Спосіб регулювання величини примусового катаючого радіуса валків і стан холодної пільгерної прокатки труб для його реалізації
Номер патенту: 65925
Опубліковано: 15.04.2004
Автори: Чубарь Алла Георгійовна, Фролов Ярослав Вікторович, Фролов Віктор Пилипович, Смирнов Віктор Григорович, Данильченко Віктор Васильович
Формула / Реферат
1. Спосіб регулювання величини примусового катаючого радіуса валків стана холодної пільгерної прокатки труб по довжині їхнього ходу шляхом докручування ведучих шестерень валків переміщенням зубчастих рейок, який відрізняється тим, що зубчасті рейки переміщають відповідно до функції зміни різниці природного і примусового катаючих радіусів:
![]() ,
,
де: RKEX - природний катаючий радіус, який відповідає даному струмку;
RB - радіус бочки валка;
hX - глибина струмка відповідно до його калібрування;
RШ - радіус ділильного кола ведучої циліндричної шестірні валка.
2. Спосіб за п. 1, який відрізняється тим, що закон руху зубчастих рейок по довжині ходу валків задають зміною частоти подачі дозованих порцій робочої рідини в порожнину гідроциліндра, що приводить у рух рейки, а положення мертвих точок руху валків і рейок узгоджують за рахунок електронного зв'язку між приводами валків і рейок.
3. Стан холодної пільгерної прокатки труб, що включає станину з розміщеними на ній рухливими зубчастими рейками, які зачеплені з ведучими шестернями каліброваних валків, привід зворотно-поступального переміщення рейок з керуючими золотниками, який відрізняється тим, що привід зворотно-поступального переміщення рейок виконаний у вигляді гідравлічного циліндра двосторонньої дії, з'єднаного з плунжерним насосом дозованої порціонної подачі робочої рідини через золотниковий пристрій переключення подачі рідини в порожнину прямого і зворотного ходів поршня, а привід плунжерного насоса виконаний від крокового електродвигуна з регульованою частотою імпульсів.
Текст
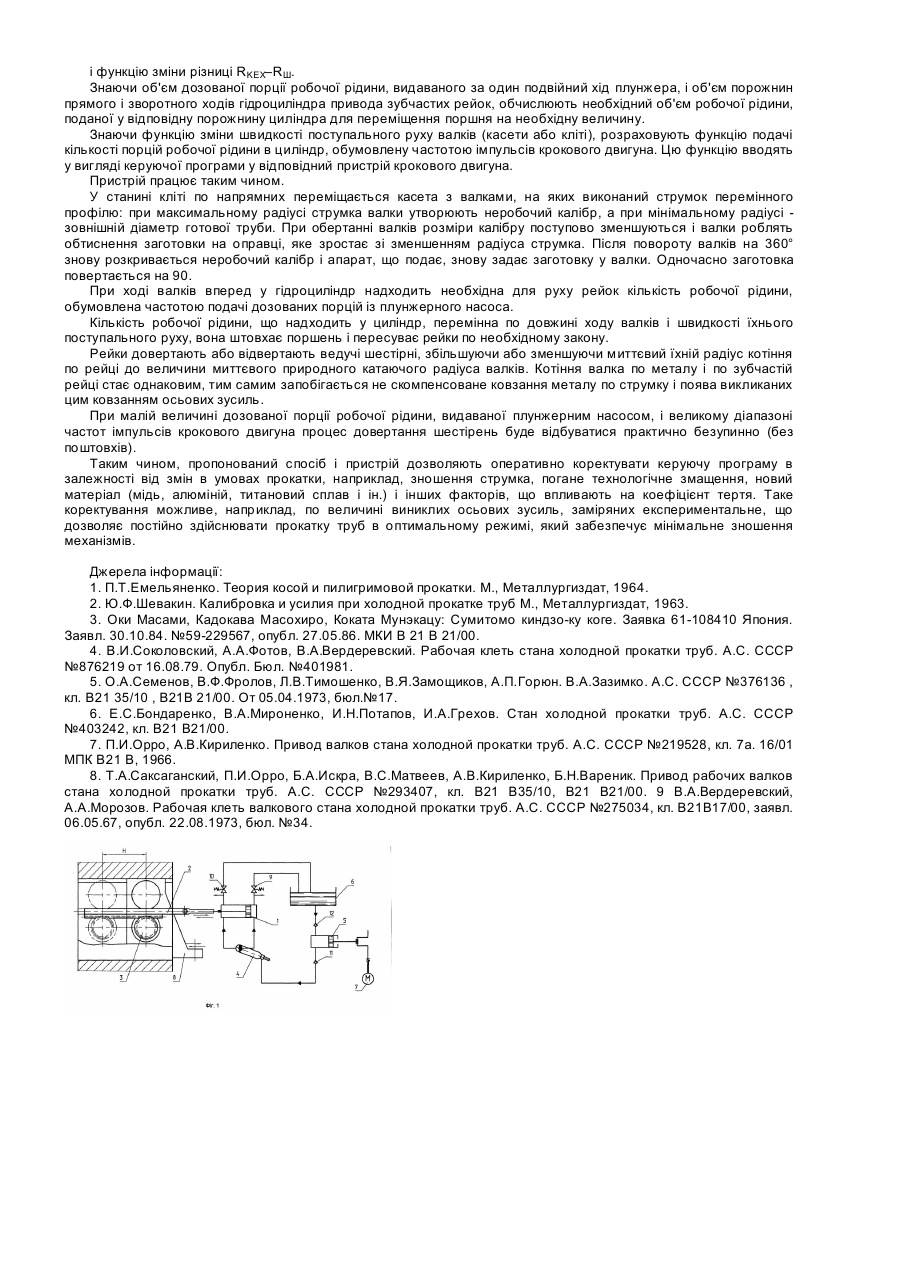
Винахід відноситься до трубопрокатного виробництва, зокрема до станів холодної пільгерної прокатки труб (ХПТ), які мають на валках струмки перемінного профілю по довжині і призначених для одержання безшовних труб. Відомо /1/, що радіус котіння валків зі струмками перемінного профілю по металу, що прокатується, при вільному пільгерному процесі (пільгерні стани гарячої прокатки й ін., у яких валки знаходяться в стаціонарній кліті, а метал має можливість вільно переміщатися уздовж осі прокатки) є величиною перемінною, обумовленою глибиною струмка і формою його поперечного профілю в кожнім перетині по довжині. Стани і процес холодної пільгерної прокатки відрізняються тим, що валки обжимають метал, роблячи зворотно-поступальний-обертальний рух, а метал (заготовка) не має можливості вільного переміщення уздовж осі прокатки. Обертання валків здійснюється внаслідок взаємодії їхніх ведучих шестірень із зубчастими рейками, а їх котіння по металу, що прокатується, відбувається з ковзанням, якщо радіус котіння по рейці не збігається з катаючим радіусом вільного пільгерного процесу. Радіус ділильного кола ведучої шестірні валка, що визначає його обертання, називають примусовим катаючим радіусом, а радіус котіння валка по металу при вільному пільгерному процесі прокатки - природним катаючим радіусом. Невідповідність зазначених радіусів викликає додаткове нескомпенсоване ковзання струмка по металу, внаслідок чого виникають осьові зусилля, що діють на заготовку, робочий конус оправки і трубу, що прокатується. Величина цих зусиль тим більша, чим