Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Формула / Реферат
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті вібратора в простір, обмежений плоским контурним каркасом, рівний по площі і висоті розмірам виробу, а формування, після ущільнення, здійснюють під дією власної ваги при подачі ущільненої бетонної суміші з прокладкою на поверхню профілеутворюючої форми.
2. Спосіб по п.1, який відрізняється тим, що отвердіння виробу здійснюють за 24 години в профілеутворюючих формах, які розміщують в штабель одна на іншу.
3. Пристрій для виготовлення черепиці різного профілю і інших виробів товщиною більше за 6 мм методом роздільного вібрування і профільно-площинного формування, що містить вузол завантаження, пристрою для ущільнення бетонної суміші з вібратором, формування суміші, витримки до отвердіння і расформування, який відрізняється тим, що пристрій для ущільнення бетонної суміші додатково містить бездонний плоский контурний каркас, закріплений на плиті вібратора затисками, причому внутрішні розміри і об´єм плоского контурного каркаса відповідають ємкостним і геометричним розмірам виробу, а пристрій для формування містить профілеутворюючи форми і забезпечений бегунковой установкою, з'єднувальним пристосуванням і що направляють для прийому, орієнтації і переміщення профілеутворюючих форм.
Текст
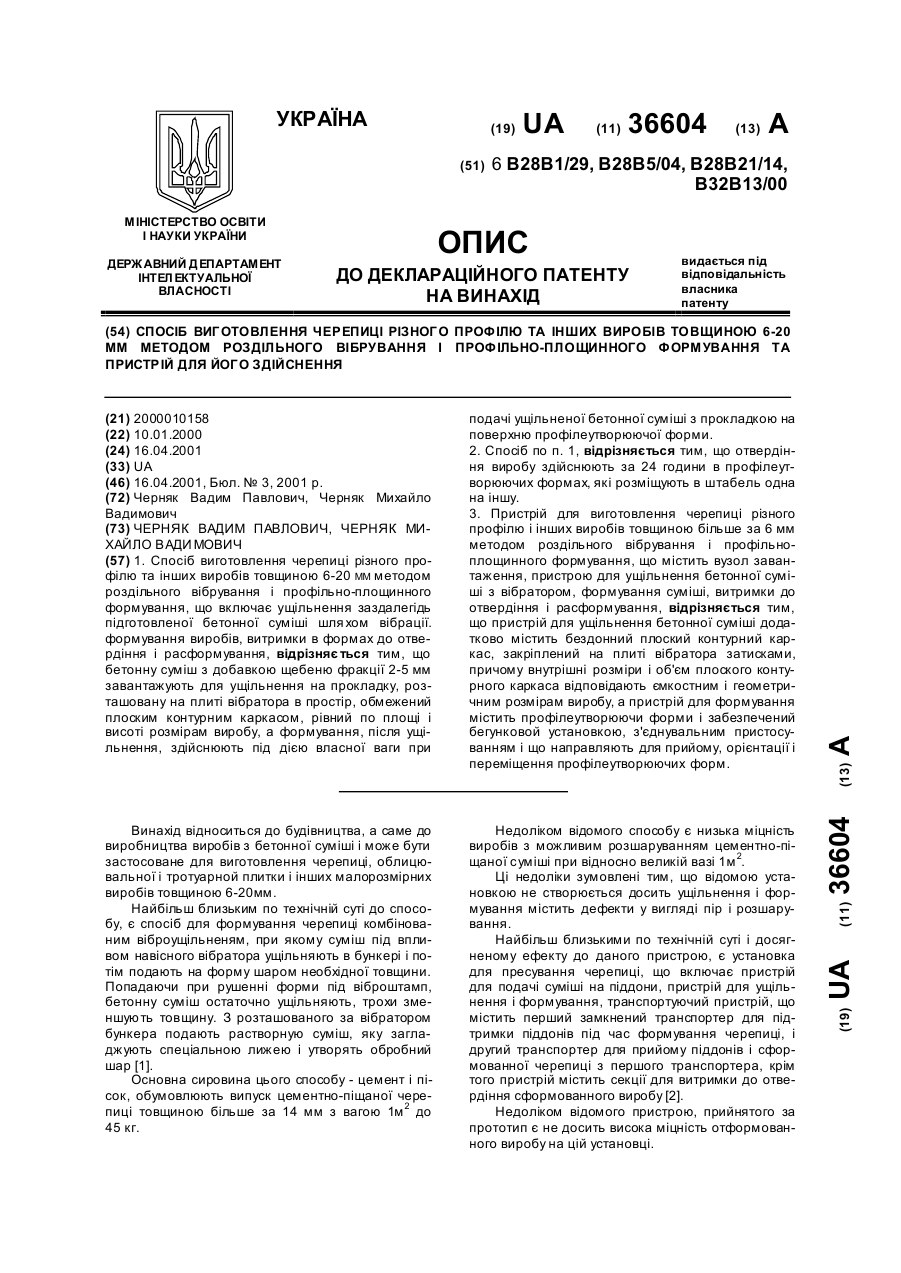
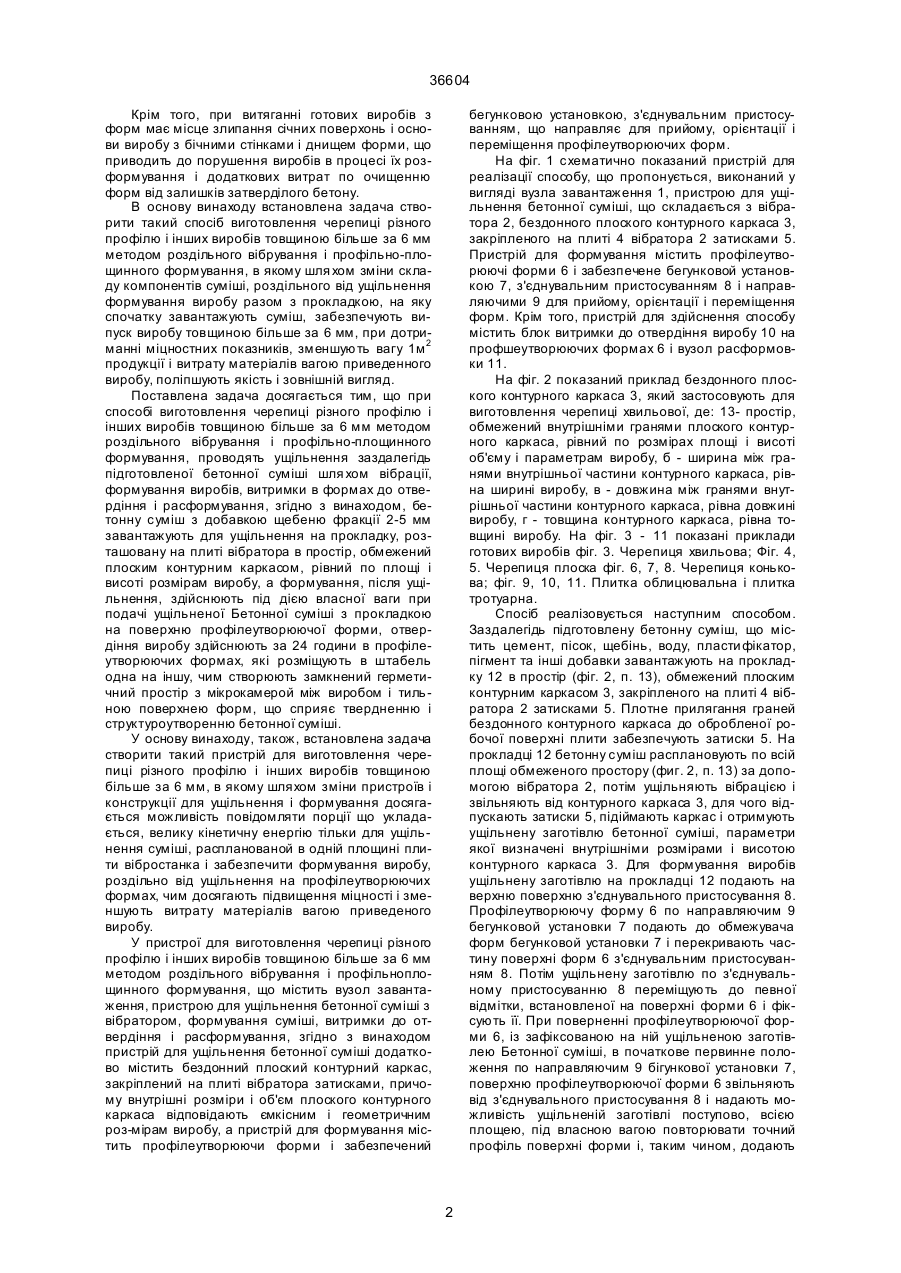
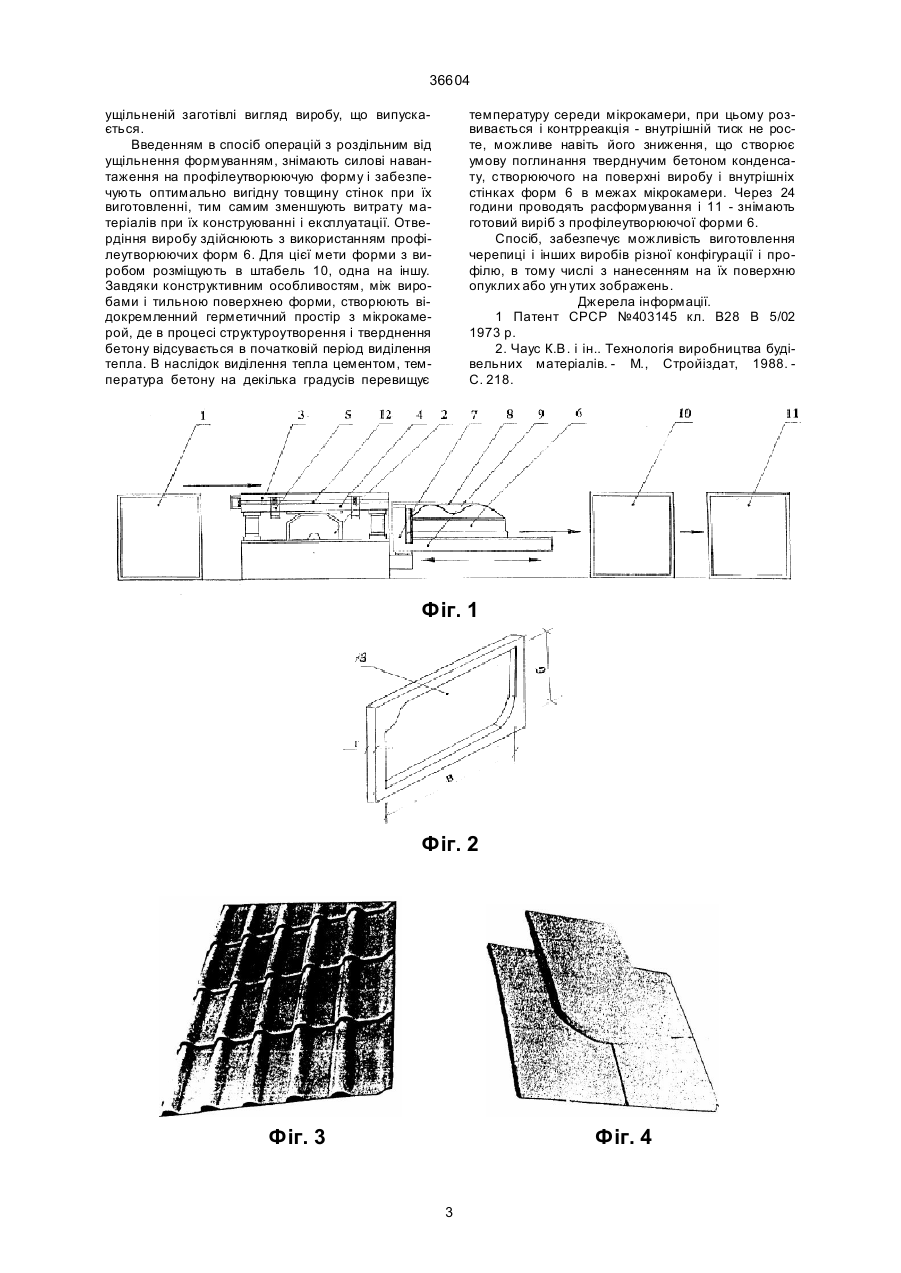
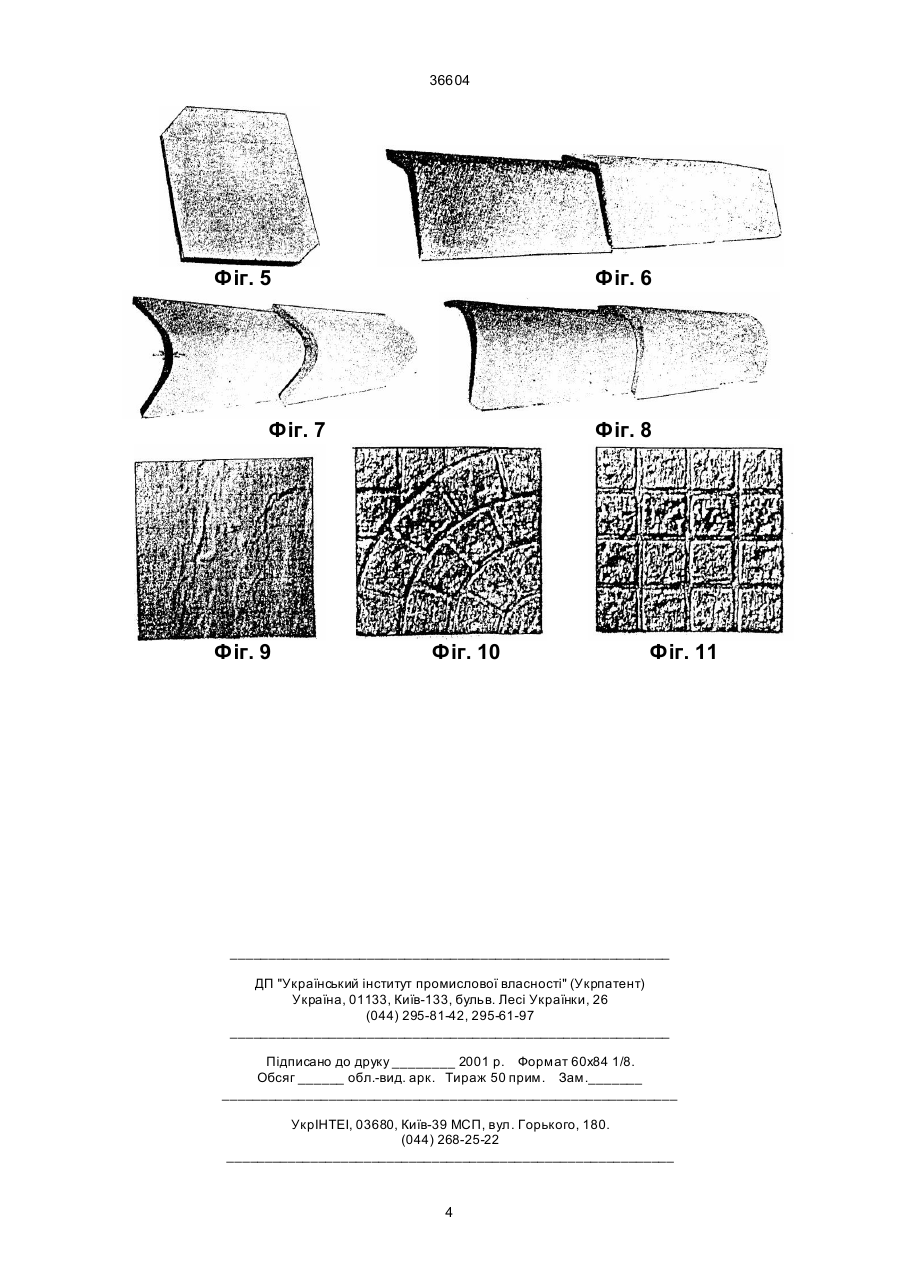
1. Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 ММ методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шля хом вібрації. формування виробів, витримки в формах до отвердіння і расформування, відрізняє ться тим, що бетонну суміш з добавкою щебеню фракції 2-5 мм завантажують для ущільнення на прокладку, розташовану на плиті вібратора в простір, обмежений плоским контурним каркасом, рівний