріалу з місця відбору робочої рідини 7 і подається до накопичувальної ємності з фільтрами 8, де очищається. Очищена робоча рідина всмоктується по магістралі 9 насосом 10 і знову подається до паливоповітряного каналу. Таким чином, виконується циркуляція робочої рідини. Приклад. Спосіб використовувався для електроерозійного притирання з використанням головки циліндрів двигуна ЯМЗ-236. Впускний клапан виготовлено із жароміцної сталі 4Х10С2М (ЭИ-107), піддається загартовуванню з наступним відпуском до твердості HRC 36 - 40. Торець стержня клапана в місці контакту з коромислом загартовується на глибину 2 - 4 мм до твердості HRC 50 - 55. Діаметр тарілки 61 мм, кут робочої фаски 121°'+30', діаметр стержня 12,95 мм. Випускний клапан зварюється та виготовляється із сталі 4Х14Н14В2М (ЭИ-69) з наступним загартовуванням до твердості HRC 25 - 30. До стержня клапана приварено наконечник, який виготовлено із сталі 40ХН і загартований на глибину від 2 до 3 мм до твердості HRC 50 - 57. Діаметр тарілки 48 мм, кут робочої фаски 91°+30', діаметр стержня 12,95°мм. Поверхня робочої фаски наплавлена стелітом ВЗК, а твердість наплавленого шару дорівнює HRC 40 - 45. Стержні обох клапанів графітовані і переміщаються в направляючих втулках, виготовлених з металокераміки [Автомобиль МАЗ-5335 и его модификации: Устройство и техническое обслуживание / Высоцкий М. С, Гилелес Л. X., Херсонский С. Г. - М.: Транспорт, 1982]. Головка циліндрів є цілісним відливком і виготовляється з низьколегованого сірого чавуну. Шорсткість поверхні після притирання визначалася і встановлюється в межах 0,63 - 0,32 мкм, а ширина матового безперервного пояска - не менше 1,5 мм. Допускається різниця ширини не менше 0,5 мм. Герметичність прилягання кожного притертого клапана до сідла головки блока перевіряється пневматичним пристроєм. У порож 5 63135 нину стакана, який встановлюється над клапаном, грушею накачувалося повітря під тиском 0,04 0,07 МПа, який визначався за манометром, з'єд 6 наним з порожниною стакана. Падіння тиску протягом 30 с не спостерігалося. Таблиця 1 Режими електроерозійного шліфування для притирання клапанів Режим обробки Попередній Кінцевий 3 Сила струму, Iср A Продуктивність, Q, мм /хв 100 60 40 30 15 10 60-70 50-60 35-40 20-25 12-15 4-6 За результатами досліджень встановлюється, що якість отриманого з'єднання відповідає технологічним вимогам, час і трудомісткість процесу притирання скорочується до 2,5 разів, додаткове зміцнення отриманих поверхонь сприяє збільшенню терміну експлуатації з'єднання. Заявлене технічне рішення може бути використане в сільськогосподарському машинобудуванні, Комп’ютерна верстка Д. Шеверун Параметр шорс- Глибина зони теткості обробле- рмічного впливу, ної поверхні, мкм