Спосіб гнуття виробів u-подібного профілю та пристрій для його здійснення
Номер патенту: 57630
Опубліковано: 16.06.2003
Автори: Кирилов Генріх Леонідович, Невідомський Володимир Олександрович, Каштанов Олександр Миколайович
Формула / Реферат
1. Спосіб гнуття виробів U-подібного профілю з листової заготівки, при якому заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні, а потім гнуть по лінії згину шляхом прикладання на пуансон зусилля, який відрізняється тим, що листову заготівку виготовляють з маркерами-виступами, розміщеними на її торцях по кінцях лінії згину, потім заготівку кладуть на матрицю і фіксують шляхом розміщення маркерів-виступів в передбачених для цієї мети пазах вилок, жорстко закріплених з двох сторін матриці або пуансона.
2. Пристрій для гнуття виробів U-подібного профілю з листової заготівки, що містить пуансон, матрицю і фіксатори, установлені на пресі, між якими розміщується листова заготівка, який відрізняється тим, що фіксатори виконані у вигляді вилок, жорстко закріплених із двох сторін матриці або пуансона по їх поздовжній осі, в пази яких заготівка укладається передбаченими для цієї мети маркерами-виступами, виконаними на торцях заготівки по кінцях лінії згину.
Текст
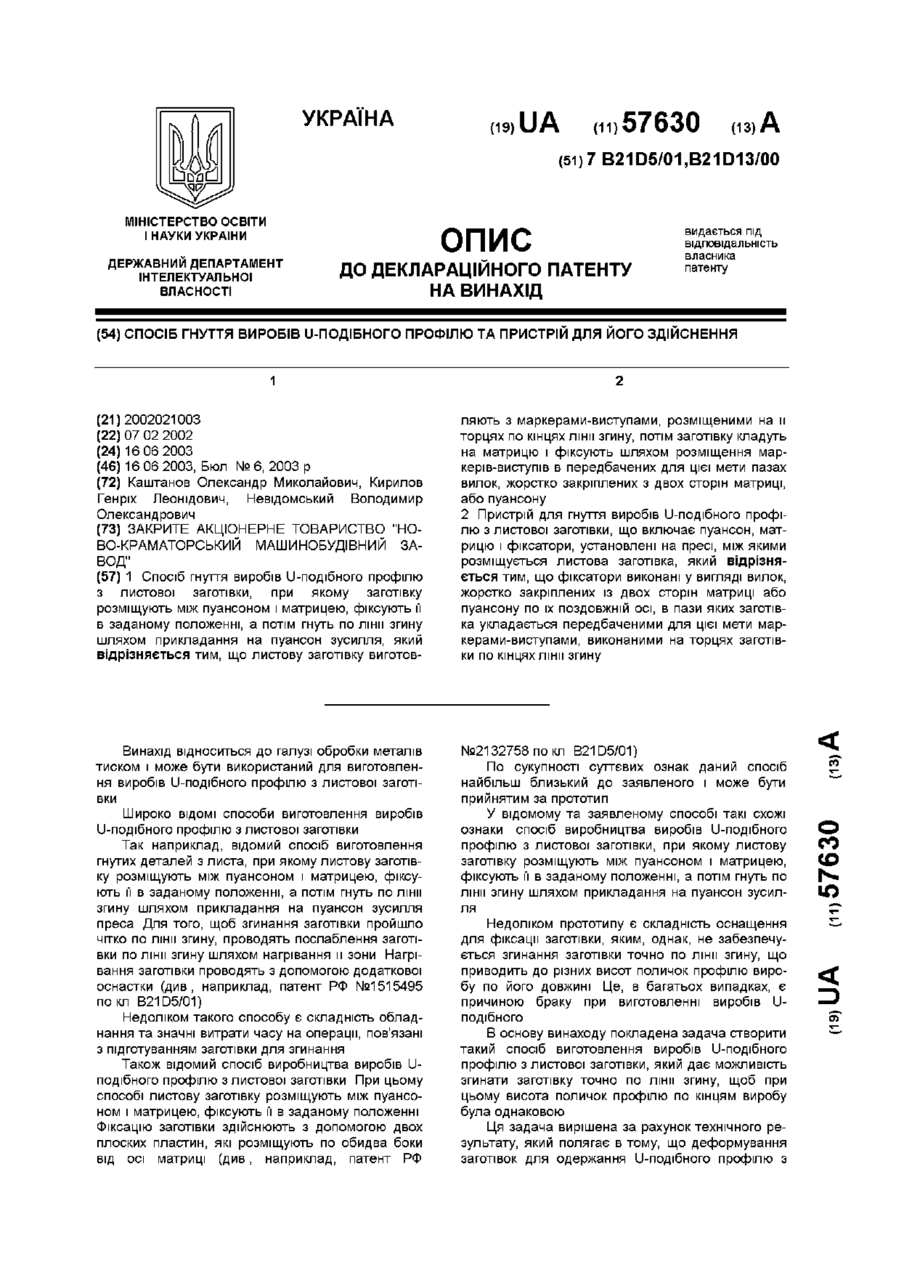
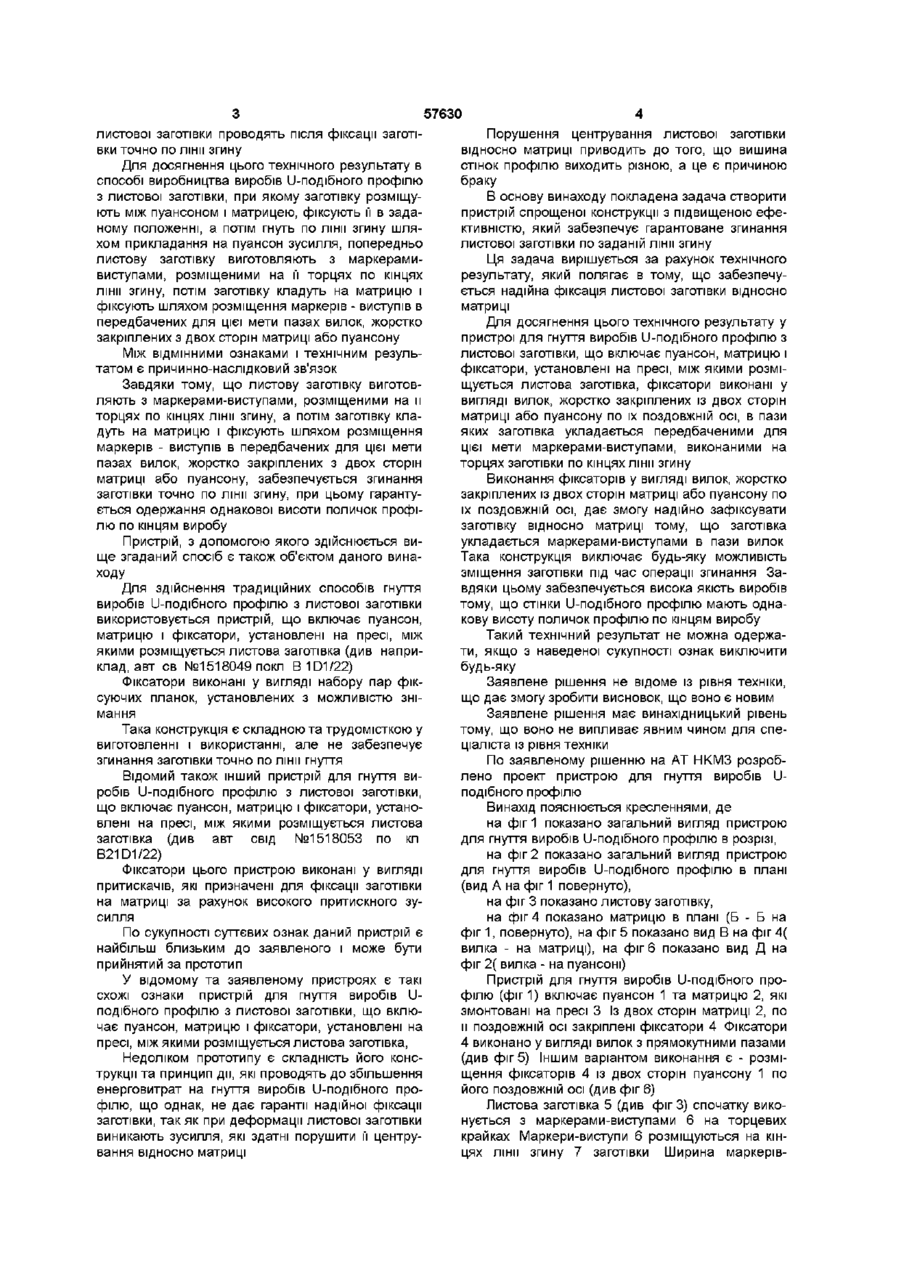
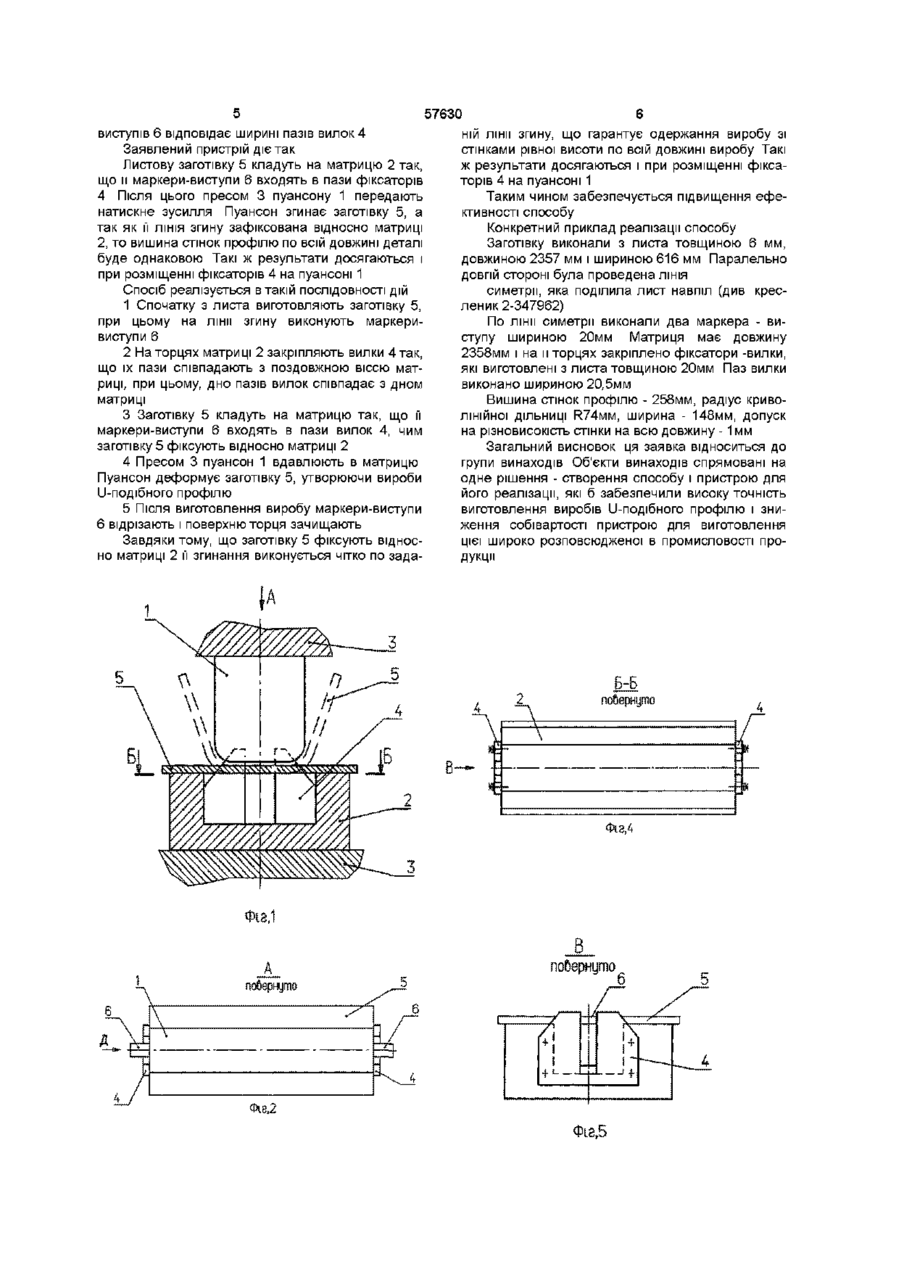
1 Спосіб гнуття виробів U-подібного профілю з листової заготівки, при якому заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні, а потім гнуть по лінії згину шляхом прикладання на пуансон зусилля, який відрізняється тим, що листову заготівку виготов ляють з маркерами-виступами, розміщеними на и торцях по кінцях лінії згину, потім заготівку кладуть на матрицю і фіксують шляхом розміщення маркерів-виступів в передбачених для цієї мети пазах вилок, жорстко закріплених з двох сторін матриці, або пуансону 2 Пристрій для гнуття виробів U-подібного профілю з листової заготівки, що включає пуансон, матрицю і фіксатори, установлені на пресі, між якими розміщується листова заготівка, який відрізняється тим, що фіксатори виконані у вигляді вилок, жорстко закріплених із двох сторін матриці або пуансону по їх поздовжній осі, в пази яких заготівка укладається передбаченими для цієї мети маркерами-виступами, виконаними на торцях заготівки по кінцях лінії згину Винахід відноситься до галузі обробки