по площі і висоті розмірам виробу, а формування, після ущільнення, здійснюють під дією власної ваги при A (54) СПОСІБ ВИГОТОВЛЕННЯ ЧЕРЕПИЦІ РІЗНОГО ПРОФІЛЮ ТА ІНШИХ ВИРОБІВ ТОВЩИНОЮ 6-20 ММ МЕТОДОМ РОЗДІЛЬНОГО ВІБРУВАННЯ І ПРОФІЛЬНО-ПЛОЩИННОГО ФОРМУВАННЯ ТА ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 36604 Крім того, при витяганні готових виробів з форм має місце злипання січних поверхонь і основи виробу з бічними стінками і днищем форми, що приводить до порушення виробів в процесі їх розформування і додаткових витрат по очищенню форм від залишків затверділого бетону. В основу винаходу встановлена задача створити такий спосіб виготовлення черепиці різного профілю і інших виробів товщиною більше за 6 мм методом роздільного вібрування і профільно-площинного формування, в якому шля хом зміни складу компонентів суміші, роздільного від ущільнення формування виробу разом з прокладкою, на яку спочатку завантажують суміш, забезпечують випуск виробу товщиною більше за 6 мм, при дотриманні міцностних показників, зменшують вагу 1м 2 продукції і витрату матеріалів вагою приведенного виробу, поліпшують якість і зовнішній вигляд. Поставлена задача досягається тим, що при способі виготовлення черепиці різного профілю і інших виробів товщиною більше за 6 мм методом роздільного вібрування і профільно-площинного формування, проводять ущільнення заздалегідь підготовленої бетонної суміші шля хом вібрації, формування виробів, витримки в формах до отвердіння і расформування, згідно з винаходом, бетонну суміш з добавкою щебеню фракції 2-5 мм завантажують для ущільнення на прокладку, розташовану на плиті вібратора в простір, обмежений плоским контурним каркасом, рівний по площі і висоті розмірам виробу, а формування, після ущільнення, здійснюють під дією власної ваги при подачі ущільненої Бетонної суміші з прокладкою на поверхню профілеутворюючої форми, отвердіння виробу