Спосіб транспортування стружки по канавках осьових інструментів
Номер патенту: 64263
Опубліковано: 16.02.2004
Автори: Комар Олександр Петрович, Полока Денис Анатолійович, Малишко Іван Олександрович, Колер Сергій Валерійович
Формула / Реферат
Спосіб транспортування стружки по канавках осьових інструментів, що включає обертальний і поступальний рух інструмента або деталі з поступальним переміщенням стружки по гвинтових канавках під кутом до осі інструмента, який відрізняється тим, що переміщення стружки ведуть з коефіцієнтом тертя між стружкою й обробленою поверхнею деталі, що дорівнює щонайменше коефіцієнту тертя між стружкою і поверхнею канавки - ![]() , а переміщення стружки по передній поверхні канавки зі швидкістю:
, а переміщення стружки по передній поверхні канавки зі швидкістю:
![]() ,
,
де ![]() - радіус інструмента;
- радіус інструмента;
![]() - кут нахилу стружкової канавки;
- кут нахилу стружкової канавки;
![]() - кутова швидкість обертання інструмента;
- кутова швидкість обертання інструмента;
![]() - кутова швидкість переміщення частки стружки.
- кутова швидкість переміщення частки стружки.
Текст
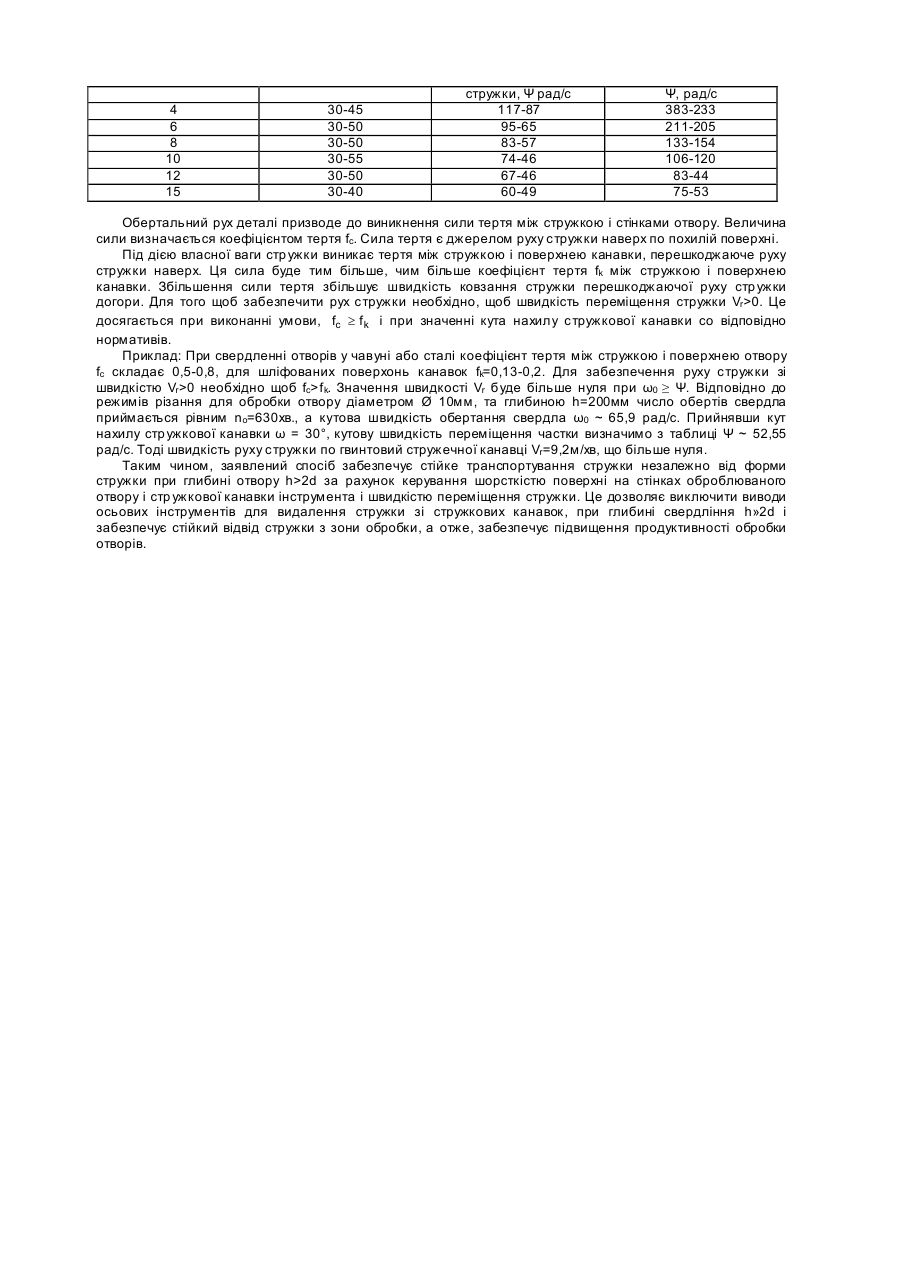
Винахід відноситься до металообробки і може бути реалізований при свердленні, зенкеруванні, розвертуванні та нарізуванні різі. Відомий спосіб транспортування стружки по стружкових канавках свердла, при обробці отворів осьовим інструментом, коли обертальний і поступальний рух передається інструменту або деталі. При глибині отворів h>2d спостерігається явище пакетування стружки. Для її видалення з отворів глибиною h>2d рекомендується періодично виводити інструмент з отвору. При обробці отворів глибиною до 7d інструмент рекомендується п'ять разів виводити з отвору і видаляти стружку (краткий справочник металлиста / Под общ. редакцией П.Г. Орлова, Е.А. Скороходова. - М.: Машиностроение, 1986. - 960с.) Недоліком цього способу є пакетування стружки, що призводе до розбивання отвору, зниженню стійкості або до поломки свердла. Для усунення цього недоліку використовуються періодичні виводи свердла, тому що в протилежному випадку, може відбутися переповнення стружкових канавок, що приводить до поломки свердла. Періодичні виводи свердла негативно позначаються на продуктивності обробки. Відомі інші способи транспортування стружки для осьових інструментів, що роблять обертальний і поступальний рух. (А.с. № 152163 Спиральное сверло Л.Г. Юдовин, В.И. Мосаровский, М.Кл. В23В 51/02 опубл. 1962, Б.И № 23). Задня поверхня канавки свердла переходить безпосередньо в стрічку, що забезпечує максимальний обсяг стружкової канавки незалежно від шагу спіралі. Спосіб обробки різанням (А. с. № 1484469 Спиральное сверло. В.В. Матвеев, Л.А. Джакели и Л.И. Зайончик., М. Кл. В23В 51/00 опубл. 1989, Б.