металів тиском і може бути використаний для виготовлення виробів U-подібного профілю з листової заготівки Широко ВІДОМІ способи виготовлення виробів U-подібного профілю з листової заготівки Так наприклад, відомий спосіб виготовлення гнутих деталей з листа, при якому листову заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні, а потім гнуть по лінії згину шляхом прикладання на пуансон зусилля преса Для того, щоб згинання заготівки пройшло чітко по лінії згину, проводять послаблення заготівки по лінії згину шляхом нагрівання и зони Нагрівання заготівки проводять з допомогою додаткової оснастки (див, наприклад, патент РФ №1515495 покл B21D5/01) Недоліком такого способу є складність обладнання та значні витрати часу на операції, пов'язані з підготуванням заготівки для згинання Також відомий спосіб виробництва виробів Uподібного профілю з листової заготівки При цьому способі листову заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні Фіксацію заготівки здійснюють з допомогою двох плоских пластин, які розміщують по обидва боки від осі матриці (див, наприклад, патент РФ №2132758 покл B21D5/01) По сукупності суттєвих ознак даний спосіб найбільш близький до заявленого і може бути прийнятим за прототип У відомому та заявленому способі такі схожі ознаки спосіб виробництва виробів U-подібного профілю з листової заготівки, при якому листову заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні, а потім гнуть по лінії згину шляхом прикладання на пуансон зусилля Недоліком прототипу є складність оснащення для фіксації заготівки, яким, однак, не забезпечується згинання заготівки точно по лінії згину, що приводить до різних висот поличок профілю виробу по його довжині Це, в багатьох випадках, є причиною браку при виготовленні виробів Uподібного В основу винаходу покладена задача створити такий спосіб виготовлення виробів U-подібного профілю з листової заготівки, який дає можливість згинати заготівку точно по лінії згину, щоб при цьому висота поличок профілю по кінцям виробу була однаковою Ця задача вирішена за рахунок технічного результату, який полягає в тому, що деформування заготівок для одержання U-подібного профілю з О со (О Ю 57630 листової заготівки проводять після фіксації заготівки точно по лінії згину Для досягнення цього технічного результату в способі виробництва виробів U-подібного профілю з