Ножі ножиць для поперечного різання штаб (розкатів)
Номер патенту: 62726
Опубліковано: 12.09.2011
Автори: Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Мацко Сергій Володимирович, Ніколаєв Віктор Олександрович

Формула / Реферат
Ножі ножиць для поперечного різання штаб (розкатів), що містять перемінний профіль по довжині різальної кромки, які відрізняються тим, що один з ножів у середній частині довжини різальної кромки має западину довжиною С = (0,06-0,265) Lн, а другий ніж у середній частині довжини різальної кромки має виступ довжиною С = (0,06- 0,265) Lн.
Текст
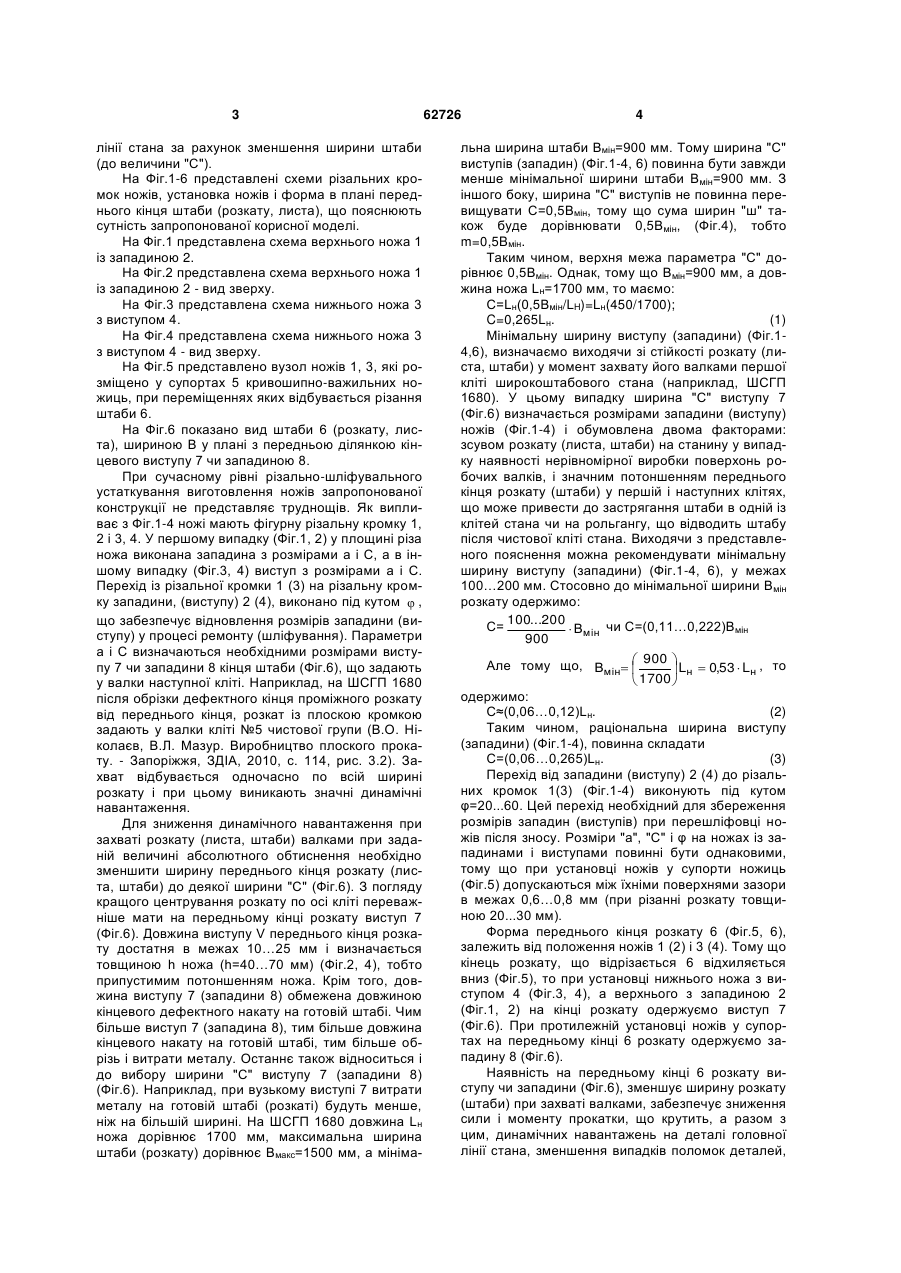
Ножі ножиць для поперечного різання штаб (розкатів), що містять перемінний профіль по довжині різальної кромки, які відрізняються тим, що один з ножів у середній частині довжини різальної кромки має западину довжиною С=(0,06-0,265)Lн, а другий ніж у середній частині довжини різальної кромки має виступ довжиною С=(0,06-0,265)Lн. (19) (21) u201102055 (22) 21.02.2011 (24) 12.09.2011 (46) 12.09.2011, Бюл.№ 17, 2011 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ПУТНОКІ ОЛЕКСАНДР ЮЛІУСОВИЧ, МАЦКО СЕРГІЙ ВОЛОДИМИРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ (73) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ПУТНОКІ ОЛЕКСАНДР ЮЛІУСОВИЧ, МАЦКО СЕРГІЙ 3 лінії стана за рахунок зменшення ширини штаби (до величини "С"). На Фіг.1-6 представлені схеми різальних кромок ножів, установка ножів і форма в плані переднього кінця штаби (розкату, листа), що пояснюють сутність запропонованої корисної моделі. На Фіг.1 представлена схема верхнього ножа 1 із западиною 2. На Фіг.2 представлена схема верхнього ножа 1 із западиною 2 - вид зверху. На Фіг.3 представлена схема нижнього ножа 3 з виступом 4. На Фіг.4 представлена схема нижнього ножа 3 з виступом 4 - вид зверху. На Фіг.5 представлено вузол ножів 1, 3, які розміщено у супортах 5 кривошипно-важильних ножиць, при переміщеннях яких відбувається різання штаби 6. На Фіг.6 показано вид штаби 6 (розкату, листа), шириною В у плані з передньою ділянкою кінцевого виступу 7 чи западиною 8. При сучасному рівні різально-шліфувального устаткування виготовлення ножів запропонованої конструкції не представляє труднощів. Як випливає з Фіг.1-4 ножі мають фігурну різальну кромку 1, 2 і 3, 4. У першому випадку (Фіг.1, 2) у площині різа ножа виконана западина з розмірами а і С, а в іншому випадку (Фіг.3, 4) виступ з розмірами а і С. Перехід із різальної кромки 1 (3) на різальну кромку западини, (виступу) 2 (4), виконано під кутом , що забезпечує відновлення розмірів западини (виступу) у процесі ремонту (шліфування). Параметри а і С визначаються необхідними розмірами виступу 7 чи западини 8 кінця штаби (Фіг.6), що задають у валки наступної кліті. Наприклад, на ШСГП 1680 після обрізки дефектного кінця проміжного розкату від переднього кінця, розкат із плоскою кромкою задають у валки кліті №5 чистової групи (В.