здійснюють за 24 години в профілеутворюючих формах, які розміщують в штабель одна на іншу, чим створюють замкнений герметичний простір з мікрокамерой між виробом і тильною поверхнею форм, що сприяє твердненню і структуроутворенню бетонної суміші. У основу винаходу, також, встановлена задача створити такий пристрій для виготовлення черепиці різного профілю і інших виробів товщиною більше за 6 мм, в якому шляхом зміни пристроїв і конструкції для ущільнення і формування досягається можливість повідомляти порції що укладається, велику кінетичну енергію тільки для ущільнення суміші, распланованой в одній площині плити вібростанка і забезпечити формування виробу, роздільно від ущільнення на профілеутворюючих формах, чим досягають підвищення міцності і зменшують витрату матеріалів вагою приведеного виробу. У пристрої для виготовлення черепиці різного профілю і інших виробів товщиною більше за 6 мм методом роздільного вібрування і профільноплощинного формування, що містить вузол завантаження, пристрою для ущільнення бетонної суміші з вібратором, формування суміші, витримки до отвердіння і расформування, згідно з винаходом пристрій для ущільнення бетонної суміші додатково містить бездонний плоский контурний каркас, закріплений на плиті вібратора затисками, причому внутрішні розміри і об'єм плоского контурного каркаса відповідають ємкісним і геометричним роз-мірам виробу, а пристрій для формування містить профілеутворюючи форми і забезпечений бегунковою установкою, з'єднувальним пристосуванням, що направляє для прийому, орієнтації і переміщення профілеутворюючих форм. На фіг. 1 схематично показаний пристрій для реалізації способу, що пропонується, виконаний у вигляді вузла завантаження 1, пристрою для ущільнення бетонної суміші, що складається з вібратора 2, бездонного плоского контурного каркаса 3, закріпленого на плиті 4 вібратора 2 затисками 5. Пристрій для формування містить