листової заготівки, при якому заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні, а потім гнуть по лінії згину шляхом прикладання на пуансон зусилля, попередньо листову заготівку виготовляють з маркерамивиступами, розміщеними на її торцях по кінцях лінії згину, потім заготівку кладуть на матрицю і фіксують шляхом розміщення маркерів - виступів в передбачених для цієї мети пазах вилок, жорстко закріплених з двох сторін матриці або пуансону Між ВІДМІННИМИ ознаками і технічним результатом є причинно-наслідковий зв'язок Завдяки тому, що листову заготівку виготовляють з маркерами-виступами, розміщеними на и торцях по кінцях лінії згину, а потім заготівку кладуть на матрицю і фіксують шляхом розміщення маркерів - виступів в передбачених для цієї мети пазах вилок, жорстко закріплених з двох сторін матриці або пуансону, забезпечується згинання заготівки точно по лінії згину, при цьому гарантується одержання однакової висоти поличок профілю по кінцям виробу Пристрій, з допомогою якого здійснюється вище згаданий спосіб є також об'єктом даного винаходу Для здійснення традиційних способів гнуття виробів U-подібного профілю з листової заготівки використовується пристрій, що включає пуансон, матрицю і фіксатори, установлені на пресі, між якими розміщується листова заготівка (див наприклад, авт св №1518049 покп B1D1/22) Фіксатори виконані у вигляді набору пар фіксуючих планок, установлених з можливістю знімання Така конструкція є складною та трудомісткою у виготовленні і використанні, але не забезпечує згинання заготівки точно по лінії гнуття Відомий також інший пристрій для гнуття виробів U-подібного профілю з листової заготівки, що включає пуансон, матрицю і фіксатори, установлені на пресі, між якими розміщується листова заготівка (див авт свід №1518053 по кл B21D1/22) Фіксатори цього пристрою виконані у вигляді притискачів, які призначені для фіксації заготівки на матриці за рахунок високого притискного зусилля По сукупності суттєвих ознак даний пристрій є найбільш близьким до заявленого і може бути прийнятий за прототип У відомому та заявленому пристроях є такі схожі ознаки пристрій для гнуття виробів Uподібного профілю з листової заготівки, що включає пуансон, матрицю і фіксатори, установлені на пресі, між якими розміщується листова заготівка, Недоліком прототипу є складність його конструкції та принцип