більша невідповідність зазначених катаючих радіусів у кожному миттєвому осередку деформації. Осьові зусилля негативно впливають як на процес прокатки, так і на роботу механізмів стану, головним чином патрона заготовки, пристрою кріплення справочного стрижня і самого стрижня. Оскільки заготовки і труби, що прокатуються, на лінії прокатки просуваються в стик, проштовхуючи один одного, при надмірному осьовому зусиллі відбувається вдавлення їх торців - стикування. Величина осьових зусиль обмежує товщину стінки заготовок і труб, що прокатуються. Відома ціла низка способів наближення величини примусового катаючого радіуса до природного за рахунок внесення конструктивних змін у привод валків (3,4,5,6.7, 8 і 9). Так, наприклад, замість циліндричних ведучих шестірень пропонується застосовувати не круглі зубчасті колеса з перемінним радіусом ділильного кола /3/, або замість ведучих шестірень застосовувати ведучі шківи перемінного радіуса /4/, або пересувати зубчасті рейки, завдяки довертання шестірні на деякий кут кривошипношатунним /5,6/ або кулачковим /9/ механізмами. Усі ці відомі пристрої і відповідні їм способи мають загальний істотний недолік, що полягає в тім, що величина примусового катаючого радіуса може збігтися з величиною природного тільки в одному окремому випадку на всій довжині робочої частини струмка або його частини лише за умови, що розміри ділильного кола не круглого зубчастого колеса, профіль не круглого ведучого шківа або кулачка відповідають фактичній зміні природного катаючого радіуса. Навіть при виконанні зазначеної вище умови не кругла шестірня, кулачок або шків будуть придатні для прокатки труб тільки по одному маршруту (діаметр заготовки - діаметр труби, що прокатується). Для прокатки труб по всьому різноманіттю маршрутів буде потрібно тримати великий парк досить трудомістких у виготовленні змінних не круглих шестірень, шківів або кулачків. Слід зазначити, що точну величину природного катаючого радіуса заздалегідь визначити важко, оскільки на його величину впливають такі параметри, які важко визначити .наприклад, коефіцієнт тертя, форма і розміри поперечного профілю струмка, а в процесі експлуатації інструмента - величина зносу струмка. Найбільш близьким по технічній сутності до способу і пристрою, що заявляються, є прийнятий за прототип пристрій /9/, у якому робочі валки взаємодіють з зубчастими рейками, переміщуваними від поршневих дросельних гідропідсилювачів з керуючими золотниками, штоки яких з'єднані тягами з важелями, установленими на валові, кінець якого через кулісно-важельну систему з регульованим кутом хитання зв'язаний з кінематичним кулачком. Це забезпечує регулювання швидкості переміщення рейок без зміни кулачка і виключає їхній несинхронний рух. Недоліком цього прокатного стану є наявність значних динамічних навантажень на привод каліброваних валків і вузла оправки, що приводить до швидкого зносу деталей і вузлів. В основу винаходу поставлена задача підвищення довговічності механізмів стану холодної прокатки. Ця задача вирішується за рахунок технічного результату, що полягає в зменшенні осьових зусиль, що виникають при прокатці заготовки. Для досягнення вищевказаного результату в способі регулювання величини примусового катаючого радіуса валків стана холодної пільгерної прокатки труб по довжині їхнього ходу шляхом довертання ведучих шестірень валків переміщенням зубчастих рейок, відповідно до винаходу, зубчасті рейки переміщають відповідно до функції зміни різниці природного і примусового