профілеутворюючі форми 6 і забезпечене бегунковой установкою 7, з'єднувальним пристосуванням 8 і направляючими 9 для прийому, орієнтації і переміщення форм. Крім того, пристрій для здійснення способу містить блок витримки до отвердіння виробу 10 на профшеутворюючих формах 6 і вузол расформовки 11. На фіг. 2 показаний приклад бездонного плоского контурного каркаса 3, який застосовують для виготовлення черепиці хвильової, де: 13- простір, обмежений внутрішніми гранями плоского контурного каркаса, рівний по розмірах площі і висоті об'єму і параметрам виробу, б - ширина між гранями внутрішньої частини контурного каркаса, рівна ширині виробу, в - довжина між гранями внутрішньої частини контурного каркаса, рівна довжині виробу, г - товщина контурного каркаса, рівна товщині виробу. На фіг. 3 - 11 показані приклади готових виробів фіг. 3. Черепиця хвильова; Фіг. 4, 5. Черепиця плоска фіг. 6, 7, 8. Черепиця конькова; фіг. 9, 10, 11. Плитка облицювальна і плитка тротуарна. Спосіб реалізовується наступним способом. Заздалегідь підготовлену бетонну суміш, що містить цемент, пісок, щебінь, воду, пласти фікатор, пігмент та інші добавки завантажують на прокладку 12 в простір (фіг. 2, п. 13), обмежений плоским контурним каркасом 3, закріпленого на плиті 4 вібратора 2 затисками 5. Плотне прилягання граней бездонного контурного каркаса до обробленої робочої поверхні плити забезпечують затиски 5. На прокладці 12 бетонну суміш расплановують по всій площі обмеженого простору (фиг. 2, п. 13) за допомогою вібратора 2, потім ущільняють вібрацією і звільняють від контурного каркаса 3, для чого відпускають затиски 5, підіймають каркас і отримують ущільнену заготівлю бетонної суміші, параметри якої визначені внутрішніми розмірами і висотою контурного каркаса 3. Для формування виробів ущільнену заготівлю на прокладці 12 подають на верхню поверхню з'єднувального пристосування 8. Профілеутворюючу