Спосіб отримання абразивного матеріалу
Номер патенту: 64875
Опубліковано: 25.11.2011
Автори: Солод Володимир Юрійович, Ситник Борис Васильович, Полторацький Володимир Григорович, Нікітін Юрій Іванович, Черних Валентина Петрівна, Лавріненко Валерій Іванович
Формула / Реферат
Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен надтвердих матеріалів (НТМ), переважно для виготовлення робочого шару абразивного інструменту, що включає приготування основи з суміші металевих порошків з іншими компонентами, після пошарової засипки якої і пошарового розподілу зерен НТМ по наперед запрограмованій схемі за допомогою шаблона з отворами, меншими за розмір зерен НТМ, на поверхні кожного з шарів визначених ділянок основи з пошаровим підпресуванням здійснюють брикетування і спікання абразивного матеріалу в прес-формі під тиском з наступним охолодженням, який відрізняється тим, що проміжні ділянки основи, вільні від зерен НТМ, заповнюють сформованими брикетами основи з штучними абразивними зернами або абразивними зернами мінеральної природної сировини.
Текст
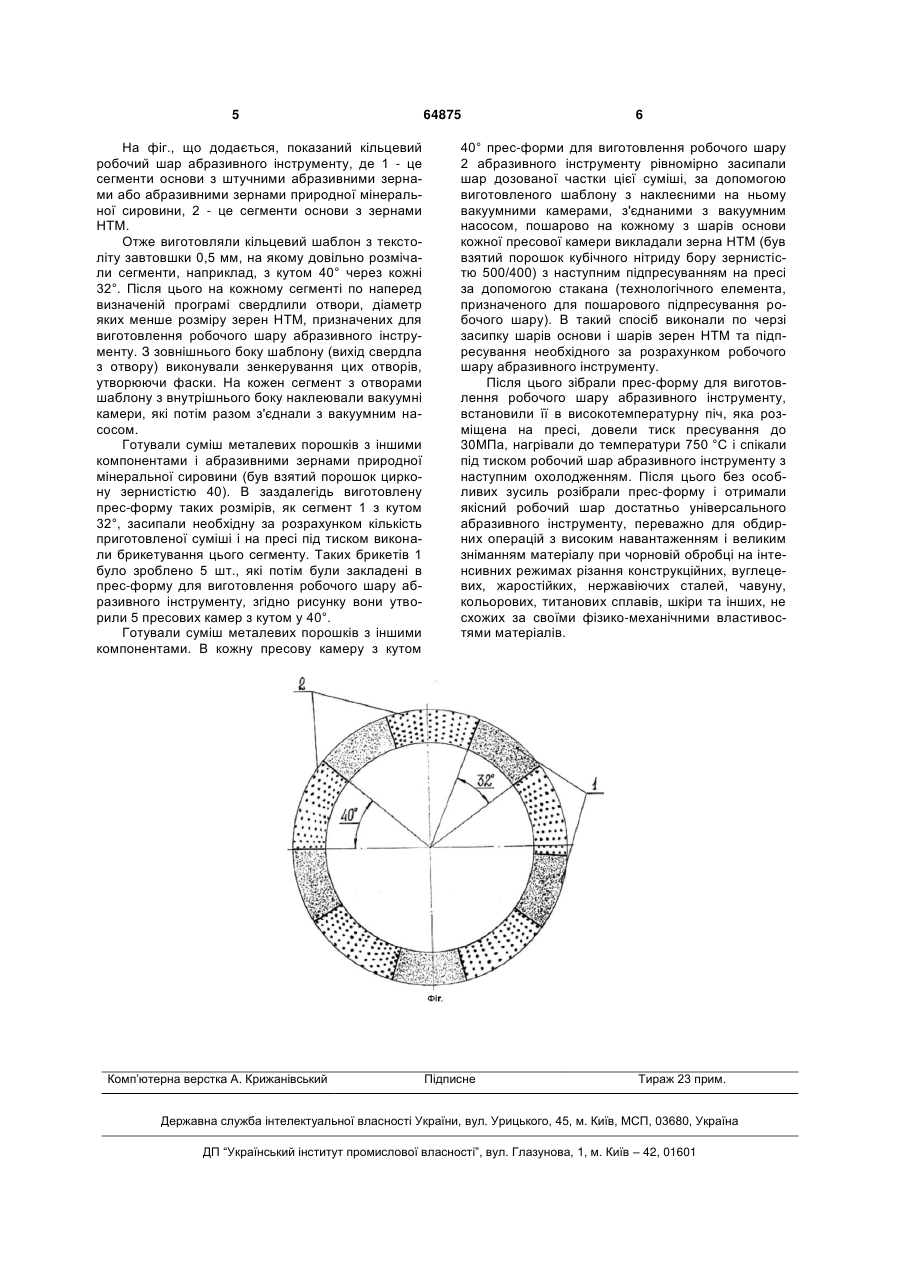
Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен надтвердих 3 помогою вакууму зернами НТМ на його зовнішній поверхні переносять і розташовують напроти основи, потім знімають вакуум. Основу за цим способом виконують з суміші металевих порошків з іншими компонентами, після пошарової засипки якої і пошарового розподілу зерен НТМ на поверхні кожного з шарів основи з пошаровим підпресуванням, здійснюють брикетування і спікання абразивного матеріалу в прес-формі під тиском з наступним охолодженням. Такий спосіб має ряд суттєвих недоліків: поперше, ділянки основи, вільні від зерен НТМ при обробці контактують через тертя з оброблюваним матеріалом, що призводить до небажаного розігріву його, а це, в свою чергу, призводить до виникнення припікань, тріщин, задирок і погіршення якості оброблюваної поверхні в цілому; по-друге, при обробці нержавіючих сталей, чавуну, кольорових, титанових сплавів виникає налипання оброблюваного матеріалу на зерна НТМ, засалювання їх і самої основи інструменту, що призводить до зменшення їх різальної спроможності, а це, в свою чергу, знов таки сприяє різкому підвищенню температури в зоні контакту інструменту з оброблюваним матеріалом, що веде до підвищення зносу, зниження стійкості і робочої придатності інструменту в цілому; по-третє, при спробі застосувати такий абразивний інструмент для обдирних операцій з високим навантаженням і великим зніманням оброблюваного матеріалу при чорновій обробці на інтенсивних режимах різання, різко знижується його різальна спроможність, змінюються профіль і геометричні розміри, що призводить навіть до руйнування його робочого шару. В основу корисної моделі покладено завдання такого вдосконалення способу отримання абразивного матеріалу з програмованим розташуванням зерен НТМ, переважно для виготовлення робочого шару абразивного інструменту, при якому за рахунок того, що ділянки основи абразивного інструменту, вільні від зерен НТМ, заповнюють сформованими брикетами основи з штучними абразивними зернами (електрокорунд, карбід кремнію, карбід бору тощо) або абразивними зернами природної мінеральної сировини (корунд, гранат, наждак, кремінь, кварц, ставроліт, циркон, рутил, ільменіт та інш.), забезпечується виключення тертя основи з оброблюваним матеріалом, внаслідок чого різко зменшується тепловиділення в зоні контакту; оскільки твердість штучних абразивних зерен або абразивних зерен природної мінеральної сировини менша за твердість