О. Ніколаєв, В.Л. Мазур. Виробництво плоского прокату. - Запоріжжя, ЗДІА, 2010, с. 114, рис. 3.2). Захват відбувається одночасно по всій ширині розкату і при цьому виникають значні динамічні навантаження. Для зниження динамічного навантаження при захваті розкату (листа, штаби) валками при заданій величині абсолютного обтиснення необхідно зменшити ширину переднього кінця розкату (листа, штаби) до деякої ширини "С" (Фіг.6). З погляду кращого центрування розкату по осі кліті переважніше мати на передньому кінці розкату виступ 7 (Фіг.6). Довжина виступу V переднього кінця розкату достатня в межах 10…25 мм і визначається товщиною h ножа (h=40…70 мм) (Фіг.2, 4), тобто припустимим потоншенням ножа. Крім того, довжина виступу 7 (западини 8) обмежена довжиною кінцевого дефектного накату на готовій штабі. Чим більше виступ 7 (западина 8), тим більше довжина кінцевого накату на готовій штабі, тим більше обрізь і витрати металу. Останнє також відноситься і до вибору ширини "С" виступу 7 (западини 8) (Фіг.6). Наприклад, при вузькому виступі 7 витрати металу на готовій штабі (розкаті) будуть менше, ніж на більшій ширині. На ШСГП 1680 довжина Lн ножа дорівнює 1700 мм, максимальна ширина штаби (розкату) дорівнює Вмакс=1500 мм, а мініма 62726 4 льна ширина штаби Вмін=900 мм. Тому ширина "С" виступів (западин) (Фіг.1-4, 6) повинна бути завжди менше мінімальної ширини штаби Вмін=900 мм. З іншого боку, ширина "С" виступів не повинна перевищувати С=0,5Вмін, тому що сума ширин "ш" також буде дорівнювати 0,5Вмін, (Фіг.4), тобто m=0,5Bмін. Таким чином, верхня межа параметра "С" дорівнює 0,5Вмін. Однак, тому що Вмін=900 мм, а довжина ножа Lн=1700 мм, то маємо: С=Lн(0,5Вмін/LH)=Lн(450/1700); C=0,265Lн. (1) Мінімальну ширину виступу (западини) (Фіг.14,6), визначаємо виходячи зі стійкості розкату (листа, штаби) у момент захвату його валками першої кліті широкоштабового стана (наприклад, ШСГП 1680). У цьому випадку ширина "С" виступу 7 (Фіг.6) визначається розмірами западини (виступу) ножів (Фіг.1-4) і обумовлена двома факторами: зсувом розкату (листа, штаби) на станину у випадку наявності нерівномірної виробки поверхонь робочих валків, і значним потоншенням переднього кінця розкату (штаби) у першій і наступних клітях, що може привести до застрягання штаби в одній із клітей стана чи на рольгангу, що відводить штабу після чистової кліті стана. Виходячи з представленого пояснення можна рекомендувати мінімальну ширину виступу (западини) (Фіг.1-4, 6), у межах 100…200 мм. Стосовно до мінімальної ширини