форму 6 по направляючим 9 бегунковой установки 7 подають до обмежувача форм бегунковой установки 7 і перекривають частину поверхні форм 6 з'єднувальним пристосуванням 8. Потім ущільнену заготівлю по з'єднувальному пристосуванню 8 переміщують до певної відмітки, встановленої на поверхні форми 6 і фіксують її. При поверненні профілеутворюючої форми 6, із зафіксованою на ній ущільненою заготівлею Бетонної суміші, в початкове первинне положення по направляючим 9 бігункової установки 7, поверхню профілеутворюючої форми 6 звільняють від з'єднувального пристосування 8 і надають можливість ущільненій заготівлі поступово, всією площею, під власною вагою повторювати точний профіль поверхні форми і, таким чином, додають 2 36604 ущільненій заготівлі вигляд виробу, що випускається. Введенням в спосіб операцій з роздільним від ущільнення формуванням, знімають силові навантаження на профілеутворюючую форму і забезпечують оптимально вигідну товщину стінок при їх виготовленні, тим самим зменшують витрату матеріалів при їх конструюванні і експлуатації. Отвердіння виробу здійснюють з використанням профілеутворюючих форм 6. Для цієї мети форми з виробом розміщують в штабель 10, одна на іншу. Завдяки конструктивним особливостям, між виробами і тильною поверхнею форми, створюють відокремленний герметичний простір з мікрокамерой, де в процесі структуроутворення і тверднення бетону відсувається в початковій період виділення тепла. В наслідок виділення тепла цементом, температура бетону на декілька градусів перевищує температуру середи мікрокамери, при цьому розвивається і контрреакція - внутрішній тиск не росте, можливе навіть його зниження, що створює умову поглинання тверднучим бетоном конденсату, створюючого на поверхні виробу і внутрішніх стінках форм 6 в межах мікрокамери. Через 24 години проводять расформування і 11 - знімають готовий виріб з профілеутворюючої форми 6. Спосіб, забезпечує можливість виготовлення черепиці і інших виробів різної конфігурації і профілю, в тому числі з нанесенням на їх поверхню опуклих або угн утих зображень. Джерела інформації. 