зерен НТМ, при роботі абразивного інструменту вони сколюються, викришуються, подрібнюються, що веде до утворення "вільного" абразиву в зоні різання, який також приймає участь в обробці, це сприяє розкриттю зерен НТМ, відновлюючи їх різальну спроможність, і зменшенню шорсткості оброблюваної поверхні, як наслідок цього, забезпечується підвищення зносостійкості, робочої придатності, довговічності абразивного інструменту, а також розширюються технологічні можливості при застосуванні його для чорнової обробки на інтенсивних режимах різання з високим навантаженням і вели 64875 4 ким зніманням оброблюваних матеріалів, не схожих за своїми фізичними властивостями. Для цього у способі отримання абразивного інструменту з програмованим розташуванням зерен НТМ, що включає приготування основи з суміші металевих порошків з іншими компонентами, після пошарової засипки якої і пошарового розподілу зерен НТМ по наперед запрограмованій схемі за допомогою шаблона з отворами, меншими за розмір зерен НТМ, на поверхні кожного з шарів визначених ділянок основи з пошаровим підпресуванням, здійснюють брикетування і спікання абразивного матеріалу в прес-формі під тиском з наступним охолодженням, згідно корисної моделі, проміжні ділянки основи, вільні від зерен НТМ, заповнюють сформованими брикетами основи з штучними абразивними зернами або абразивними зернами мінеральної природної сировини. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними ефектами, які досягаються внаслідок її реалізації, полягає у наступному: по-перше, забезпечується виключення тертя основи абразивного інструменту з оброблюваним матеріалом за рахунок штучних абразивних зерен або абразивних зерен природної мінеральної сировини, які виступають над основою і контактують з оброблюваною поверхнею, внаслідок чого різко зменшується тепловиділення в зоні контакту; по-друге, оскільки твердість штучних абразивних зерен або абразивних зерен природної мінеральної сировини менша за твердість зерен НТМ, при роботі абразивного інструменту вони сколюються, викришуються, подрібнюються, що веде до утворення "вільного" абразиву в зоні різання, який також приймає участь в обробці; це сприяє значному зменшенню налипання оброблюваного матеріалу на зерна НТМ, засалювання їх і самої основи абразивного інструменту, тим самим, знов таки, зменшуючи тепловиділення в зоні контакту інструменту з оброблюваною поверхнею, а це, в свою чергу, призводить до зниження зносу робочого шару, підвищення стійкості, робочої придатності і довговічності абразивного інструменту в цілому; потретє, запропонований спосіб отримання абразивного матеріалу дозволяє значно (до 40-50 відсотків) економити місткість доволі дорогих зерен НТМ, призначених для виготовлення робочого шару (наприклад, кубічного нітриду бору зернистістю 500/400-1000/800), що значно знижує собівартість абразивного інструменту, по-четверте, таке поєднання в робочому шарі абразивного інструменту штучних абразивних зерен або абразивних зерен природної мінеральної сировини з зернами НТМ дає можливість застосовувати його для обдирних операцій з високим навантаженням і великим зніманням матеріалу, тривалий час зберігаючи профіль і геометричні розміри, при чорновій обробці на інтенсивних режимах різання конструкційних, вуглецевих, жаростійких, нержавіючих сталей, чавуну, кольорових, титанових сплавів, шкіри та інших, не схожих за своїми фізико-механічними властивостями матеріалів. Приклад конкретної реалізації запропонованого способу. 