мкм Rz = 40-20 Rz 30-45 = 40-20 Rz = 15-25 20-10 12-20 Rz = 2,5-1,25 Rz 8-15 = 0,8-0,63 Rz 5-10 =0,63-0,25 1-4 зокрема для електроерозійного притирання клапанів до гнізд у головці циліндрів двигуна внутрішнього згоряння, описане в матеріалах заявки повністю. Отже, запропоноване технічне рішення відповідає критерію корисної моделі «промислова придатність» Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electro-erosive valve grinding
Автори англійськоюHaponenko Oleksandr Ivanovych, Prasolov Yevhen Yakovych, Kostohlod Kostiantyn Danylovych, Drozhchana Olha Stepanivna, Hrytsenko Larysa Oleksandrivna, Zavorotnii Leonid Yevhenovych, Borkhalenko Yurii Oleksandrovych, Halych Oleksandr Anatoliiovych, Krykunova Valentyna Yukhymivna, Khorishko Andrii Anatoliiovych, Znova Liubava Valeriivna, Zadvornov Yaroslav Mykolaiovych, Voitovska Svitlana Volodymyrivna
Назва патенту російськоюСпособ электроэрозионной притирки клапанов
Автори російськоюГапоненко Александр Иванович, Прасолов Евгений Яковлевич, Костоглод Константин Данилович, Дрожчана Ольга Степановна, Гриценко Лариса Александровна, Заворотний Леонид Евгениевич, Борхаленко Юрий Александрович, Галич Александр Анатольевич, Крикунова Валентина Ефимовна, Хоришко Андрей Анатольевич, Знова Любава Валерьевна, Задворнов Ярослав Николаевич, Войтовская Светлана Владимировна
МПК / Мітки
МПК: F23H 9/00
Мітки: клапанів, притирання, електроерозійного, спосіб
Код посилання
<a href="https://ua.patents.su/3-63135-sposib-elektroerozijjnogo-pritirannya-klapaniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійного притирання клапанів</a>
Пристрій для електроерозійного диспергування

Номер патенту: 2515
Опубліковано: 17.05.2004
Автори: Монастирьов Микола Костянтинович, Каплуненко Володимир Георгійович, Мірошніченко Олексій Валентинович
МПК: B23H 9/00
Мітки: електроерозійного, диспергування, пристрій
Формула / Реферат:
Пристрій для електроерозійного диспергування у середовищі робочої рідини металів, що містить реактор з електродами, підключеними до джерела струму, з'єднаний з нагромаджувачем, і насос, призначений для прокачування робочої рідини, який відрізняється тим, що пристрій доповнений шлюзом, виконаним у вигляді конуса або піраміди, вершина якої направлена вниз, на його основі встановлений реактор, між реактором і шлюзом розміщено сітчасту мембрану,...
Установка для електроерозійного диспергування
Номер патенту: 2516
Опубліковано: 17.05.2004
Автори: Каплуненко Володимир Георгійович, Монастирьов Микола Костянтинович, Мірошніченко Олексій Валентинович
МПК: B23H 9/00
Мітки: диспергування, установка, електроерозійного
Формула / Реферат:
Установка для електроерозійного диспергування металів у середовищі робочої рідини, що містить реактор, виготовлений у вигляді посудини з отворами для подання гранул металевих матеріалів і для прокачування через нього робочої рідини, електродами, розташованими у порожнині реактора і підключеними до джерела імпульсного струму, та насос, призначений для прокачування робочої рідини через реактор, яка відрізняється тим, що реактор виготовлений у...
Пристрій для електроерозійного диспергування
Номер патенту: 2514
Опубліковано: 17.05.2004
Автори: Монастирьов Микола Костянтинович, Каплуненко Володимир Георгійович, Мірошніченко Олексій Валентинович
МПК: B23H 9/00
Мітки: диспергування, електроерозійного, пристрій
Формула / Реферат:
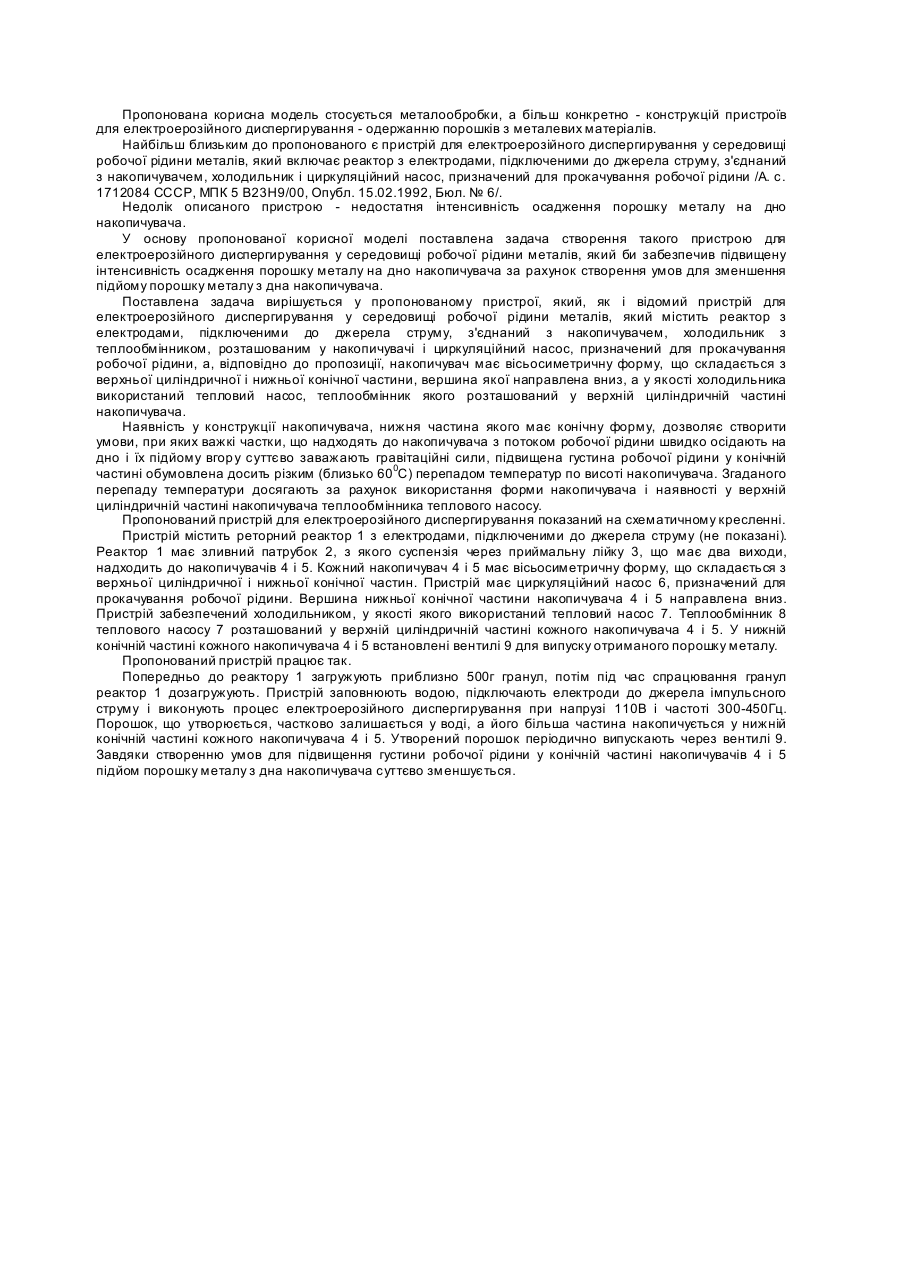
Пристрій для електроерозійного диспергування у середовищі робочої рідини металів, що містить реактор з електродами, підключеними до джерела струму, з'єднаний з нагромаджувачем, холодильник з теплообмінником, розташованим у нагромаджувачі, і циркуляційний насос, призначений для прокачування робочої рідини, який відрізняється тим, що нагромаджувач має вісесиметричну форму і складається з верхньої циліндричної частини та нижньої конічної...
Спосіб контролю щільності прилягання клапанів до клапанних гнізд
Номер патенту: 95159
Опубліковано: 11.07.2011
Автори: Стукалець Ігор Геннадійович, Кузьмінський Роман Данилович
МПК: B21D 53/10
Мітки: клапанів, гнізд, прилягання, щільності, клапанних, спосіб, контролю
Формула / Реферат:
Спосіб контролю щільності прилягання клапанів до клапанних гнізд, при якому промивать поверхні клапанних гнізд гасом, після цього поверхню головки циліндрів ретельно витирають і підводять гас через впускний канал при закритому клапані та візуально відстежують просочування гасу в місті приляганя клапана до клапанного гнізда, який відрізняється тим, що промивають поверхню клапанних гнізд, подаючи гас до впускного каналу головки циліндрів під...
Спосіб електроерозійного поділу пруткових металів і сплавів
Номер патенту: 53031
Опубліковано: 27.09.2010
Автори: Гаращенко Юрій Миколайович, Носуленко Віктор Іванович
МПК: B03C 7/00
Мітки: електроерозійного, спосіб, пруткових, сплавів, поділу, металів
Формула / Реферат:
Спосіб електроерозійного поділу пруткових металів і сплавів, при якому розділяють на мірні заготовки тонкостінним видовженим пластинчатої форми електродом-інструментом, при його поступальному русі, який відрізняється тим, що електрод-заготовку обертають навколо своєї осі в протилежних напрямках в межах 10...30° з періодичністю від 1 до 10 коливань за хвилину.
Попередній патент: Модернізована страхувальна обв’язка (обв’язка карная)
Наступний патент: Модифікована деревина для деталей тертя
Випадковий патент: Спосіб визначення аутодеструктивних тенденцій у складі характеру особистості