дії, які проводять до збільшення енерговитрат на гнуття виробів U-подібного профілю, що однак, не дає гарантії надійної фіксації заготівки, так як при деформації листової заготівки виникають зусилля, які здатні порушити її центрування відносно матриці Порушення центрування листової заготівки відносно матриці приводить до того, що вишина стінок профілю виходить різною, а це є причиною браку В основу винаходу покладена задача створити пристрій спрощеної конструкції з підвищеною ефективністю, який забезпечує гарантоване згинання листової заготівки по заданій лінії згину Ця задача вирішується за рахунок технічного результату, який полягає в тому, що забезпечується надійна фіксація листової заготівки відносно матриці Для досягнення цього технічного результату у пристрої для гнуття виробів U-подібного профілю з листової заготівки, що включає пуансон, матрицю і фіксатори, установлені на пресі, між якими розміщується листова заготівка, фіксатори виконані у вигляді вилок, жорстко закріплених із двох сторін матриці або пуансону по їх поздовжній осі, в пази яких заготівка укладається передбаченими для цієї мети маркерами-виступами, виконаними на торцях заготівки по кінцях лінії згину Виконання фіксаторів у вигляді вилок, жорстко закріплених із двох сторін матриці або пуансону по їх поздовжній осі, дає змогу надійно зафіксувати заготівку відносно матриці тому, що заготівка укладається маркерами-виступами в пази вилок Така конструкція виключає будь-яку можливість зміщення заготівки під час операції згинання Завдяки цьому забезпечується висока якість виробів тому, що стінки U-подібного профілю мають однакову висоту поличок профілю по кінцям виробу Такий технічний результат не можна одержати, якщо з наведеної сукупності ознак виключити будь-яку Заявлене рішення не відоме із рівня техніки, що дає змогу зробити висновок, що воно є новим Заявлене рішення має винахідницький рівень тому, що воно не випливає явним чином для спеціаліста із рівня техніки По заявленому рішенню на AT HKM3 розроблено проект пристрою для гнуття виробів Uподібного профілю Винахід пояснюється кресленнями, де на фіг 1 показано загальний вигляд пристрою для гнуття виробів U-подібного профілю в розрізі, на фіг 2 показано загальний вигляд пристрою для гнуття виробів U-подібного профілю в плані (вид А на фіг 1 повернуто), на фіг 3 показано листову заготівку, на