катаючих радіусів: RКЕХ – RШ =[RB-(0,69-0,73).hX]-RШ де: RКЕХ - природний катаючий радіус, який відповідає даному струмкові; RB - радіус бочки валка; hX - глибина струмка відповідно до його калібрування; RШ - радіус ділильного кола ведучої циліндричної шестірні валка, при цьому закон руху зубчастих рейок по довжині ходу валків задають зміною частоти подачі дозованих порцій робочої рідини в порожнину гідроциліндра, що приводить у рух рейки, а положення мертвих точок руху валків і рейок узгоджують за рахунок електронного зв'язку між приводами валків і рейок. Для досягнення вищевказаного результату в стані холодної пільгерної прокатки труб , що включає станину з розміщеними на ній рухливими зубчастими рейками, які зачеплені з ведучими шестірнями каліброваних валків, привод зворотно-поступального переміщення рейок з керуючими золотниками, відповідно до винаходу привод зворотно-поступального переміщення рейок виконаний у вигляді гідравлічного циліндра двосторонньої дії, з'єднаного з плунжерним насосом дозованої порціонної подачі робочої рідини через золотниковий пристрій переключення подачі рідини в порожнину прямого і зворотного ходів поршня, а привод плунжерного насоса виконаний від крокового електродвигуна з регульованою частотою імпульсів. Технічний результат від застосування способу і пристрою , що заявляються, полягає в тім, що регулювання примусового катаючого радіуса до величини природного усуває не скомпенсоване ковзання струмка по металу, що прокатується, яке викликає осьові зусилля. Зниження або повне усунення осьових зусиль дозволяє: зменшити інтенсивність зносу струмка за рахунок усунення додаткового ковзання металу по струмку, а також розширити діапазон діаметрів труб і заготовок, що прокатуються на стані; знизити допустиму товщину стінки труб і заготовок, яка обмежувалася наявністю осьових зусиль, запобігти стикуванню труб і заготовок; збільшити деформацію за прохід у межах пластичних можливостей металу за рахунок збільшення розмірів заготовок і зменшення розмірів труб, що прокатуються. У результаті порівняльного аналізу пропонованого способу регулювання величини примусового катаючого радіуса валків стану холодної пільгерної прокатки труб з прототипом установлено, що вони мають наступні загальні ознаки: повертання ведучих шестірень валків переміщенням зубчастих рейок; і відмінні ознаки: зубчасті рейки переміщають відповідно до функції зміни різниці природного і примусового катаючих радіусів RКЕХ–RШ=[RB-(0,69-0,73).hX]-RШ закон руху зубчастих рейок по довжині ходу валків задають зміною частоти подачі дозованих порцій робочої рідини в порожнину гідроциліндра, що приводить у рух рейки; положення мертвих точок руху валків і рейок узгоджують за рахунок електронного зв'язку між приводами валків і рейок. Таким чином, пропонований спосіб регулювання має нові операції і новий спосіб виконання операцій. У результаті порівняльного аналізу пропонованого стану холодної пільгерної прокатки труб з прототипом установлено, що вони мають наступні загальні ознаки: станину; розміщені на станині рухливі зубчасті рейки; рейки знаходяться в зачепленні з ведучими шестірнями каліброваних валків; привод зворотно-поступального руху рейок з керуючими золотниками; і відмінні ознаки: привод зворотно-поступального переміщення виконаний у вигляді гідравлічного циліндра двосторонньої дії, з'єднаного з плунжерним насосом дозованої порціонної подачі робочої рідини через золотниковий пристрій переключення подачі рідини в порожнину прямого і