Спосіб виготовлення виковків типу пластин
Номер патенту: 55015
Опубліковано: 17.03.2003
Автори: Олешко Віктор Михайлович, Кальченко Петро Павлович, Шабанов Володимир Борисович, Лиманський Олександр Вадимович, Станков Юрій Миколаєвич
Формула / Реферат
1. Спосіб виготовлення виковків типу пластин, який включає попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованій до цього бойка поверхні виковка виступу, і остаточне обтиснення для вдавлювання зазначеного виступу в тіло виковка до одержання пластини заданих розмірів, який відрізняється тим, що розкривання осьової зони зливка виконують підвісним кутником, після чого здійснюють розгонку верхнім плоским бойком, при цьому попереднє обтиснення у комбінованих бойках проводять зі ступенем деформації найменше 20 %.
2. Спосіб по п. 1, який відрізняється тим, що перед розкриванням осьової зони зливка проводять його осаджування і попереднє протягування.
Текст
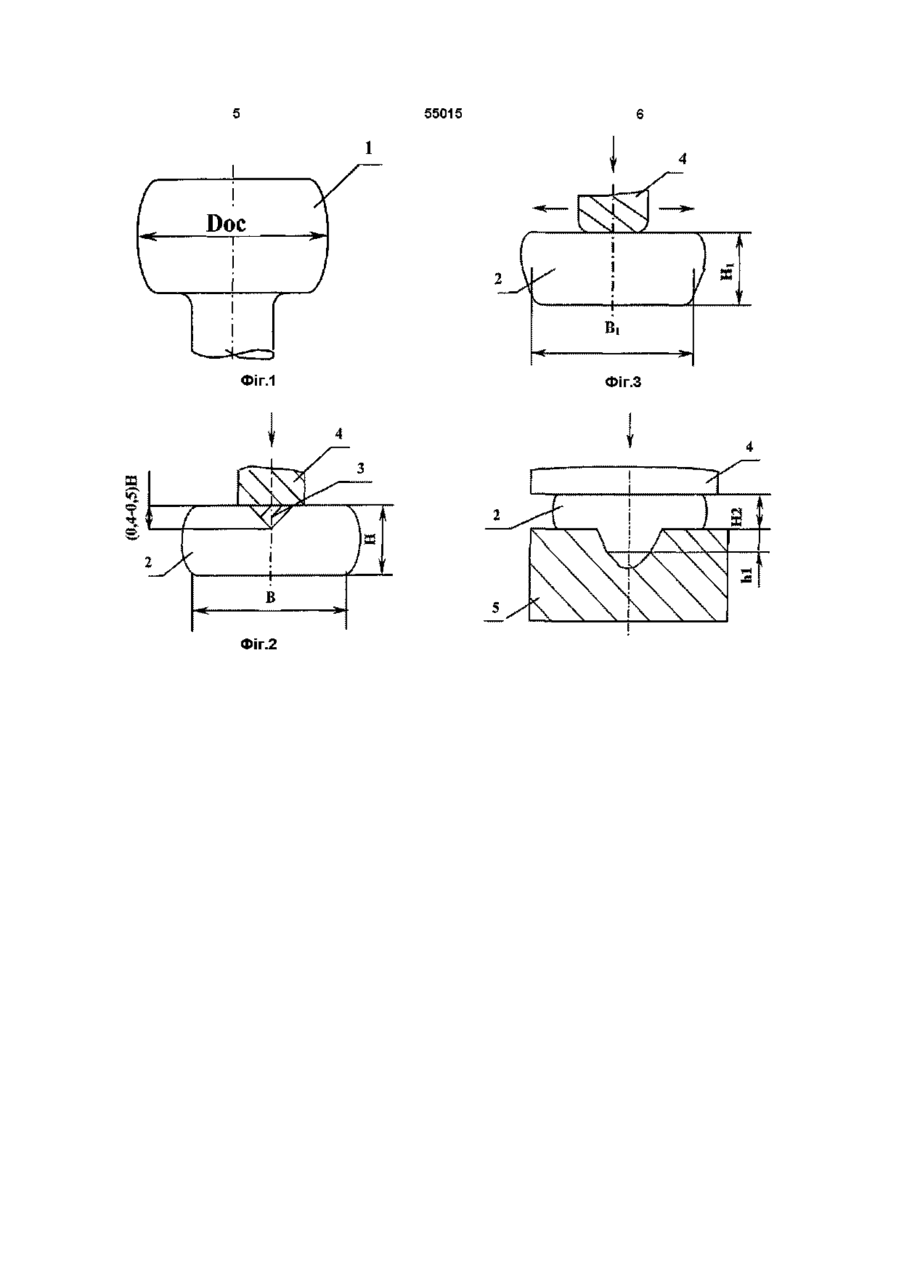
1 Спосіб виготовлення виковківтипу пластин, який включає попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверх ні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованій до цього бойка поверхні виковка виступу, і остаточне обтиснення для вдавлювання зазначеного виступу в тіло виковка до одержання пластини заданих розмірів, який відрізняється тим, що розкривання осьової зони зливка виконують ПІДВІСНИМ кутником, після чого здійснюють розгонку верхнім плоским бойком, при цьому попереднє обтиснення у комбінованих бойках проводять зі ступенем деформації найменше 20% 2 Спосіб по п 1, який відрізняється тим, що перед розкриванням осьової зони зливка проводять його осаджування і попереднє протягування Винахід відноситься до обробки металів тиском, а більш конкретно - до способу виготовлення виковків типу пластин і може бути використаний у кувальних цехах металургійних та машинобудівних заводів У кувально-пресовому виробництві широко відомий спосіб кування дисків турбін із виливка, у якому після вилучення донної та прибуткової частини виливка одержану заготівку присаджують і протягують перпендикулярно її осі (див , наприклад, опис к АС СРСР №846051, МПК B21J 1/04) При такому протягуванні осьова зона заготівки знаходиться в її центральній частині, яку вилучають шляхом вирубування Недолік способу - висока трудомісткість кування і недостатня якість виковків Найбільш близьким аналогом до способу, що заявляється, по сукупності суттєвих ознак і результату, який досягається, є спосіб кування виковків типу пластин (див, наприклад, опис к АС СРСР №1833762, MI1KB21J 1/04) Він, ЯК І спосіб, що заявляється, має наступні суттєві ознаки попередає деформування зливка шляхом його обтиснення з розкриттям осьової зони і розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованої до цього бойками поверхні виковка виступу, і остаточне обтиснення для здавлювання зазначеного виступу в тіло виковка до