Пристрій для електрогідравлічного штампування
Номер патенту: 4701
Опубліковано: 28.12.1994
Автори: Перський Євген Григорович, Чебанов Юрій Іванович, Князєв Михайло Климович, Тараненко Михайло Євгенович
Формула / Реферат
(57) Устройство для электрогидравлической штамповки, содержащее матрицу и сопряженную с ней и заполненную рабочей жидкостью разрядную камеру, в которой смонтированы электродные системы, отличающееся тем, что разрядная камера выполнена в виде плиты с открытыми со стороны матрицы полостями, число которых соответствует числу электродных систем, плита выполнена толщиной, определяемой из соотношения
где h - толщина плиты,
Vmax - обьем парогазового пузыря, образующегося при разряде с максимальной запасаемой энергией при условии расширения в безграничной жидкости,

γ - показатель адиабаты, у = 1,26,
Emax - максимальная запасаемая энергия,
р- плотность жидкости,
Uo - рабочее напряжение,
Lo - индуктивность разрядного контура,
1мэ - межэлектродное расстояние, каждая электродная система расположена в соответствующей полости плиты, причем, по меньшей мере, одна из них окружена остальными, а межосевое расстояние между двумя соседними электродными системами не превышает двух выходных диаметров полостей в плите.
Текст
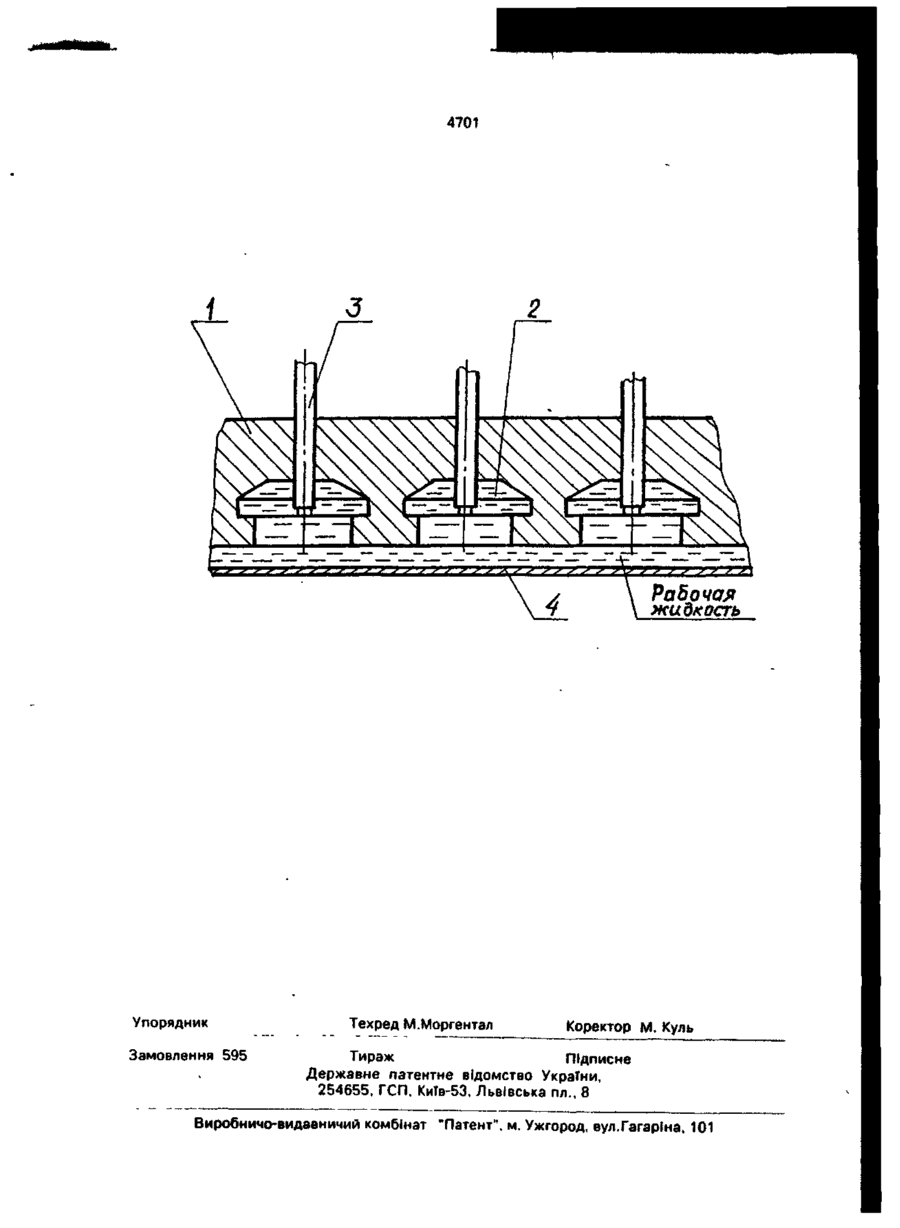
Устройство для электрогидравлической штамповки, содержащее матрицу и сопряженную с ней и заполненную рабочей жидкостью разрядную камеру, в которой смонтированы электродные системы, о т л и ч а ю щ е е с я тем, что разрядная камера выполнена в виде плиты с открытыми со стороны матрицы полостями, число которых соответствует числу электродных систем, плита выполнена толщиной, определяемой из соотношения h = — 2 л ! мэ' где h толщина плиты, Vmax ~ обьем парогазового пузыря, образующегося при разряде с максимальной запасаемой энергией при условии расширения в безграничной жидкости, Vmax » 5.9(У - 1)Етах !мэ -1/2 у- показатель адиабаты, у= 1,26, Emax - максимальная запасаемая энер гия, р~ плотность жидкости, Uo - рабочее напряжение, Lo - индуктивность разрядного контура, 1 э - межэлектродное расстояние, м каждая эпектродная система расположена в соответствующей полости плиты, причем, по меньшей мере, одна из них окружена остальными, а межосевое расстояние между двумя соседними электродными системами не превышает двух выходных диаметров полостей в плите. С > О О Изобретение относится к области обработки металлов давлением и может быть использовано при электрогидравлической штамповке листовых' деталей сложных форм. Наиболее близким по технической сущности к предлагаемому является устройство для электрогидравлической штамповки, содержащее матрицу и сопряженную с ней и заполненную рабочей жидкостью рабочую н камеру, в которой смонтированы электродные системы. В этом устройстве энергия выделяется на нескольких электродных системах, затем их перемещают относительно поверхности частично