и. №21.), при якому попередньо здійснюють пластичне деформування шару металу, після чого останній зрізують. На задній поверхні свердла виконані виступи, розташовані від поперечної різальної крайки, до перетинання задньої поверхні зі спинкою і примикають до поверхонь стружкових канавок. Після повного врізання різальних крайок, діюче на свердло осьове зусилля поступово збільшують до моменту появи безперервної стрічкової стружки, після чого його стабілізують до закінчення процесу свердління. Відомий також спосіб нарізування нарізі в глухих отворах за допомогою мітчиків зі спіральною канавкою і кутом її нахилу 42°, і переднім кутом 3-6° (Патент Германии № 3925506, Метчик со спиральной канавкой для нарезания глухи х отверстий. М.Кл. В23G 5/06, опубл. 1978. Б.И. №1). Недоліком цього способу є те, що обробку можна робити тільки при визначених геометричних параметрах інструмента, що відповідає властивостям оброблюваного матеріалу. Тільки при урахуванні цих факторів, можливий стійкий відвід стружки з зони обробки. При обробці матеріалів з іншими властивостями потрібна зміна відповідних конструктивних і геометричних параметрів, тобто необхідно виготовляти новий інструмент, що веде до підвищення собівартості виробу. Найбільш близьким аналогом винаходу, що заявляється є спосіб (Денисенко В.И. Угол сбега стружки и ее связь с условиями пластической деформации. // Резание и инструмент: Респ. Межвед. Научно-техн. сб. Харьков, 1978.- Вып. 19. - C.26-29.), при якому свердлу передається обертальний і поступальний рух, а деталь нерухома чи навпаки, коли деталі передається обертальний рух, а свердлу поступальне, а для видалення стружки з зони обробки передбачаються гвинтові канавки, по яких рухається стружка. Рух зливної стружки здійснюється силами підпору, що виникають при різанні. Причому радіус завитка стружки повинен дорівнювати радіусу стружечної канавки. Відомий спосіб транспортування стружки не забезпечує одержання очікуваного технічного результату за наступними причинами. Спосіб може бути застосований у випадку, коли діаметр завитка стружки менше діаметра стружечної канавки. Виконані експериментальні дослідження показали, що коли діаметр завитка стружки більше діаметра стружечної канавки відбувається пакетування стружки. Наявність елементної стружки практично виключає її транспортування на висоту більше двох діаметрів отвору. Загальними ознаками найбільш близькими до аналога і способу що заявляється є те, що свердлу надається обертальний і поступальний рух, а деталь нерухома і навпаки, коли деталі надається обертальний рух, а інструменту поступальний, а для видалення стружки з зони обробки передбачаються гвинтові канавки, по яких рухається стружка. В основу винаходу поставлена задача удосконалення способу транспортування стружки по канавках осьових інструментів, за рахунок керування шорсткістю поверхні на стінках оброблюваного отвору і стружкової канавки інструмента, що забезпечує стійкий вивід стружки і виключає виводи інструмента для її