5 На фіг., що додається, показаний кільцевий робочий шар абразивного інструменту, де 1 - це сегменти основи з штучними абразивними зернами або абразивними зернами природної мінеральної сировини, 2 - це сегменти основи з зернами НТМ. Отже виготовляли кільцевий шаблон з текстоліту завтовшки 0,5 мм, на якому довільно розмічали сегменти, наприклад, з кутом 40° через кожні 32°. Після цього на кожному сегменті по наперед визначеній програмі свердлили отвори, діаметр яких менше розміру зерен НТМ, призначених для виготовлення робочого шару абразивного інструменту. З зовнішнього боку шаблону (вихід свердла з отвору) виконували зенкерування цих отворів, утворюючи фаски. На кожен сегмент з отворами шаблону з внутрішнього боку наклеювали вакуумні камери, які потім разом з'єднали з вакуумним насосом. Готували суміш металевих порошків з іншими компонентами і абразивними зернами природної мінеральної сировини (був взятий порошок циркону зернистістю 40). В заздалегідь виготовлену прес-форму таких розмірів, як сегмент 1 з кутом 32°, засипали необхідну за розрахунком кількість приготовленої суміші і на пресі під тиском виконали брикетування цього сегменту. Таких брикетів 1 було зроблено 5 шт., які потім були закладені в прес-форму для виготовлення робочого шару абразивного інструменту, згідно рисунку вони утворили 5 пресових камер з кутом у 40°. Готували суміш металевих порошків з іншими компонентами. В кожну пресову камеру з кутом Комп’ютерна верстка А. Крижанівський 64875 6 40° прес-форми для виготовлення робочого шару 2 абразивного інструменту рівномірно засипали шар дозованої частки цієї суміші, за допомогою виготовленого шаблону з наклеєними на ньому вакуумними камерами, з'єднаними з вакуумним насосом, пошарово на кожному з шарів основи кожної пресової камери викладали зерна НТМ (був взятий порошок кубічного нітриду бору зернистістю 500/400) з наступним підпресуванням на пресі за допомогою стакана (технологічного елемента, призначеного для пошарового підпресування робочого шару). В такий спосіб виконали по черзі засипку шарів основи і шарів зерен НТМ та підпресування необхідного за розрахунком робочого шару абразивного інструменту. Після цього зібрали прес-форму для виготовлення робочого шару абразивного інструменту, встановили її в високотемпературну піч, яка розміщена на пресі, довели тиск пресування до 30МПа, нагрівали до температури 750 °C і спікали під тиском робочий шар абразивного інструменту з наступним охолодженням. Після цього без особливих зусиль розібрали прес-форму і отримали якісний робочий шар достатньо універсального абразивного інструменту, переважно для обдирних операцій з високим навантаженням і великим зніманням матеріалу при чорновій обробці на інтенсивних режимах різання конструкційних, вуглецевих, жаростійких, нержавіючих сталей, чавуну, кольорових, титанових сплавів, шкіри та інших, не схожих за своїми фізико-механічними властивостями матеріалів. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of abrasive material
Автори англійськоюSytnyk Borys Vasyliovych, Lavrinenko Valerii Ivanovych, Chernykh Valentyna Petrivna, Nikitin Yurii Ivanovych, Poltoratskyi Volodymyr Hryhorovych, Solod Volodymyr Yuriiovych
Назва патенту російськоюСпособ получения абразивного материала
Автори російськоюСытник Борис Васильевич, Лавриненко Валерий Иванович, Черных Валентина Петровна, Никитин Юрий Иванович, Полторацкий Владимир Григорьевич, Солод Владимир Юрьевич
МПК / Мітки
МПК: B24D 3/00, B24D 11/00
Мітки: отримання, абразивного, спосіб, матеріалу
Код посилання
<a href="https://ua.patents.su/3-64875-sposib-otrimannya-abrazivnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання абразивного матеріалу</a>
Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен
Номер патенту: 41885
Опубліковано: 10.06.2009
Автори: Лавріненко Валерій Іванович, Черних Валентина Петрівна, Ситник Борис Васильович
МПК: B24D 11/00, B24D 3/00
Мітки: матеріалу, зерен, спосіб, програмованим, отримання, розташуванням, абразивного
Формула / Реферат:
1. Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен, переважно для виготовлення робочого шару абразивного інструменту, що включає розподіл зерен надтвердого матеріалу (НТМ) на основі по наперед запрограмованій схемі за допомогою шаблона з отворами, який розташовують напроти основи, і виконують брикетування і спікання у прес-формі під тиском з наступним охолодженням, який відрізняється тим, що попередньо зерна...
Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен
Номер патенту: 91778
Опубліковано: 25.08.2010
Автори: Лавріненко Валерій Іванович, Черних Валентина Петрівна, Ситник Борис Васильович
МПК: B24D 3/00, B24D 11/00
Мітки: отримання, абразивного, спосіб, програмованим, матеріалу, розташуванням, зерен
Формула / Реферат:
1. Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен, переважно для виготовлення робочого шару абразивного інструменту, який включає розподіл зерен надтвердого матеріалу (НТМ) на основі по наперед запрограмованій схемі за допомогою шаблона з отворами, який розташовують напроти основи, після чого виконують брикетування і спікання у прес-формі під тиском з наступним охолодженням, який відрізняється тим, що попередньо...
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Пасічний Олег Олегович, Ткач Василь Миколайович, Лавріненко Валерій Іванович, Ситник Борис Васильович
МПК: B24D 3/00
Мітки: абразивного, робочого, шару, спосіб, виготовлення, інструменту
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Спосіб виготовлення гранульованого абразивного матеріалу
Номер патенту: 60755
Опубліковано: 25.06.2011
Автор: Циганов Володимир Васильович
Мітки: матеріалу, виготовлення, гранульованого, спосіб, абразивного
Формула / Реферат:
Спосіб виготовлення абразивного матеріалу у вигляді сферичних гранул, який відрізняється тим, що нанесення абразиву здійснюють в процесі суспензійної радикальної полімеризації зв'язувальної речовини при перемішуванні зі швидкістю 100-900 об/хв. у неорганічному середовищі із введенням поверхнево-активної речовини, як неорганічне середовище використовують дистильовану воду, а поверхнево-активну речовину - желатин при наступному співвідношенні...
Спосіб вимірювання міцності утримання абразивних зерен у зв’язці абразивного інструменту
Номер патенту: 32598
Опубліковано: 26.05.2008
Автори: Шатохін Володимир Володимирович, Коновалов Валерій Олексійович
МПК: G01N 33/40
Мітки: зв'язці, абразивних, утримання, вимірювання, зерен, спосіб, інструменту, абразивного, міцності
Формула / Реферат:
Спосіб вимірювання міцності утримання абразивних зерен у зв'язці абразивного інструменту, який включає закріплення на столі зразка, виконаного із зв'язки з закріпленими в ній абразивними зернами, що виступають відносно поверхні зв'язки на величину, що перевищує 1/2 їх висоти, з наступним переміщенням робочого елемента відносно поверхні зразка, в процесі якого здійснюють навантаження безпосередньо абразивних зерен почергово до вириву їх із...
Попередній патент: Барабанний млин
Наступний патент: Стикове з’єднання профільованих облицьовувальних будівельних елементів у вигляді подвійний шип-паз
Випадковий патент: Теплоагрегат для обігріву приміщень