деформируемой заготовки и повторяют разряды до полной отштамповки детали. Устройство обладает существенными недостатками, снижающими эксплуатационные характеристики устройства: при каж 4701 дом выделении энергии значительная часть ее действует на соседние электродные системы, снижая их стойкость. Время, необходимое для перемещения электродных систем вдоль поверхность заготовки, соизмеримо со временем штамповки, а надежность механизмов перемещения низкая. Задачей, на решение которой направлено изобретение, является повышение эксплуатационных характеристик, надежности, управляемости и расширение технологических возможностей путем одновременного выделения большого количества энергии локально малыми порциями над заданными участками заготовки. Поставленная задача решается тем, что в устройстве для электрогидравлической штамповки, содержащем матрицу, сопряженную с ней и заполненную рабочей жидкостью разрядную камеру, в которой смонтированы электродные системы, согласно изобретению, разрядная камера выполнена в виде плиты с открытыми со стороны матрицы полостями, число которых соответствует числу электродных систем, плита выполнена толщиной, определяемой из соотношения 5 10 15 20 25 'max л 12мэ' 30 где h - толщина плиты; Vmax- объем парогазового пузыря, образующегося при разряде с максимальной запасаемой энергией при условии 35 расширения в безграничной жидкости: Vmax = 5,9(К - 1) Emax -1/2 ІМЗ 40 у- показатель адиабаты, у = 1,26; Emax - максимальная запасаемая энергия; р- плотность жидкости; Uo - рабочее напряжение; 45 1о - индуктивность разрядного контура; _ 1 э - межэлектродное расстояние, м каждая электродная система расположена в соответствующей полости плиты, причем по меньшей мере одна из них окружена осталь- 50 ными, а межосевое расстояние между двумя соседними электродными системами не превышает двух выходных диаметров полостей в плите. На чертеже изображено предлагаемое 55 устройство. Оно состоит из плиты 1, в которой выполнены полости 2, соосно которым расположены электроды 3, а у открытого торца находится предмет обработки 4. V Рабочие кромки электродов и внутренние кромки полостей образуют межэлектродный промежуток. При одновременном разряде в каждой полости образуется парогазовый пузырь, расширение которого является источником ударных волн и гидропотока, что приводит к образованию струи жидкости, вытекающей из открытого торца полости. Экспериментально установлено, что наибольший эффект воздействия струи на предмет обработки проявляется тогда, когда парогазовый пузырь не выходит за пределы полости 2. Поэтому толщина плиты должна быть не меньшей, чем определяемая по формуле. Струя жидкости, вытекающая из торца полости, размывается в объеме жидкости, находящейся между плитой и предметом обработки. Для уменьшения размытия в соседних полостях одновременно производят такие же разряды и соседние струи поддерживают друг друга и не происходит