Спосіб виготовлення виковків із злитків
Номер патенту: 64262
Опубліковано: 16.02.2004
Автори: Свиридов Олег Віталійович, Шабанов Володимир Борисович, Олешко Віктор Михайлович, Грушко Юрій Олексійович, Кальченко Петро Павлович

Формула / Реферат
Спосіб виготовлення виковків із злитків, при якому злиток протягують і після розділяють на дві заготівки і відхід, який відрізняється тим, що спочатку злиток протягують на квадратний переріз і повторно - на діаметр, який дорівнює стороні зазначеного квадрата, а після розділення злитка здійснюють додаткове протягування кожної з заготівок у напрямку від вільного торця до торця, що отриманий в результаті розділення злитка, після чого виконують відрубання відходу, що є частиною заготівки, яка виходить за межі її заданого розміру.
Текст
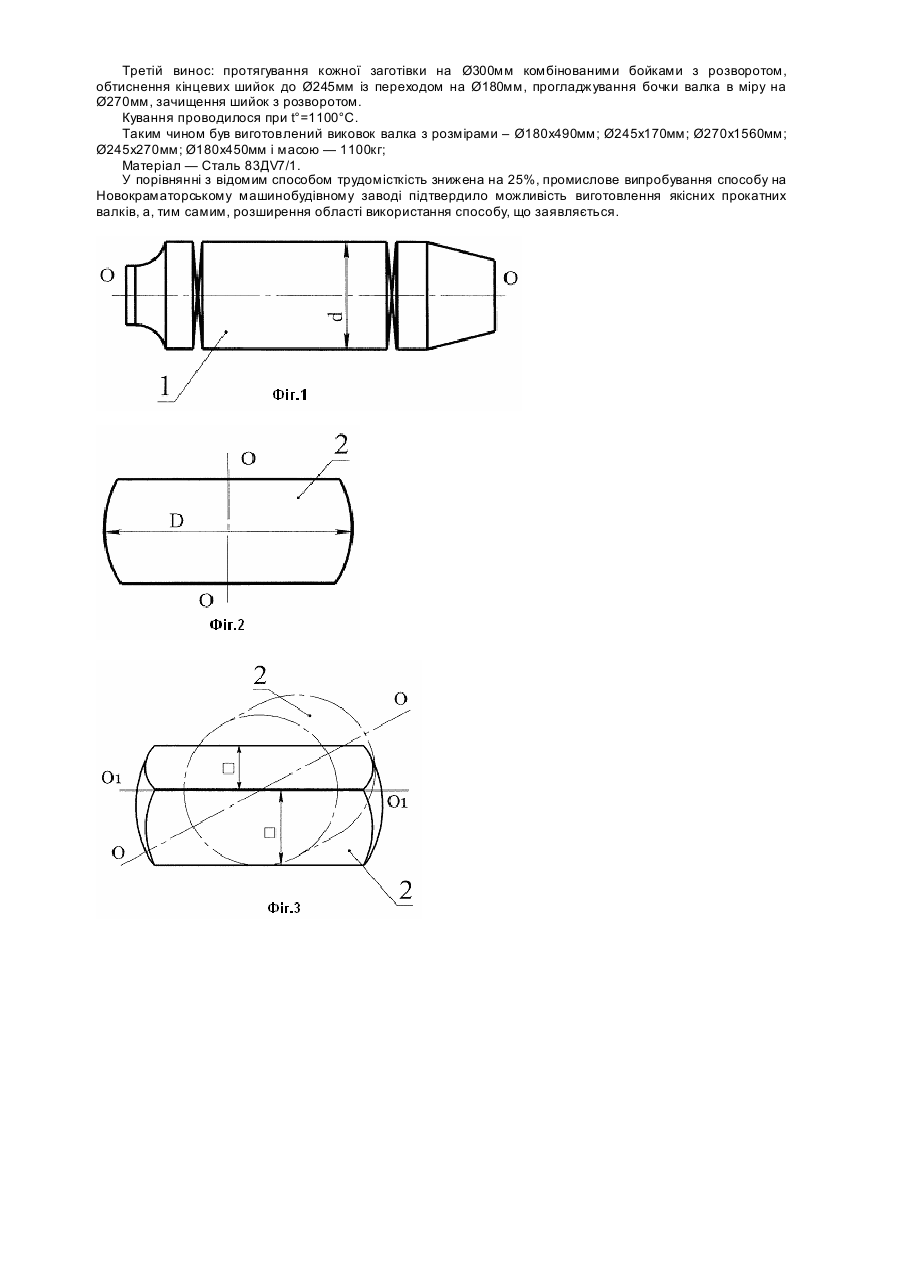
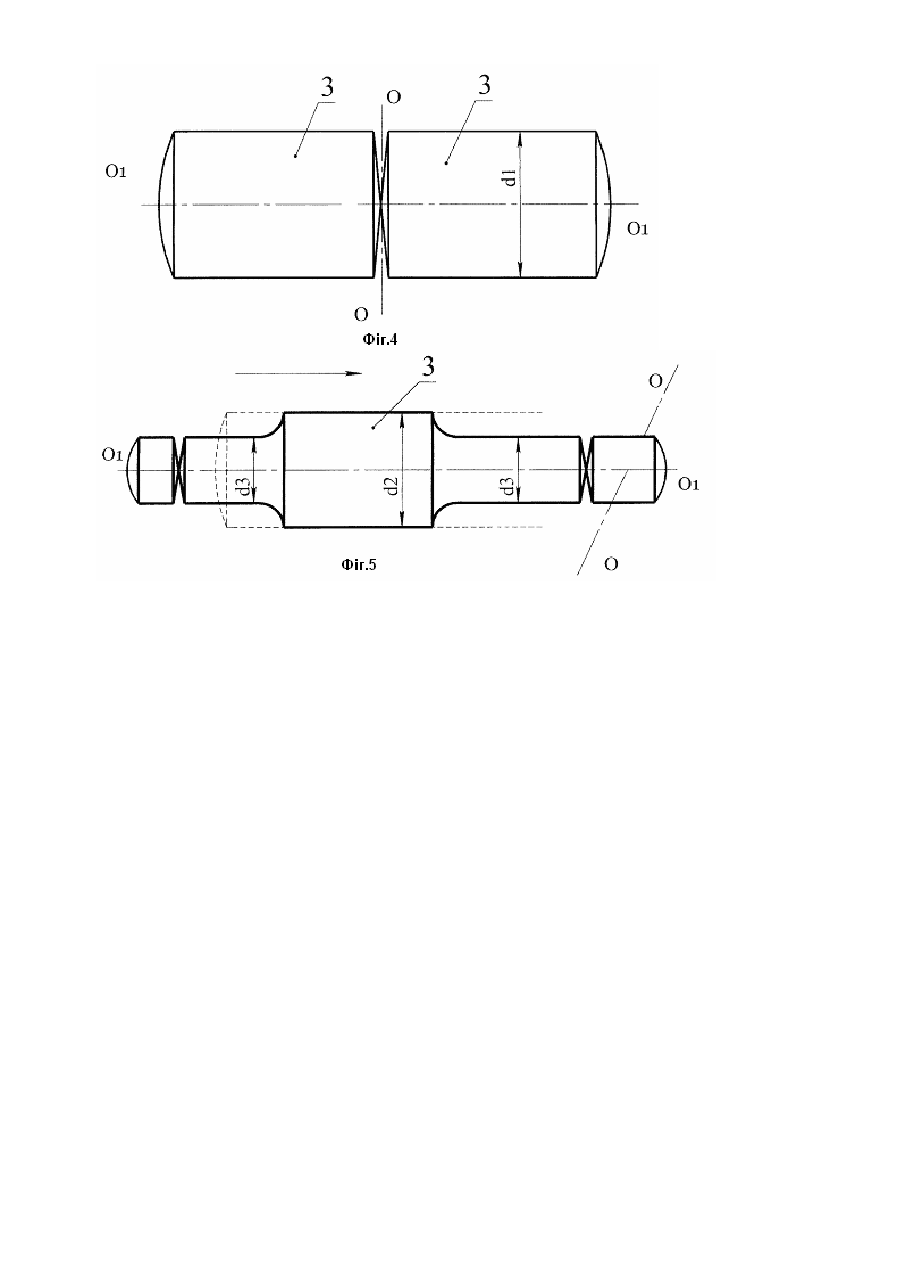
Винахід відноситься до обробки металів тиском, зокрема до способів кування виковків, наприклад типу валів холодної прокатки та інших виробів з витягнутою віссю різних перетинів. Відомий спосіб кування виковків, при якому протягування злитка ведуть на прямокутний перетин уздовж його осі, а розділення — уздовж цієї ж осі з одержанням двох проміжних заготівок прямокутного перетину і відходу такого ж перетину, що включає осьову зону злитка (див., наприклад, опис авторського свідоцтва СРСР, № 1171168, МПК Β21J 1/04). Зазначений спосіб забезпечує якість виковків за рахунок видалення осьової зони злитка на отриманих заготівлях із прямокутним перетином. Однак цей спосіб не може бути застосований при куванні заготівок круглого перетину, які широко застосовуються при виробництві валів, що обмежує номенклатуру виковків. Недоліком цього способу є також велика трудомісткість, яка викликана термообробкою заготівки по спеціальному режиму під наступне різання. Зазначені недоліки в меншій мірі виявляються в іншому відомому способі виготовлення виковків за рахунок того, що видалення осьової зони злитка роблять на заготівці круглого перетину, що забезпечує необхідну якість виковків і спрощення процесу видалення осьової зони дефектів злитка (див., наприклад, опис авторського свідоцтва СРСР, № 846051, МПК В23К 1/32; B21J 