Вмін розкату одержимо: С= 100...200 Вмін чи С=(0,11…0,222)Вмін 900 Але тому що, Вмін 900 Lн 0,53 Lн , то 1700 одержимо: C≈(0,06…0,12)Lн. (2) Таким чином, раціональна ширина виступу (западини) (Фіг.1-4), повинна складати C=(0,06…0,265)Lн. (3) Перехід від западини (виступу) 2 (4) до різальних кромок 1(3) (Фіг.1-4) виконують під кутом φ=20...60. Цей перехід необхідний для збереження розмірів западин (виступів) при перешліфовці ножів після зносу. Розміри "а", "С" і φ на ножах із западинами і виступами повинні бути однаковими, тому що при установці ножів у супорти ножиць (Фіг.5) допускаються між їхніми поверхнями зазори в межах 0,6…0,8 мм (при різанні розкату товщиною 20...30 мм). Форма переднього кінця розкату 6 (Фіг.5, 6), залежить від положення ножів 1 (2) і 3 (4). Тому що кінець розкату, що відрізається 6 відхиляється вниз (Фіг.5), то при установці нижнього ножа з виступом 4 (Фіг.3, 4), а верхнього з западиною 2 (Фіг.1, 2) на кінці розкату одержуємо виступ 7 (Фіг.6). При протилежній установці ножів у супортах на передньому кінці 6 розкату одержуємо западину 8 (Фіг.6). Наявність на передньому кінці 6 розкату виступу чи западини (Фіг.6), зменшує ширину розкату (штаби) при захваті валками, забезпечує зниження сили і моменту прокатки, що крутить, а разом з цим, динамічних навантажень на деталі головної лінії стана, зменшення випадків поломок деталей, 5 зменшення простоїв стана і матеріальних витрат на ремонти й обслуговування стана, підвищення продуктивності стана. Таким чином, ножі ножиць для поперечного різання штаб (розкатів і листів), що пропонуються Комп’ютерна верстка А. Рябко 62726 6 забезпечують підвищення техніко-економічних показників стана (ІПСГП) за рахунок зниження поломок деталей головної лінії стана. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutters of shears for across cutting strips (breakdown bars)
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Matsko Serhii Volodymyrovych, Vasyliev Oleksandr Hennadiiovych
Назва патенту російськоюНожи ножниц для поперечной резки полос (раскатов)
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Мацко Сергей Владимирович, Васильев Александр Геннадьевич
МПК / Мітки
МПК: B21B 31/00
Мітки: різання, штаб, ножиць, розкатів, поперечного, ножі
Код посилання
<a href="https://ua.patents.su/3-62726-nozhi-nozhic-dlya-poperechnogo-rizannya-shtab-rozkativ.html" target="_blank" rel="follow" title="База патентів України">Ножі ножиць для поперечного різання штаб (розкатів)</a>
Летючі ножиці для поперечного різання сталевої смуги
Номер патенту: 41988
Опубліковано: 25.06.2009
Автори: Реука Юрій Юрійович, Волошин Олексій Іванович, Ткачов Микола Андрійович, Вольвач Олександр Євгенійович, Калашников Андрій Анатолійович, Резников Віктор Іванович