резкое снижение давления в струе. Экспериментально установлено, что при шаге камер равном 1,1 диаметра полости, давление падает на 8%, при шаге 1,5 - на 40%, а при шаге 2,0 - на 95%. Этим обуславливается выбор шага камер. При осуществлении разряда внутри полости образующиеся ударные волны и гидропоток не воздействуют на изоляцию соседних электродов, это существенно увеличивает ее стойкость. Кроме того, стойкость изоляции перестает удовлетворять при выделении энергии на одной электродной паре более 20-25 кДж. Но для штамповки детали средней сложности необходимо в 20-50 раз больше энергии. Близкое расположение разрядных полостей позволяет выделять большое количество энергии малыми порциями практически одновременно. Это позволяет существенно улучшить эксплуатационные характеристики процесса и его надежность. При штамповке деталей с габаритами более 1 м часто возникает необходимость выделять энергию не по всей площади детали, а локально, над заданными участками. Предлагаемое устройство позволяет концентрировать энергию над заданными зонами посредством отключения определенных камер, что увеличивает управляемость процессов и технологические возможности устройства. Уменьшение количества разрядов и их энергий на каждой электродной паре при постоянной выделяемой энергии в процессе штамповки способствует уменьшению эрозионного износа искровых поверхностей, что также является преимуществом устройства. 4701 РаЬочая жидкость 4 Упорядник Замовлення 595 Техред М.Моргентал Коректор М. Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electrohydraulic stamping
Автори англійськоюChebanov Yurii Ivanovych, Taranenko Mykhailo Yevhenovych, Kniaziev Mykhailo Klymovych, Perskyi Yevhen Hryhorovych
Назва патенту російськоюУстройство для электрогидравлического штампования
Автори російськоюЧебанов Юрий Иванович, Тараненко Михаил Евгеньевич, Князев Михаил Климович, Перский Евгений Григорьевич
МПК / Мітки
МПК: B21D 26/12
Мітки: штампування, пристрій, електрогідравлічного
Код посилання
<a href="https://ua.patents.su/4-4701-pristrijj-dlya-elektrogidravlichnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електрогідравлічного штампування</a>
Спосіб штампування днищ
Номер патенту: 4700
Опубліковано: 28.12.1994
Автори: Губський Олексій Олексійович, Борисевич Володимир Карпович, Молодих Сергій Іванович, Тараненко Михайло Євгенович, Зорік Володимир Якович
МПК: B21D 26/06
Мітки: днищ, спосіб, штампування
Формула / Реферат:
(57) Способ штамповки днищ, включающий предварительное деформирование листовой заготовки, осуществляемое одновременно с образованием кольцевых рифтов, и окончательное формообразование, в процессе которого производят расправление рифтов, отличающийся тем, что предварительное деформирование осуществляют в несколько пере ходов путем вытяжки заготовки давления рабочей среды через сменные матричные кольца различного диаметра до взаимодействия...