видалення. Поставлена задача вирішується тим, що в способі транспортування стружки по канавках осьових інструментів, який включає обертальний і поступальний рух інструмента або деталі з поступальним переміщенням стружки по гвинтових канавках під кутом до осі інструмента, відповідно до винаходу, переміщення стружки ведуть з коефіцієнтом тертя між стружкою й обробленою поверхнею деталі рівним щонайменше, коефіцієнту тертя між стружкою і поверхнею канавки fc ≥ fk а переміщення стружки по передній поверхні канавки зі швидкістю: R Vr = (wo - y ) > 0 , cos w де R - радіус інструмента; w - кут нахилу стружкової канавки; w o - кутова швидкість обертання інструмента; y - кутова швидкість переміщення частки стружки. Куто ва швидкість переміщення стружки отримана на основі експериментальних досліджень та розрахунків приведена в таблиці: Діаметр свердла D, мм Кут нахилу стружечної канавки, ω° Куто ва швидкість переміщення частки Куто ва швидкість обертання інструмента 4 6 8 10 12 15 30-45 30-50 30-50 30-55 30-50 30-40 стружки, Ψ рад/с 117-87 95-65 83-57 74-46 67-46 60-49 Ψ, рад/с 383-233 211-205 133-154 106-120 83-44 75-53 Oбертальний рух деталі призводе до виникнення сили тертя між стружкою і стінками отвору. Величина сили визначається коефіцієнтом тертя fс. Сила тертя є джерелом руху стружки наверх по похилій поверхні. Під дією власної ваги стр ужки виникає тертя між стружкою і поверхнею канавки, перешкоджаюче руху стружки наверх. Ця сила буде тим більше, чим більше коефіцієнт тертя fk між стружкою і поверхнею канавки. Збільшення сили тертя збільшує швидкість ковзання стружки перешкоджаючої руху стр ужки догори. Для того щоб забезпечити рух стружки необхідно, щоб швидкість переміщення стружки Vr>0. Це досягається при виконанні умови, fc ³ f k і при значенні кута нахилу стружкової канавки со відповідно нормативів. Приклад: При свердленні отворів у чавуні або сталі коефіцієнт тертя між стружкою і поверхнею отвору fc складає 0,5-0,8, для шліфованих поверхонь канавок fk=0,13-0,2. Для забезпечення руху стружки зі швидкістю Vr>0 необхідно щоб fс>f k. Значення швидкості Vr буде більше нуля при ω0 ≥ Ψ. Відповідно до режимів різання для обробки отвору діаметром Ø 10мм, та глибиною h=200мм число обертів свердла приймається рівним nо=630хв., а кутова швидкість обертання свердла ω0 ~ 65,9 рад/с. Прийнявши кут нахилу стр ужкової канавки ω = 30°, кутову швидкість переміщення частки визначимо з таблиці Ψ ~ 52,55 рад/с. Тоді швидкість руху стружки по гвинтовий стружечної канавці Vr=9,2м/хв, що більше нуля. Таким чином, заявлений спосіб забезпечує стійке транспортування стружки незалежно від форми стружки при глибині отвору h>2d за рахунок керування шорсткістю поверхні на стінках оброблюваного отвору і стр ужкової канавки інструмента і швидкістю переміщення стружки. Це дозволяє виключити виводи осьових інструментів для видалення стружки зі стружкових канавок, при глибині свердління h»2d і забезпечує стійкий відвід стружки з зони обробки, а отже, забезпечує підвищення продуктивності обробки отворів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for transportation of the chips in the grooves of axial tools