1/04). Даний спосіб виготовлення виковків є найбільш близьким аналогом і приймається як прототип. У способі, який заявляється, і відомому способі маються наступні подібні ознаки: спосіб виготовлення виковків із злитків, при якому злиток протягують і розділяють на дві заготівки і відхід. Недолік способу: через протягування злитка перпендикулярно його осі у відхід видаляється значна маса металу, яка обумовлена вирубкою осьової зони злитка. Крім того, ця те хнологічна операція має високу тр удомісткість і використовується тільки для одержання дисків. В основу винаходу покладена задача — знизити трудомісткість кування із збереженням високої якості виковків і розширити область використання способу шля хом його застосування при виготовленні валків та інших деталей з витягнутою віссю. Ця задача вирішується за рахунок технічного результату, що полягає в більш раціональному деформуванні заготівки при протягуванні і раціональному перерозподілі металу при видаленні осьової зони злитка. Для досягнення цього технічного результату в способі виготовлення виковків із злитків шляхом протягування злитка і його наступного розділення на дві заготівки і відхід, — спочатку злиток протягують на квадратний перетин і повторно - на діаметр, який дорівнює стороні зазначеного квадрата, а після розділення злитка здійснюють додаткове протягування кожної заготівки у напрямку від вільного торця до торця, який отриманий в результаті розділення злитка, після чого роблять відрубку відходу, що є частиною заготівки, яка виходить за межі її заданого розміру. Між відмітними ознаками винаходу і технічним результатом мається причинно-наслідковий зв'язок. За рахунок виконання попереднього протягування злитка на квадратний перетин з кантуванням на 90° і наступного протягування по всій довжині в напрямку осі попереднього протягування на діаметр, який дорівнює стороні протягненого квадрата, - забезпечується зниження трудомісткості кування і виготовлення виковків типу валів. Крім того, за рахунок розрубки злитка на дві частини і наступного протягування заготівок у напрямку від вільного кінця до торця, який отриманий в результаті розділення злитка, і відрубки відходу, що є частиною заготівки, яка