Пристрій для розпилення рідини
Номер патенту: 415
Опубліковано: 30.04.1993
Автор: Глубіш Петро Андрійович
МПК: B05B 7/00
Мітки: рідини, пристрій, розпилення
Формула / Реферат:
1. Устройство для распыления жидкости, содержащее корпус с камерой для сжатого воздуха и каналами для его выхода на поверхность корпуса, на которой выполнены пазы для подачи по ним жидкости, и патрубки для подачи сжатого воздуха и жидкости, отличающееся тем, что корпус снабжен установленным в его верхней части съемным цилиндрическим стаканом, связанным с патрубком подачи жидкости, в стенках корпуса выполнены сопла для подачи жидкости из...
Пристрій для місцевої вулканізації конвейєрних стрічок
Номер патенту: 1748
Опубліковано: 25.10.1994
Автор: Петер Тіс
Мітки: пристрій, конвейєрних, вулканізації, стрічок, місцевої
Формула / Реферат:
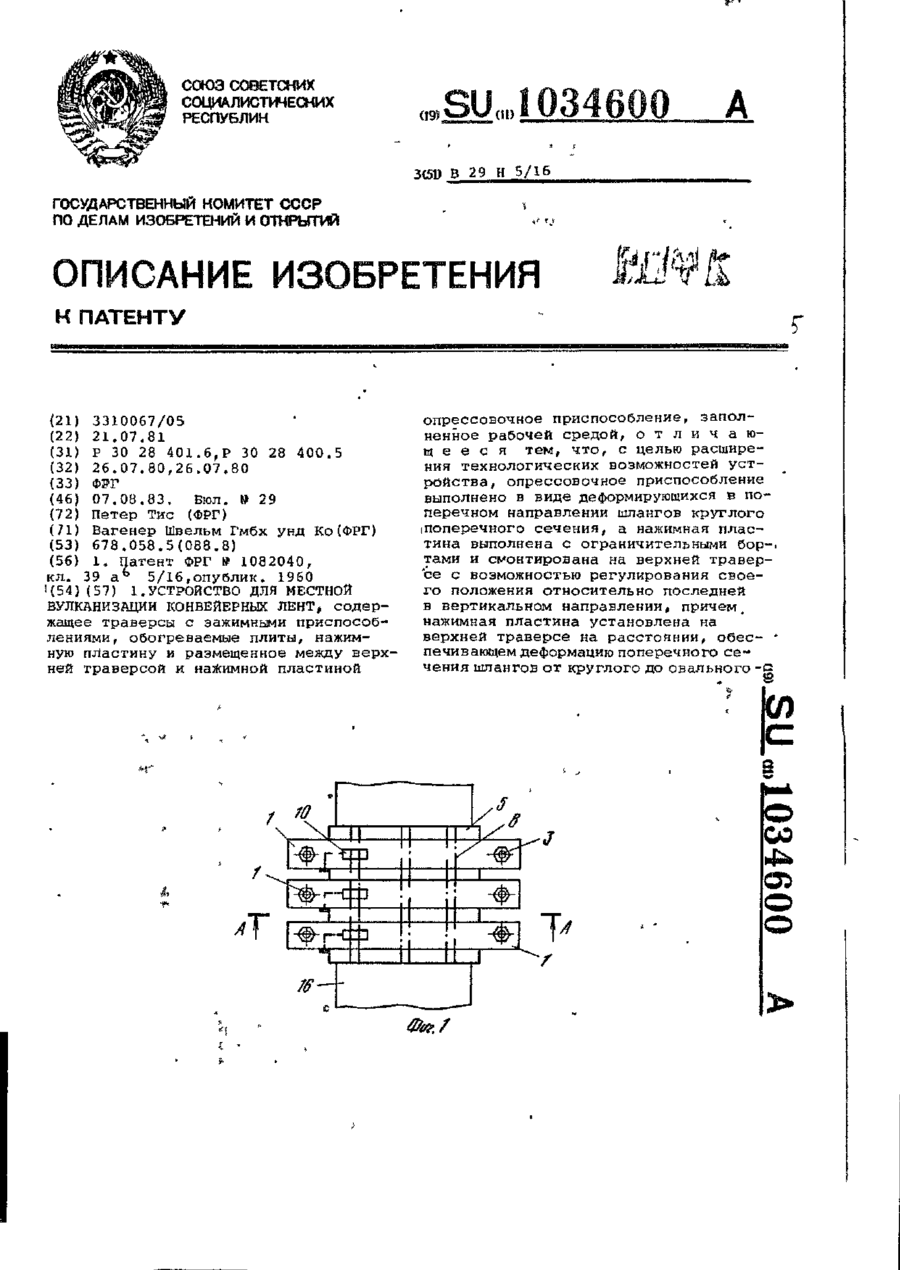
1. Устройство для местной вулканизации конвейерных лент, содержащее траверсы с зажимными приспособлениями, обогреваемые плиты, нажимную пластину и размещенное между верхней траверсой и нажимной пластиной опрессовочное приспособление, заполненное рабочей средой, отличающееся тем, что, с целью расширения технологических возможностей устройства, опрессовочное приспособление выполнено в виде деформирующихся в поперечном направлении шлангов...
Пристрій для механічної обробки коксу
Номер патенту: 4500
Опубліковано: 27.12.1994
Автори: Кірієнко Микола Савельович, Харьковський Микола Васильович, Жупранер Зіновій Соломонович, Журавський Анатолій Олександрович, Квасов Адольф Васильович, Волокита Геннадій Іванович, Полякова Ілона Борисівна, Ситенко Іван Васильович
МПК: C10B 25/00
Мітки: механічної, пристрій, обробки, коксу
Формула / Реферат:
Устройстводля механической обработки кокса, включающее подающий конвейєр, корпус, в отверстии стенки которого размещена ударная плита, выполненная прямой и наклонно расположенной относительно вертикальной стенки корпуса, отличающееся тем, что, с целью улучшения качества металлургического кокса по физико-механическим свойствам, ударная плита размещена с возможностью ее возвратно-поступательного ре-рсмещения по сечению корпуса, при этом угол...