Автори англійськоюMalyshko Ivan Oleksandrovych
Назва патенту російськоюСпособ транспортировки стружки по канавкам осевых инструментов
Автори російськоюМалышко Иван Александрович
МПК / Мітки
МПК: B23B 51/02
Мітки: інструментів, осьових, спосіб, канавках, стружки, транспортування
Код посилання
<a href="https://ua.patents.su/2-64263-sposib-transportuvannya-struzhki-po-kanavkakh-osovikh-instrumentiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб транспортування стружки по канавках осьових інструментів</a>
Патрон для осьових інструментів
Номер патенту: 22580
Опубліковано: 17.03.1998
Автори: Чвалюк Олег Степанович, Нагорняк Степан Григорович, Шанайда Володимир Васильович
МПК: B23B 47/00, B23B 31/02
Мітки: інструментів, осьових, патрон
Формула / Реферат:
1. Патрон для осьових інструментів, що складається з корпусу, в якому вільно розміщується мітчик (свердло) з елементами його кріплення та механізму попередньої закрутки, який відрізняється тим, що патрон оснащений розміщеними співвісно на корпусі з можливістю осьового переміщення підпружиненою двозубою ведучою обоймою та з можливістю колового переміщення і розміщеною на вільному кінці корпуса двозубою веденою обоймою, які знаходяться в...
Спосіб одержання бурякової стружки
Номер патенту: 40055
Опубліковано: 16.07.2001
Автори: Нечитайло Володимир Микитович, Штангеєв Валерій Остапович, Сухарєва Валентина Вікторівна, Новоселецький Віталій Дмитрович, Данькевич Григорій Миколаєвич
МПК: C13C 1/00
Мітки: одержання, стружки, спосіб, бурякової
Формула / Реферат:
1. Спосіб одержання бурякової стружки, який включає миття коренеплодів буряку, відділення обломів буряку від його цілих коренеплодів, наступне різання цілих коренеплодів та обломів на стружку, який відрізняється тим, що різання обломів буряку на стружку здійснюють безпосередньо після їх відділення окремо від цілих коренеплодів, при цьому обломи коренеплодів буряку ріжуть на стружку товщиною 0,9-2,0 мм, після чого одержану з обломів...
Ошпарювач бурякової стружки

Номер патенту: 61229
Опубліковано: 17.11.2003
Автори: Заєць Юрій Олександрович, Осадчий Леонід Мартинович
МПК: C13D 1/12
Мітки: ошпарювач, стружки, бурякової
Формула / Реферат:
1. Ошпарювач бурякової стружки, який містить циліндричний корпус з шнеком для перемішування та транспортування бурякової стружки, горловину для подачі стружки, торцеве та бокові сита для відбору дифузійного соку, який відрізняється тим, що на торцевій поверхні циліндра корпусу, зі сторони відбору сокостружкової суміші, встановлюють додаткове сито для відбору соку, яке використовують для ошпарювання стружки.2. Ошпарювач по п. 1, який...