фіг 4 показано матрицю в плані (Б - Б на фіг 1, повернуто), на фіг 5 показано вид В на фіг 4( вилка - на матриці), на фіг 6 показано вид Д на фіг 2( вилка - на пуансоні) Пристрій для гнуття виробів U-подібного профілю (фиг 1) включає пуансон 1 та матрицю 2, які змонтовані на пресі 3 Із двох сторін матриці 2, по и поздовжній осі закріплені фіксатори 4 Фіксатори 4 виконано у вигляді вилок з прямокутними пазами (див фіг 5) Іншим варіантом виконання є - розміщення фіксаторів 4 із двох сторін пуансону 1 по його поздовжній осі (див фіг 6) Листова заготівка 5 (див фігЗ) спочатку виконується з маркерами-виступами 6 на торцевих крайках Маркери-виступи 6 розміщуються на кінцях лінії згину 7 заготівки Ширина маркерів 57630 виступів 6 відповідає ширині пазів вилок 4 Заявлений пристрій діє так Листову заготівку 5 кладуть на матрицю 2 так, що и маркери-виступи 6 входять в пази фіксаторів 4 Після ЦЬОГО пресом 3 пуансону 1 передають натискне зусилля Пуансон згинає заготівку 5, а так як її ЛІНІЯ згину зафіксована відносно матриці 2, то вишина стінок профілю по всій довжині деталі буде однаковою Такі ж результати досягаються і при розміщенні фіксаторів 4 на пуансоні 1 Спосіб реалізується в такій ПОСЛІДОВНОСТІ ДІЙ 1 Спочатку з листа виготовляють заготівку 5, при цьому на лінії згину виконують маркеривиступи 6 2 На торцях матриці 2 закріпляють вилки 4 так, що їх пази співпадають з поздовжною віссю матриці, при цьому, дно пазів вилок співпадає з дном матриці 3 Заготівку 5 кладуть на матрицю так, що її маркери-виступи 6 входять в пази вилок 4, чим заготівку 5 фіксують відносно матриці 2 4 Пресом 3 пуансон 1 вдавлюють в матрицю Пуансон деформує заготівку 5, утворюючи вироби U-подібного профілю 5 Після виготовлення виробу маркери-виступи 6 відрізають і поверхню торця зачищають Завдяки тому, що заготівку 5 фіксують відносно матриці 2 її згинання виконується чітко по зада ній лінії згину, що гарантує одержання виробу зі стінками рівної висоти по всій довжині виробу Такі ж результати досягаються і при розміщенні фіксаторів 4 на пуансоні 1 Таким чином забезпечується підвищення ефективності способу Конкретний приклад реалізації способу Заготівку виконали з листа товщиною 6 мм, довжиною 2357 мм і шириною 616 мм Паралельно довгій стороні була проведена ЛІНІЯ симетрії, яка поділила лист навпіл (див кресленик 2-347962) По лінії