1 Патент СРСР №403145 кл. В28 В 5/02 1973 p. 2. Чаус К.В. і ін.. Технологія виробництва будівельних матеріалів. - М., Стройіздат, 1988. С. 218. Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 3 36604 Фіг. 5 Фіг. 6 Фіг. 7 Фіг. 9 Фіг. 8 Фіг. 10 Фіг. 11 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B28B 21/02, B28B 5/00, B28B 1/00, B32B 13/00
Мітки: різного, профільно-площинного, роздільного, формування, інших, профілю, пристрій, черепиці, товщиною, вібрування, виробів, спосіб, виготовлення, методом, здійснення
Код посилання
<a href="https://ua.patents.su/4-36604-sposib-vigotovlennya-cherepici-riznogo-profilyu-ta-inshikh-virobiv-tovshhinoyu-6-20-mm-metodom-rozdilnogo-vibruvannya-i-profilno-ploshhinnogo-formuvannya-ta-pristrijj-dlya-jjogo-zd.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення</a>
Спосіб виготовлення профільних та плескатих виробів, переважно черепиці, безперервним формуванням та пристрій для його здійснення
Номер патенту: 12898
Опубліковано: 28.02.1997
Автори: Бондарєв Віктор Миколайович, Колесніченко Микола Олексійович
МПК: B28B 19/00, B32B 13/00, B28B 5/00, B28B 1/00
Мітки: профільних, спосіб, плескатих, безперервним, здійснення, пристрій, формуванням, виготовлення, черепиці, виробів, переважно
Формула / Реферат:
1. Способ изготовления профильных и плоских изделий, преимущественно черепицы, непрерывным формованием путем последовательного заполнения формы, сначала жесткой бетонной смесью, а затем оставшейся части подвижной бетонной смесью экструзией с формованием профиля наружной поверхности, отличающийся тем, что заполнение жесткой смесью осуществляют на 60-90% объема формы механическим набрызгом.2. Устройство для изготовления профильных и...