Спосіб екстрагування цукрози з бурякової стружки
Номер патенту: 63440
Опубліковано: 15.01.2004
Автори: Ліпєц Антон Адамович, Гусятинська Наталія Альфредівна, Коровко Світлана Миколаївна, Гусятинський Микола Володимирович
МПК: C13D 1/00
Мітки: екстрагування, бурякової, спосіб, стружки, цукрози
Формула / Реферат:
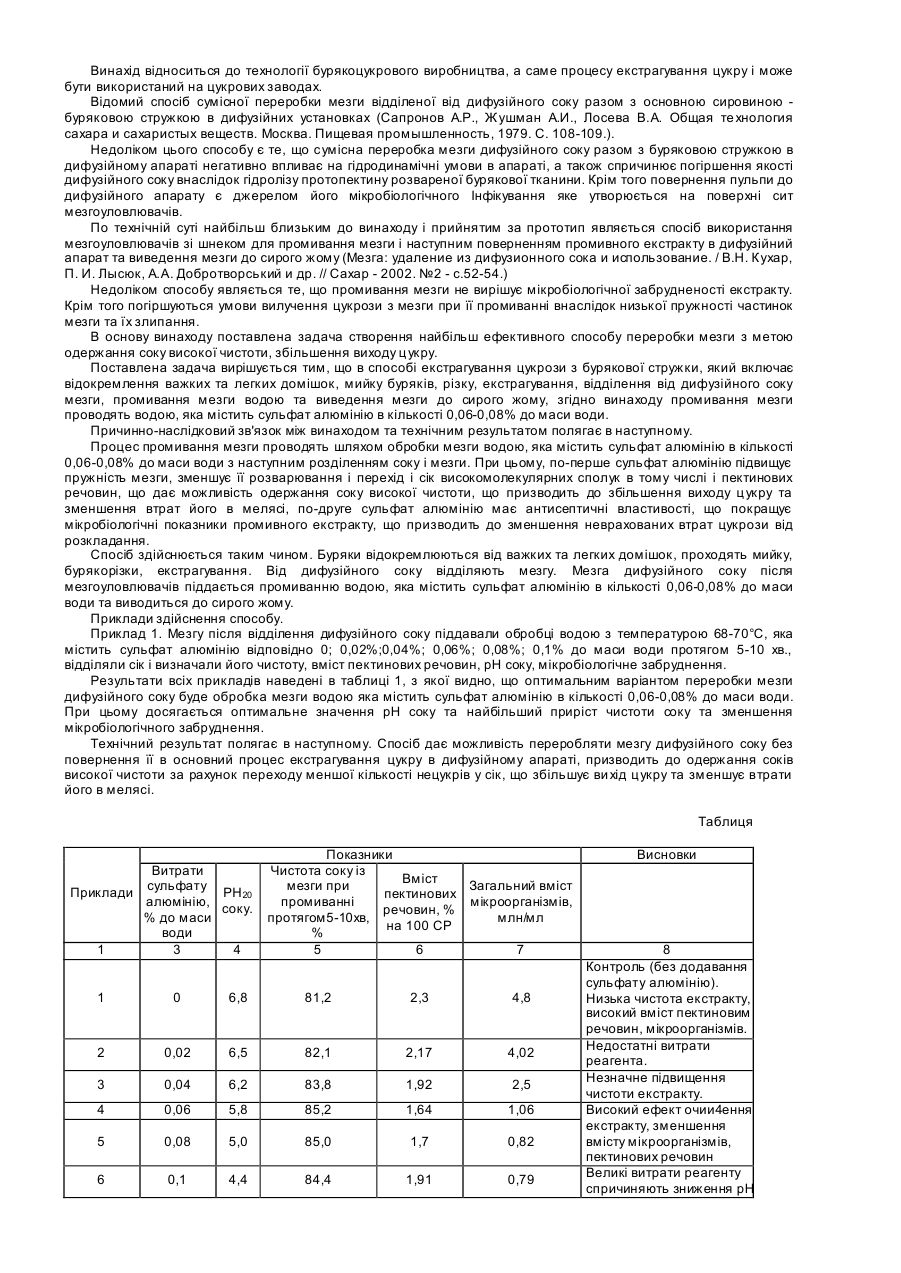
Спосіб екстрагування цукрози з бурякової стружки, який включає відокремлення важких та легких домішок, миття буряків, різання, екстрагування, відділення від дифузійного соку мезги, промивання мезги водою та виведення мезги до сирого жому, який відрізняється тим, що промивання мезги проводять водою, яка містить сульфат алюмінію в кількості 0,06 - 0,08% до маси води.
Спосіб вилучення цукру з бурякової стружки
Номер патенту: 45791
Опубліковано: 15.04.2002
Автори: Гусятинська Наталія Альфредівна, Гусятинський Микола Володимирович, Ліпєц Антон Адамович
МПК: C13D 1/10
Мітки: стружки, вилучення, спосіб, цукру, бурякової
Формула / Реферат:
Спосіб вилучення цукру з бурякової стружки, що включає відділення легких та важких домішок від цукрових буряків, миття, різання буряків до стружки, хімічну обробку стружки, термічну обробку стружки, пресування стружки, повернення пресової фракції після підігріву на термічну обробку стружки, подальше екстрагування пресованої стружки, який відрізняється тим, що стружка після різання проходить одночасну термохімічну обробку сульфатом алюмінію за...
Попередній патент: Спосіб виготовлення виковків із злитків
Наступний патент: Хвильова енергетична установка
Випадковий патент: Пристрій для намотки і зберігання шлангів