симетрії виконали два маркера - виступу шириною 20мм Матриця має довжину 2358мм і на и торцях закріплено фіксатори -вилки, які виготовлені з листа товщиною 20мм Паз вилки виконано шириною 20,5мм Вишина стінок профілю - 258мм, радіус криволінійної ДІЛЬНИЦІ R 7 4 M M , ширина - 148мм, допуск на різновисокість стінки на всю довжину - 1 мм Загальний висновок ця заявка відноситься до групи винаходів Об'єкти винаходів спрямовані на одне рішення - створення способу і пристрою для його реалізації, які б забезпечили високу точність виготовлення виробів U-подібного профілю і зниження собівартості пристрою для виготовлення цієї широко розповсюдженої в промисловості продукції s I~ Фіз,4 Фіз,1 побернуто побернуто Фі8,2 Фіг,5 6 57630 —v —3 повернуто Фіг,3 Комп'ютерна верстка О Воробей Ф1г,6 Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for bending u-like profile and appliance for its implementation
Автори англійськоюNevidomskyi Volodymyr Oleksandrovych
Назва патенту російськоюМетод выгибания изделий с u-образным профилем и устройство для его осуществления
Автори російськоюНевидомский Владимир Александрович
МПК / Мітки
МПК: B21D 5/01, B21D 13/00
Мітки: пристрій, здійснення, u-подібного, профілю, гнуття, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/4-57630-sposib-gnuttya-virobiv-u-podibnogo-profilyu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гнуття виробів u-подібного профілю та пристрій для його здійснення</a>
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Вадим Павлович, Черняк Михайло Вадимович
МПК: B28B 5/00, B28B 1/00, B28B 21/02, B32B 13/00
Мітки: здійснення, профільно-площинного, товщиною, профілю, різного, виробів, виготовлення, методом, інших, пристрій, вібрування, спосіб, роздільного, черепиці, формування
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Спосіб одержання довгомірних виробів з дискретних матеріалів і пристрій для його здійснення
Номер патенту: 53191
Опубліковано: 15.01.2003
Автори: Циркін Аркадій Тимофійович, Рубанов Михайло Євгенович, Рябічева Людмила Олександрівна
МПК: B22F 3/02, B21J 13/02, B09B 3/00, B22F 3/24
Мітки: дискретних, виробів, спосіб, довгомірних, одержання, пристрій, матеріалів, здійснення
Формула / Реферат:
1. Спосіб одержання довгомірних виробів з дискретних матеріалів, що полягає в завантаженні вихідного матеріалу в зону пресування і ущільненні його шляхом обтиснення деформуючими органами у вигляді секторів, що переміщуються назустріч один одному, який відрізняється тим, що дискретний матеріал подають у зону пресування деформуючими органами у вигляді матриці з порожниною, утвореною клиновими сегментами, ущільнюють його поетапно одним нерухомим...
Спосіб керування примежовим шаром аеродинамічного профілю і пристрій для його здійснення
Номер патенту: 51009
Опубліковано: 15.11.2002
Автори: Стрелков Ігор Васильович, Соловей Віктор Васильович
МПК: B64C 21/00
Мітки: примежовим, здійснення, керування, аеродинамічного, шаром, профілю, спосіб, пристрій
Формула / Реферат:
1. Спосіб керування примежовим шаром аеродинамічного профілю, що включає визначення області переходу ламінарного потоку в турбулентний і коректування примежового шару в місці переходу введенням у нього збурювань, який відрізняється тим, що на обтічній поверхні поперек потоку створюють електрично провідні і непровідні області, які чергуються, а збурювання в примежовому шарі регулюють зміною рівня потенціалу відповідно провідної...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: спосіб, здійснення, пристрій, виготовлення, бетонних, форми, виробів, лиття
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб визначення ергономічних показників якості конструкції плечових швейних виробів на фігурі людини і пристрій для його здійснення
Номер патенту: 46966
Опубліковано: 17.06.2002
Автори: Краснюк Лариса Володимирівна, Троян Олександр Михайлович, Баннова Ірина Мусіївна
МПК: A41H 1/00
Мітки: пристрій, конструкції, спосіб, здійснення, людини, фігури, швейних, показників, плечових, виробів, ергономічних, якості, визначення
Формула / Реферат:
1. Спосіб визначення ергономічних показників якості конструкції плечових швейних виробів, який полягає у визначенні кута відведення рук людини і величини переміщення певних конструктивних ліній (лінії грудей, талії, стегон, низу виробу та рукава), який відрізняється тим, що визначають максимальний кут відведення рук при зафіксованих ділянках низу виробу та рукавів виробу і незафіксованих з наступним визначенням співвідношення відповідних...
Попередній патент: Спосіб одержання кормової домішки
Наступний патент: Спосіб піднімання затонулої зруйнованої ферми мосту
Випадковий патент: Цифровий вимірювач коефіцієнтів несиметрії напруги в промисловій мережі