МПК: B23D 25/00
Мітки: сталевої, смуги, різання, ножиці, поперечного, летючі
Формула / Реферат:
Летючі ножиці для поперечного різання сталевої смуги, що містять верхній і нижній приводні барабани з паралельними осями обертання та закріплені на цих барабанах із взаємним перекриттям шевронні ножі, які відрізняються тим, що в положенні початку різання проекції ріжучих кромок ножів на горизонтальну площину, що проходить через геометричну вісь барабана, мають криволінійний профіль для одержання заданого профілю кінця смуги, а один з ножів за...
Пристрій для затискання ножа ножиць для поперечного розділення стрічок
Номер патенту: 87502
Опубліковано: 27.07.2009
Автори: Мерц Юрген, Мюнкер Йохен
МПК: B26D 7/26
Мітки: поперечного, пристрій, розділення, стрічок, ножиць, затискання, ножа
Формула / Реферат:
1. Пристрій для затискання ножа (10) ножиць для поперечного розділення стрічок, зокрема ножиць для поперечного розділення катаних стрічок, і/або кінцевих ножиць, що містить поршень (3) з натискною поверхнею і з поршневим штоком (4), затискну планку (8), виконану зі скошеною поверхнею для притискання ножа (10) до упорних планок (11, 12) і з'єднану з поршневим штоком (4), кріпильний пристрій (7) для затискної планки (8), пружину (5) стиснення...
Спосіб прокатки штаб
Номер патенту: 61012
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб зі змінною швидкістю валків клітей ШСГП (широкоштабового стана гарячої прокатки), який відрізняється тим, що прокатку проміжного розкату здійснюють зі змінною швидкістю валків в останній кліті чорнової групи ШСГП і, при цьому швидкість валків зменшують від переднього кінця до заднього кінця в 1,5...2,5 разу.
Пристрій для поперечного різання катаної штаби
Номер патенту: 83370
Опубліковано: 10.07.2008
Автори: Боймер Клаус, Мерц Юрген
МПК: B23D 25/00, B23D 33/00, B21D 43/28
Мітки: катаної, штаби, пристрій, поперечного, різання
Формула / Реферат:
1. Пристрій для поперечного різання катаної штаби за допомогою ножиць, зокрема при поперечному різанні з використанням барабанних ножиць, у якому зазор між кінцем рольганга перед ножицями і початком рольганга за ножицями, в якому катана стрічка не має опори, зменшується за допомогою поворотної частини рольганга, яка підпирає катану стрічку при проходженні, який відрізняється тим, що між поворотною частиною (17) рольганга і початком заднього...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: прокатки, спосіб, широкоштабовому, стані, гарячої, штаб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Попередній патент: Валок прокатної кліті
Наступний патент: Ємність для зберігання наживки
Випадковий патент: Спосіб очищення поверхні води від нафти та нафтопродуктів