Спосіб безперервного формування нетканих виробів та пристрій для його здійснення
Номер патенту: 16884
Опубліковано: 29.08.1997
Автори: Юнусов Білал Хілалович, Малічев Грігорій Іванович, Некрутенко Наталія Дмитрівна, Рисюк Борис Дмитрович
МПК: D04H 3/00
Мітки: виробів, пристрій, здійснення, спосіб, формування, безперервного, нетканих
Формула / Реферат:
1. Способ непрерывного формования нетканых изделий, заключающийся в напылении факелов нитей на приемные формообразующие поверхности с последующим разрезанием и сьемом изделия, отличающийся тем, что, с целью повышения качества получаемых изделий, напыление факелов нитей осуществляют в радиальном направлении на сферическую приемную формообра-зуіоідую поверхность, состоящую из двух полусфер и вращающуюся вокруг двух взаимно перпендикулярных...
Пристрій для формування виробів з бетонних сумішей
Номер патенту: 33971
Опубліковано: 15.02.2001
Автори: Гарнець Володимир Миколайович, Зайченко Стефан Володимирович
МПК: B28B 13/00
Мітки: пристрій, бетонних, сумішей, виробів, формування
Текст:
...14. До збігання рукава розподіляючого бункеру 7 з початком форми, стінка форми 12 збирається повністю, після чого починається другий етап формування, який супроводжується поданням бетонної суміші з бункеру 3 крізь розподіляючий бункер 5 у форму 11, після чого вмикається гідроциліндр 15 приводу горизонтально рухомої рами 5, на якій розташовано укочуючий ролик 9. Горизонтально-рухома рама 5 разом з укочуючим роликом 9 здійснює...
Спосіб формування об’ємних ділянок деталей швейних виробів та пристрій для його здійснення
Номер патенту: 24163
Опубліковано: 07.07.1998
Автори: Беленікін Валерій Валерьянович, Білоус Світлана Викторівна, Березненко Микола Петрович, Березненко Сергій Миколайович
МПК: D06F 71/00
Мітки: швейних, об'ємних, виробів, деталей, здійснення, спосіб, пристрій, формування, ділянок
Формула / Реферат:
1. Способ формования объемных участков деталей швейных изделий, включающий размещение детали на выпуклом участке рабочей поверхности нижнего формирующего элемента, под верхним формирующим элементом, с последующим вибровоздействием на деталь с частотой 10 - 50Гц, отличающийся тем, что вибровоздействие на деталь осуществляют пульсирующим электромагнитным силовым полем со скважностью l = +(-)1 при мощности на верхнем формирующим элементе 100 -...
Спосіб виготовлення тіл обертання методом пошарової кристалізації та пристрій для його здійснення
Номер патенту: 18135
Опубліковано: 01.07.1997
Автори: Гречанюк Микола Іванович, ОСОКІН Валентин Олександрович, Кучеренко Павел Петрович
МПК: C22B 9/22
Мітки: обертання, спосіб, пошарової, тіл, виготовлення, здійснення, кристалізації, пристрій, методом
Формула / Реферат:
1. Способ изготовления тел вращения методом послойной кристаллизации путем введения вращающейся вокруг собственной оси затравки в контакт с расплавом и намораживание слоя на затравку, отличающийся тем, что для получения заданной толщины и структуры в каждом намораживаемом слое, намораживание на затравку осуществляют путем введения затравки в канавку, выполненную на боковой поверхности тигля, а подачу жидкого металла для намораживания...
Попередній патент: Евольвентно-конічний шевер
Наступний патент: Спосіб інтраопераційного вилучення конкрементів з жовчних проток
Випадковий патент: Тара для рідких продуктів