одержання пластини заданих розмірів За рахунок якісного опрацювання куванням середньої зони заготовки забезпечується висока якість виковків, але це потребує зростання трудомісткості - у процесі розкривання осьової зони необхідно робити зміну бойків різної ширини для наступного деформування зливка В основу винаходу покладена задача - знизиш трудомісткість кування за умови дотримання високої якості виковків і за рахунок технічного результату який полягає у більш раціональному перерозподілі металу перед розкриванням зливка та у процесі його обтиснення Для досягнення цього технічного результату у способі виготовлення виковків типу пластин, який містить попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованої до цього бойка поверхні виковка виступу, і остаточне обтиснення з метою удавлювання зазначеного виступу в тіло виковка до одержання пластини заданих розмірів - розкривання осьової зони зливка виконують ПІДВІСНИМ кутником, після чого здійснюють розгонку верхнім плоским ю о ю ю 55015 бойком, при цьому попереднє обтиснення у комбінованих бойках провадять зі ступеню деформації найменше 20% Крім того, з метою одержання пластин у широкому діапазоні поперечних перерізів, перед розкриванням осьової зони зливка провадять його осаджування і попереднє протягування Між ВІДМІТНИМИ ознаками винаходу і досягнутим технічним результатом причинно-наслідковий зв'язок Завдяки тому, що розкривання осьової зони зливка виконують ПІДВІСНИМ кутником, а потім здійснюють розгонку верхнім плоским бойком - вилучається операція зміни бойків різної ширини, завдяки чому знижується трудомісткість кування, а завдяки попередньому обтисненню виковка у комбінованих бойках зі ступенем деформації найменше 20% зберігається рівень якості виковка, який досягнуто у прототипі Крім того, завдяки осаджуванню зливка і попереднього протягування перед розкриванням осьової зони забезпечується виготовлення пластин з більш широким діапазоном їх поперечних перерізів Більш докладне пояснення винаходу дається на прикладі малюнків, що додаються Фіг 1 схематично зображає осаджений зливок для наступного протягування Фіг 2 демонструє завершення операції підсіканняпісля попереднього протягування Фіг 3 схематично показує закінчення операції розгонки зливка Фіг 4 схематично показує закінчення процесу попереднього обтиснення зливка Фіг 5 - показує виготовлений виковок Пропонований спосіб здійснюється у наступній ПОСЛІДОВНОСТІ ДІЙ 1 Зливок 1 (фіг 1) після осаджування до діаметра Doc протягують на розміри поперечного переріза Н х В (фиг 2), де Н = 2,2п , В = 1,2b (h - висота пластини, b ширина пластини), a Doc залежить від розміру зливка і складає не більш за 50% поперечного переріза вихідного зливка 2 Після протягування зливка його повертають на кут 90° і установлюють уздовж бойка преса 3 Уздовж повздовжньої осі заготівки 2 установлюють ПІДВІСНИЙ кутник 3 і вдавлюють його верхнім