виходить за межі її заданого розміру, забезпечується виготовлення виковків типу валів, тобто розширюється область використання способу. Технологічна схема виготовлення виковків типу валів по пропонованому способу показана на кресленнях, де: на фіг. 1 — показаний сбілітирований злиток і вирубаний блок; на фіг. 2 — осаджений блок до заданого діаметра; на фіг. 3 — протягнений блок на квадратний перетин; на фіг. 4 — протягнений блок з розрубуванням на дві заготівки; на фіг. 5 — протягування заготівок до остаточних розмірів і відрубка кінцевих відходів (стрілкою показаний напрямок кування). Спосіб, який заявляється, здійснюється в наступній послідовності дій: 1. Вихідний злиток білітирують на діаметр d і видаляють донну і прибуткову частини (фіг.1), тобто одержують блок 1; 2. Блок 1 осаджують до висоти, що складає 0,4 його первісної (фіг.2). Осаженый блок 2 кантують на утворюючу, встановлюють уздовж бійчика преса і протягують на квадрат зі стороною, яка дорівнює 0,8-0,9 діаметра вихідного злитка (фіг.3), при цьому подовжня вісь O1-O1 квадрата перпендикулярна первісної осі O-O ви хідного злитка. 3. Блок 2 протягують по всій довжині в напрямку осі О1-О1 попереднього протягування на діаметр d1, який дорівнює стороні зазначеного квадрата, після чого протягнений блок розрубують на дві заготівки 3 (фіг.4). 4. Кожну заготівку 3 протягують до діаметра d2 і обжимають кінцеві шийки валка до діаметра d3 у зазначеному напрямку (фіг. 5) і роблять відрубку кінцевих відходів. З опису способу випливає, що за рахунок попереднього протягування злитка на квадратний перетин і наступного протягування по всій довжині в напрямку осі попереднього протягування на діаметр, який дорівнює стороні протягненого квадрата, а також за рахунок додаткового протягування й відрубки відходу, що є частиною заготівки, яка виходить за межі її заданого розміру, - знижується трудомісткість кування зі збереженням якості кування, і розширюється область використання способу завдяки його застосуванню при виробництві валків. Конкретний приклад здійснення способу Перший винос: білітировка злитка на конус Ø550/620, вирубка блоку з висотою H=1320мм. Другий винос: осаджуваня блоку до H=530мм, кантування