зворотного ходів поршня; привод плунжерного насоса виконаний від крокового електродвигуна з регульованою частотою імпульсів. Таким чином, пропонований стан пільгерної прокатки труб має нові вузли і деталі, новий зв'язок між вузлами. Між відмінними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки здійсненню регулювання примусового катаючого радіуса по визначеній залежності шляхом переміщення зубчастої рейки з використанням різних режимів привело до зведення до мінімуму осьових зусиль у зоні прокатки, що зменшило знос деталей і вузлів стану, а це привело до підвищення їхньої довговічності. Завдяки обладнанню привода зворотно-поступального переміщення рейок плунжерним насосом з дозованою порціонною подачею робочої рідини, а виконання привода насоса від крокового електродвигуна з регульованою частотою імпульсів стало можливим переміщення рейки по визначеному у винаході закону, що дозволяє зрівняти примусовий і природний катаючі радіуси, що знижує осьові зусилля і приводить до підвищення довговічності вузлів і деталей стану. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї з них не забезпечує рішення поставленої задачі - підвищення довговічності механізмів стану холодної прокатки. Технічне рішення, що заявляється, невідоме з рівня техніки і тому воно є новим. Запропоноване технічне рішення має винахідницький рівень, тому що спосіб регулювання примусового катаючого радіуса валків і стан холодної пільгерної прокатки труб, розглянуті вище, для фахівця не є очевидним з рівня техніки. Технічне рішення, що заявляється, промислове придатне, тому що його технічне і технологічне виконання не викликає труднощів. По цьому рішенню виконаний ескізний проект дослідного зразка. Таким чином, пропонованому технічному рішенню може даватися правова охорона, тому що воно є новим, має винахідницький рівень і промислове придатне, що відповідає всім критеріям винаходу. Винахід пояснюється кресленням (фіг. 1), на якому зображена схема стану холодної пільгерної прокатки труб, що реалізує запропонований спосіб регулювання примусового катаючого радіуса валків. Пристрій, схема якого показана на кресленні, складається з гідравлічного циліндра 1, рухливої зубчастої рейки 2, ведучої валкової шестірні 3, золотника 4, плунжерного насоса 5, бака 6 для утримування робочої рідини , крокового двигуна 7, регулювальних пропускних клапанів 9 і 10, а також зворотних клапанів 11 і 12. При цьому, розраховуючи калібрування струмка для даного маршруту прокатки, визначають профіль струмка по довжині його робочої частини у вигляді діаметрів, наприклад, по функції n æ Xö D X = D T + (D З - D T - g min × L )ç ÷ + g min × X èLø де: DT - діаметр труби, що прокатується; DЗ - діаметр заготовки; g min - конусність струмка в пережимі (на границі обтискної і калібруючої ділянок); X - поточна координата по довжині струмка; L - довжина обтискної зони струмка; n - показник ступеня, що визначає крутість гребеня струмка. Як відомо, глибина струмка для даного значення Х складає hХ=(D Х-k)/2, де k - номінальний зазор між валками. Далі знаходять функцію зміни природного катаючого радіуса, як RKEX=R–(0.69...0.73)hX і функцію зміни різниці RKEX–RШ. Знаючи об'єм дозованої порції робочої рідини, видаваного за один подвійний хід плунжера, і об'єм порожнин прямого і зворотного ходів гідроциліндра привода зубчастих рейок, обчислюють необхідний об'єм робочої рідини, поданої у відповідну порожнину циліндра для переміщення поршня на необхідну величину. Знаючи функцію зміни швидкості