плоским бойком 4 до заданої глибини (0,4-ь0,5)Н 4 Звільнюють прес від кутника і роблять розгонку заготовки верхнім бойком на розміри поперечного переріза Ні х Ві (фіг 3), де Ні = (0,6-ь0,5) Н а Ві визначається розрахунковим шляхом 5 Виконують нагрівання заготовки до температури кування і и попереднє обтиснення комбінованими бойками - верхнім плоским 4 і нижнім вирізним 5 (фіг 4) до висоти ЬІ2 з формуванням виступу до hi з забезпеченням рівняння ЬЬ = Ні (150+ 200)мм, a hi > 0,2 Н2 6 Після обтиснення заготівки до розміру ЬЬ з формуванням виступу до hi зі ступенем деформації найменше 20% виконують кантування заготовки на кут 90° і її протягування на плоских бойках до розмірів hxbxi (фіг 5) Після ЦЬОГО вилучають донну та прибуткову частину Із наведеного опису технологічного процесу кування випливає, що заміна бойків вилучається, а отже, знижується трудомісткість кування виковків типу пластин, а упровадження перед розкриванню осьової зони зливка його осаджування і попереднього протягування надає додаткову користь забезпечує виготовлення пластин у широкому діапазоні їх поперечних перерізів Приклад конкретного здійснення способу ВИХІДНІ данні виготовлена пластина повинна мати розміри 590x1290х4700мм, маса - 27000 кг, матеріал - сталь 40CrMnNiMo 8-6-9 Зливок масою 36000кг нагрівали до температури кування (t=1200°C) Кування зливка робили за три виноси У першому виносі упроваджено кування цапфи під осаджувальну плиту із прибуткової частини зливка, а також білітировка на діаметр 1220мм У другому виносі зроблено осаджування зливка на діаметр 1950мм, протягування на розміри перерізу 1300х 1500мм, і після розвороту заготовки на кут 90° розкрита його осьова зона ПІДВІСНИМ кутником верхнім плоским бойком глибиною до Н = 500мм і розгонка бойком на переріз 800х 1600мм У третьому виносі зроблено протягування заготовки у комбінованих бойках до Н = 650мм і протягування до розмірів кування плоским бойком Кування проводилось при температурі 1200-ь800°С Після кування зроблено ізотермічне підпалювання у печі За рахунок вилучення технологічної операції по заміні бойків трудомісткість кування знижено на 15% Найбільший ефект від застосування способу виготовлення виковків типу пластин досягнутий при виробництві всіляких дисків, станин і у інших випадках, де вимагається висока якість металу по всьому перерізу 55015 Doc К ФІГ.1 Фіг.2 Фіг.З
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing forged plate blanks
Автори англійськоюKalchenko Petro Pavlovych, Oleshko Viktor Mykhailovych, Shabanov Volodymyr Borysovych
Назва патенту російськоюСпособ изготовления поковок типа пластин
Автори російськоюКальченко Петр Павлович, Олешко Виктор Михайлович, Шабанов Владимир Борисович
МПК / Мітки
МПК: B21J 1/04
Мітки: типу, виковків, виготовлення, спосіб, пластин
Код посилання