на кут 90°, установка осадженим діаметром уздовж бійчика преса, обтиснення з кантуванням на квадрат зі стороною, що дорівнює 450мм, протягування на діаметр 450мм у напрямку осі попереднього протягування плоским і комбінованим бійчиками і розрубка на дві заготівки. Третій винос: протягування кожної заготівки на Ø300мм комбінованими бойками з розворотом, обтиснення кінцевих шийок до Ø245мм із переходом на Ø180мм, прогладжування бочки валка в міру на Ø270мм, зачищення шийок з розворотом. Кування проводилося при t°=1100°С. Таким чином був виготовлений виковок валка з розмірами – Ø180x490мм; Ø245x170мм; Ø270x1560мм; Ø245x270мм; Ø180x450мм і масою — 1100кг; Матеріал — Сталь 83ДV7/1. У порівнянні з відомим способом трудомісткість знижена на 25%, промислове випробування способу на Новокраматорському машинобудівному заводі підтвердило можливість виготовлення якісних прокатних валків, а, тим самим, розширення області використання способу, що заявляється.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing the forged parts of the ingots
Автори англійськоюOleshko Viktor Mykhailovych, Shabanov Volodymyr Borysovych, Kalchenko Petro Pavlovych, Hrushko Yurii Oleksiiovych
Назва патенту російськоюСпособ изготовления выковок из слитков
Автори російськоюОлешко Виктор Михайлович, Шабанов Владимир Борисович, Кальченко Петр Павлович, Грушко Юрий Алексеевич
МПК / Мітки
МПК: B21J 1/04
Мітки: злитків, виготовлення, виковків, спосіб
Код посилання
<a href="https://ua.patents.su/3-64262-sposib-vigotovlennya-vikovkiv-iz-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виковків із злитків</a>
Спосіб виготовлення виковків типу пластин
Номер патенту: 55015
Опубліковано: 17.03.2003
Автори: Олешко Віктор Михайлович, Кальченко Петро Павлович, Станков Юрій Миколаєвич, Шабанов Володимир Борисович, Лиманський Олександр Вадимович
МПК: B21J 1/04
Мітки: спосіб, виготовлення, типу, виковків, пластин
Формула / Реферат:
1. Спосіб виготовлення виковків типу пластин, який включає попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованій до цього бойка поверхні виковка виступу, і остаточне обтиснення для вдавлювання зазначеного виступу в тіло виковка до одержання пластини заданих...