поступального руху валків (касети або кліті), розраховують функцію подачі кількості порцій робочої рідини в циліндр, обумовлену частотою імпульсів крокового двигуна. Цю функцію вводять у вигляді керуючої програми у відповідний пристрій крокового двигуна. Пристрій працює таким чином. У станині кліті по напрямних переміщається касета з валками, на яких виконаний струмок перемінного профілю: при максимальному радіусі струмка валки утворюють неробочий калібр, а при мінімальному радіусі зовнішній діаметр готової труби. При обертанні валків розміри калібру поступово зменшуються і валки роблять обтиснення заготовки на оправці, яке зростає зі зменшенням радіуса струмка. Після повороту валків на 360° знову розкривається неробочий калібр і апарат, що подає, знову задає заготовку у валки. Одночасно заготовка повертається на 90. При ході валків вперед у гідроциліндр надходить необхідна для руху рейок кількість робочої рідини, обумовлена частотою подачі дозованих порцій із плунжерного насоса. Кількість робочої рідини, що надходить у циліндр, перемінна по довжині ходу валків і швидкості їхнього поступального руху, вона штовхає поршень і пересуває рейки по необхідному закону. Рейки довертають або відвертають ведучі шестірні, збільшуючи або зменшуючи миттєвий їхній радіус котіння по рейці до величини миттєвого природного катаючого радіуса валків. Котіння валка по металу і по зубчастій рейці стає однаковим, тим самим запобігається не скомпенсоване ковзання металу по струмку і поява викликаних цим ковзанням осьових зусиль. При малій величині дозованої порції робочої рідини, видаваної плунжерним насосом, і великому діапазоні частот імпульсів крокового двигуна процес довертання шестірень буде відбуватися практично безупинно (без поштовхів). Таким чином, пропонований спосіб і пристрій дозволяють оперативно коректувати керуючу програму в залежності від змін в умовах прокатки, наприклад, зношення струмка, погане технологічне змащення, новий матеріал (мідь, алюміній, титановий сплав і ін.) і інших факторів, що впливають на коефіцієнт тертя. Таке коректування можливе, наприклад, по величині виниклих осьових зусиль, заміряних експериментальне, що дозволяє постійно здійснювати прокатку труб в оптимальному режимі, який забезпечує мінімальне зношення механізмів. Джерела інформації: 1. П.Т.Емельяненко. Теория косой и пилигримовой прокатки. М., Металлургиздат, 1964. 2. Ю.Ф.Шевакин. Калибровка и усилия при холодной прокатке труб М., Металлургиздат, 1963. 3. Оки Масами, Кадокава Масохиро, Коката Мунэкацу: Сумитомо киндзо-ку коге. Заявка 61-108410 Япония. Заявл. 30.10.84. №59-229567, опубл. 27.05.86. МКИ В 21 В 21/00. 4. В.И.Соколовский, А.А.Фотов, В.А.Вердеревский. Рабочая клеть стана холодной прокатки труб. А.С. СССР №876219 от 16.08.79. Опубл. Бюл. №401981. 5. О.А.Семенов, В.Ф.Фролов, Л.В.Тимошенко, В.Я.Замощиков, А.П.Горюн. В.А.Зазимко. А.С. СССР №376136 , кл. В21 35/10 , В21В 21/00. От 05.04.1973, бюл.№17. 6. Е.С.Бондаренко, В.А.Мироненко, И.Н.Потапов, И.А.Грехов. Стан холодной прокатки труб. А.С. СССР №403242, кл. В21 В21/00. 7. П.И.Орро, А.В.Кириленко. Привод валков стана холодной прокатки труб. А.С. СССР №219528, кл. 7а. 16/01 МПК В21 В, 1966. 8. Т.А.Саксаганский, П.И.Орро, Б.А.Искра, B.C.Матвеев, А.В.Кириленко, Б.Н.Вареник. Привод рабочих валков стана холодной прокатки труб. А.С. СССР №293407, кл. В21 В35/10, В21 В21/00. 9 В.А.Вердеревский, А.А.Морозов. Рабочая клеть валкового стана холодной прокатки труб. А.С. СССР №275034, кл. В21В17/00, заявл. 06.05.67, опубл. 22.08.1973, бюл. №34.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for adjustment of value of forced rolling radius and cold-rolling pilger mill for tubes for its embodiment