<a href="https://ua.patents.su/3-55015-sposib-vigotovlennya-vikovkiv-tipu-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виковків типу пластин</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Михайленко Борис Омелянович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: виготовлення, типу, пластин, поковок, спосіб
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
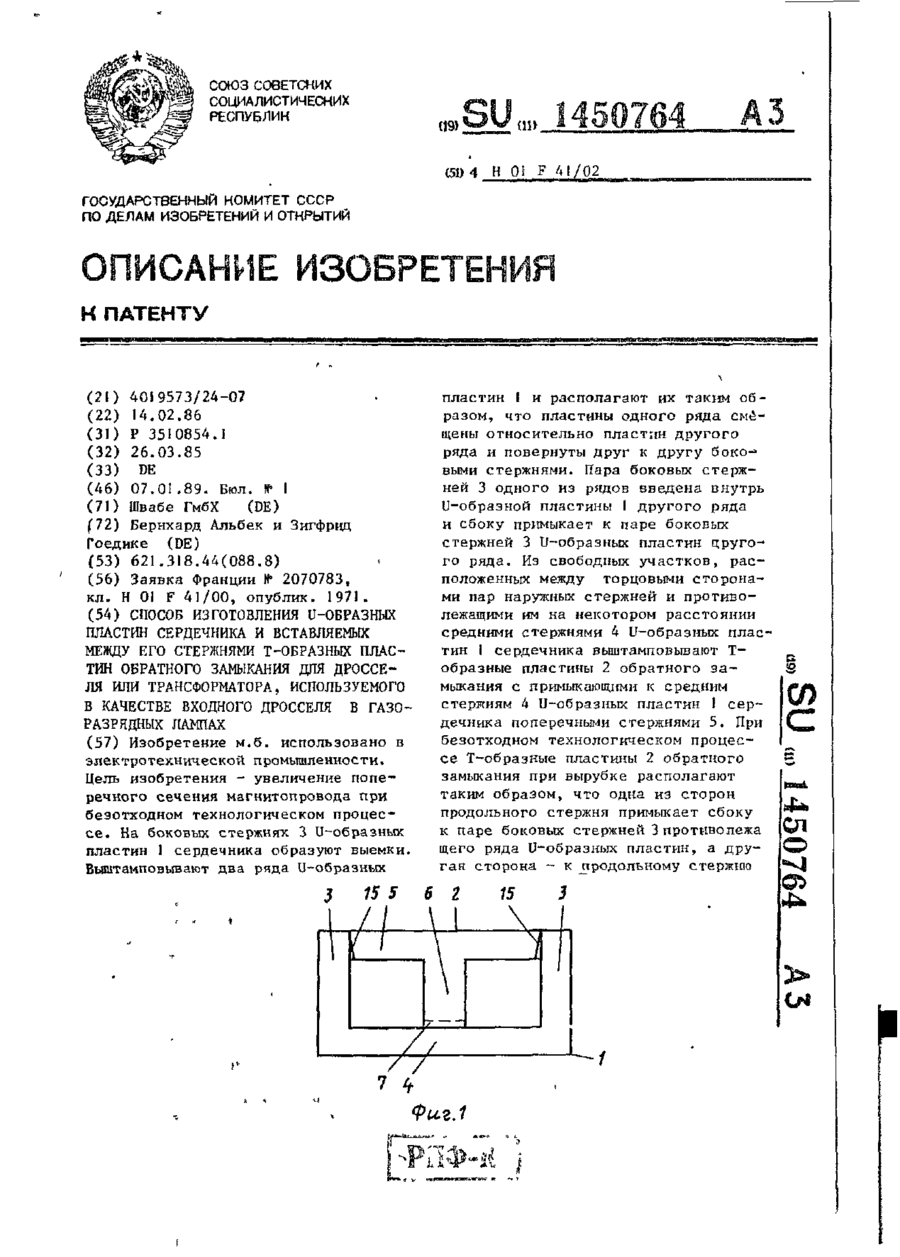
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Зігфрід Гоєдіке, Бернхард Альбек
Мітки: зворотного, u-образних, виготовлення, вставляємих, трансформатора, якості, t-образних, стержнями, використовується, пластин, дросселя, вхідного, сердечника, замикання, спосіб
Формула / Реферат:
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб виготовлення трапецоїдних заготовок для пластин колекторів електричних машин
Номер патенту: 33520
Опубліковано: 15.02.2001
Автор: Марішкін Анатолій Константинович
МПК: B23C 3/00
Мітки: трапецоїдних, спосіб, електричних, пластин, колекторів, машин, заготовок, виготовлення
Текст:
...трапецоїдних заготовок для пластин колекторів електич них машин з застосуванням фрезерних верстатів . Відомий спосіб виготовлення трапецоїдних заготовок з застосуван ням прокатки чи кування з наступним волочінням . По відомому способу штабова мідь марки МІ з прямокутним поперечним перетином обробляється начорно куванням чи прокаткою , а потім начисто волочінням . В результаті такої обробки поперечному перетину вихідної штаби...
Спосіб виготовлення кремнійових пластин
Номер патенту: 2218
Опубліковано: 26.12.1994
Автори: Кутовой Ігор Васильович, Шурдук Борис Констянтинович, Федорів Вадим Михайлович
МПК: H01L 21/306
Мітки: кремнійових, спосіб, пластин, виготовлення
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление, предварительную полировку и химико-механическую полировку рабочей стороны пластин, отличающийся тем, что с целью повышения качества пластин за счет уменьшения плотности точечных дефектов и площади с линиями скольжения на рабочей поверхности пластин, а также повышения воспроизводимости глубины травления, травление пластин производят в селективном...
Спосіб виготовлення кремнійових пластин
Номер патенту: 3674
Опубліковано: 27.12.1994
Автори: Живов Михайло Давидович, Кутовий Ігор Васильович, Богданов Євген Іванович, Шурдук Борис Костянтинович
МПК: H01L 21/306
Мітки: кремнійових, виготовлення, пластин, спосіб
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление в селективном кислотном травителе на глубину 0,4-0,8 диаметра зерна абразивного порошка, применяемого при шлифовке, и полировку рабочей поверхности пластин, отличающийся тем, что после травления на обе стороны кремниевых пластин наносят пленку поликремния толщиной 0,4-3 мкм, производят термообработку в диапазоне температур 900-1000°С в инертной среде в...
Попередній патент: Спосіб одержання напівфабрикату фаршу
Наступний патент: Спосіб кристалізації солей із розчинів
Випадковий патент: Гідравлічний випромінювач