Спосіб виготовлення великих поковок
Номер патенту: 60114
Опубліковано: 15.09.2003
Автори: Станков Юрій Миколаєвич, Лиманський Олександр Вадимович, Кальченко Петро Павлович, Олешко Віктор Михайлович
МПК: B21J 1/04
Мітки: поковок, великих, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення великих поковок, при якому нагріту заготівку попередньо деформують, чергуючи операції протягування й осаджування з наступним остаточним обтисненням до поковочних розмірів, який відрізняється тим, що після першого осаджування виконують сплющування заготівки уздовж подовжньої осі, а після другого здійснюють розгонку заготівки до утворення випуклості шляхом почергового її обтиснення відносно подовжньої і поперечної осі, при...
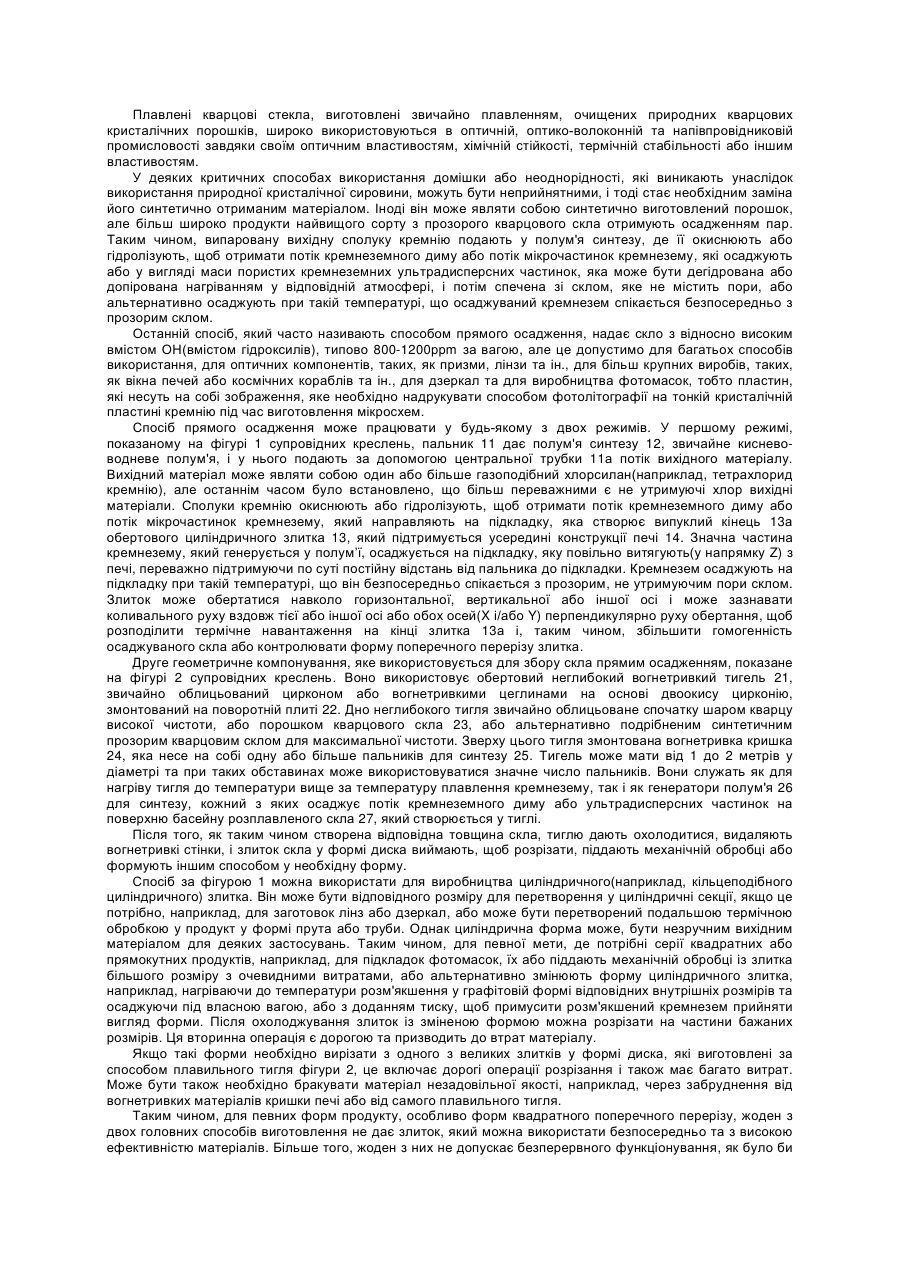
Піч для виготовлення злитків синтетичного прозорого кварцового скла та спосіб отримання формованого виробу з синтетичного прозорого кварцового скла
Номер патенту: 64008
Опубліковано: 16.02.2004
Автори: Веллс Пітер Джон, Сейс Ян Джордж
МПК: C03B 19/00, C03B 17/00
Мітки: кварцового, прозорого, спосіб, скла, виготовлення, злитків, виробу, отримання, піч, формованого, синтетичного
Формула / Реферат:
1. Піч для безперервного виготовлення злитків синтетичного прозорого кварцового скла, яка містить: корпус печі (31), який містить вогнетривку місткість (35), здатну витримувати розплав синтетичного прозорого кварцового скла (34); один або декілька пальників, здатних підтримувати температуру вказаного розплаву синтетичного прозорого кварцового скла у вказаній вогнетривкій місткості вище за температуру його спікання, причому щонайменше один з...
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків
Номер патенту: 46061
Опубліковано: 15.05.2002
Автори: ТРИГУБ Микола Петрович, ДЕРЕЧА Олександр Якович, Калинюк Олексій Миколайович, Жук Генадій Віліорович
Мітки: електронно-променевого, оплавлення, поверхні, циліндричних, злитків, спосіб
Формула / Реферат:
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків, що включає нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, який відрізняється тим, що наводять ванну рідкого металу під кутом до вертикальної площини, що проходить через вісь злитка, і підтримують її під цим кутом на довжині дуги по поверхні злитка,...
Спосіб отримання поліквазікристалічних злитків
Номер патенту: 47658
Опубліковано: 15.07.2002
Автори: Пінчук Наталія Дмитрівна, Демідік Олександр Миколайович, Фролов Геннадій Олександрович, Стегній Анатолій Іванович, Школьний Валентин Кирилович, Майборода Володимир Петрович
МПК: C22C 1/04, B22F 3/14, C22C 21/12
Мітки: злитків, отримання, поліквазікристалічних, спосіб
Формула / Реферат:
Спосіб одержання поліквазікристалічних злитків з порошків системи алюміній-мідь-залізо, який включає використання порошків вихідних компонентів, пресування їх суміші та їх плавлення, який відрізняється тим, що для суцільності злитка і утворення і-фази в кількості 95 об. % як вихідні компоненти для виготовлення пресованої заготовки використовують порошки з розміром фракцій від 0,04 до 1,0 мм, а її плавлення здійснюють з витримкою 2,5-4,5 хв. з...
Попередній патент: Спосіб підготовки шихти до спікання
Наступний патент: Спосіб транспортування стружки по канавках осьових інструментів
Випадковий патент: Склад для розчинення сірки і спосіб його отримання