Автори англійськоюFrolov Viktor Pylypovych, Frolov Yaroslav Viktorovych, Smyrnov Viktor Hryhorovych, Danylchenko Viktor Vasyliovych
Назва патенту російськоюСпособ регулирования величины принудительного катающего радиуса валков и стан холодной пильгерной прокатки труб для его реализации
Автори російськоюФролов Виктор Филиппович, Фролов Ярослав Викторович, Смирнов Виктор Григорьевич, Данильченко Виктор Васильевич
МПК / Мітки
МПК: B21B 21/00
Мітки: спосіб, валків, регулювання, прокатки, катаючого, стан, величини, холодної, пільгерної, примусового, труб, реалізації, радіуса
Код посилання
<a href="https://ua.patents.su/3-65925-sposib-regulyuvannya-velichini-primusovogo-katayuchogo-radiusa-valkiv-i-stan-kholodno-pilgerno-prokatki-trub-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання величини примусового катаючого радіуса валків і стан холодної пільгерної прокатки труб для його реалізації</a>
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Автономов Семен Володимирович, Попов Марат Васильович, Попов Олексій Маратович, Вольфович Георгій Вольфович, Живцов Сергій Павлович
МПК: B21B 21/00, B21B 17/00
Мітки: холодної, стан, прокатки, способу, труб, здійснення, спосіб
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Фролов Ярослав Вікторович, Фролов Віктор Пилипович, Смирнов Віктор Григорович, Сеніна Тетяна Володимирівна, Данильченко Віктор Васильович
МПК: B21B 21/00, B21B 21/04
Мітки: холодної, труб, прокатки, робоча, пільгерної, стана, кліть
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Фролов Віктор Пилипович, Сєніна Тетяна Володимирівна, Першин Володимир Олександрович, Курін Вадим Юлійович
МПК: B21B 21/00
Мітки: спосіб, пільгерної, труб, прокатки, холодної
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Загребельний Віктор Терентійович, Цупкін Анатолій Вікторович, Третяк Володимир Якович, Літвін Григорій Дмитрович, Ткаченко Микола Володимирович, Король Радомір Миколайович, Самойленко Генадій Дмитрович, Масошін Леонід Михайлович, Куценко Олександр Іванович, Головачов Володимир Якович, Лагутін Борис Миколайович, Кекух Станіслав Миколайович, Яременко Микола Іванович, Соя Володимир Іванович, Король Микола Миколайович
МПК: B21B 21/00, B21B 35/06
Мітки: валків, прокатки, труб, стана, кліті, рухомої, привід, холодної
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Спосіб пільгерної прокатки труб

Номер патенту: 31587
Опубліковано: 15.12.2000
Автори: Палієнко Григорій Васильович, Попов Марат Васильович, Артюхов Олександр Олександрович, Лук'яненко Володимир Матвійович, Вольфович Георгій Вольфович
МПК: B21B 21/00
Мітки: пільгерної, прокатки, труб, спосіб
Текст:
...перед почат ком зносу рівчаків, оператор стана встановлює зазори мім валками дотримуючись співвідношення О-г ~ ( 1,1*2,5)* йр. Це забезпечує р; нозначність діаметра заготовки розрахованому діаметру рівчака в J Оому його поперечному перерізу, тобто забезпечує розрахований ре; деформації заготовки уздовж рівчака. Більший зазор в першій па відповідає більшому зносу рівчаків цієї пари І забезпечує достат резерв зближення валків....
Попередній патент: Зрівноважувальний пристрій шпинделя приводу валків кліті прокатного стану
Наступний патент: Світлотехнічний пристрій для динамічного освітлювання
Випадковий патент: Спосіб одержання препарату, який містить фактор