Пристрій для вилучення шламу з ванни електрогідравлічної установки
Номер патенту: 4195
Опубліковано: 27.12.1994
Автори: Царенко Павло Іванович, Головахіна Валентина Олександрівна, Полянська Катерина Дмитрівна, Приходько Валерій Васильович
МПК: B22D 29/00
Мітки: вилучення, шламу, установки, електрогідравлічної, ванни, пристрій
Формула / Реферат:
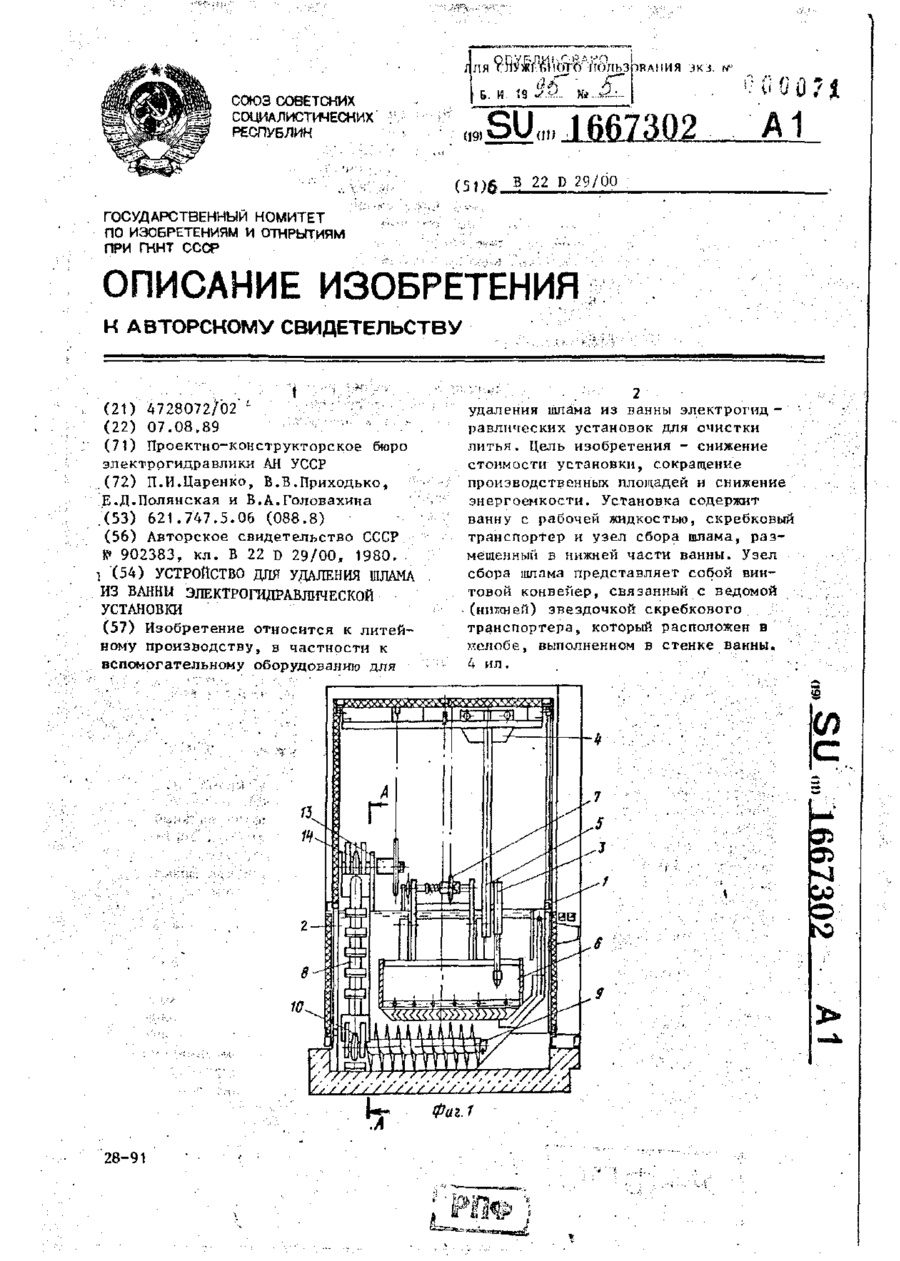
Устройство для удаления шлама из ванны электрогидравлической установки, содержащее наклонно установленный скребковый транспортер, имеющий верхнее и нижнее основания и ведущую и ведомую звездочки, узел сбора шлама, размещенный в нижней части ванны, отличающееся тем, что, с целью снижения стоимости установки за счет упрощения конструкции, сокращения производственных площадей и снижения энергоемкости, узел сбора шлама представляет собой...
Попередній патент: Пристрій для складання та формування покришок пневматичних шин
Наступний патент: Асинхронний трифазний електродвигун
Випадковий патент: Спосіб прокатки біометалу