Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Чейлях Олександр Петрович, Малінов Леонід Соломонович
Формула / Реферат
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.
2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Текст
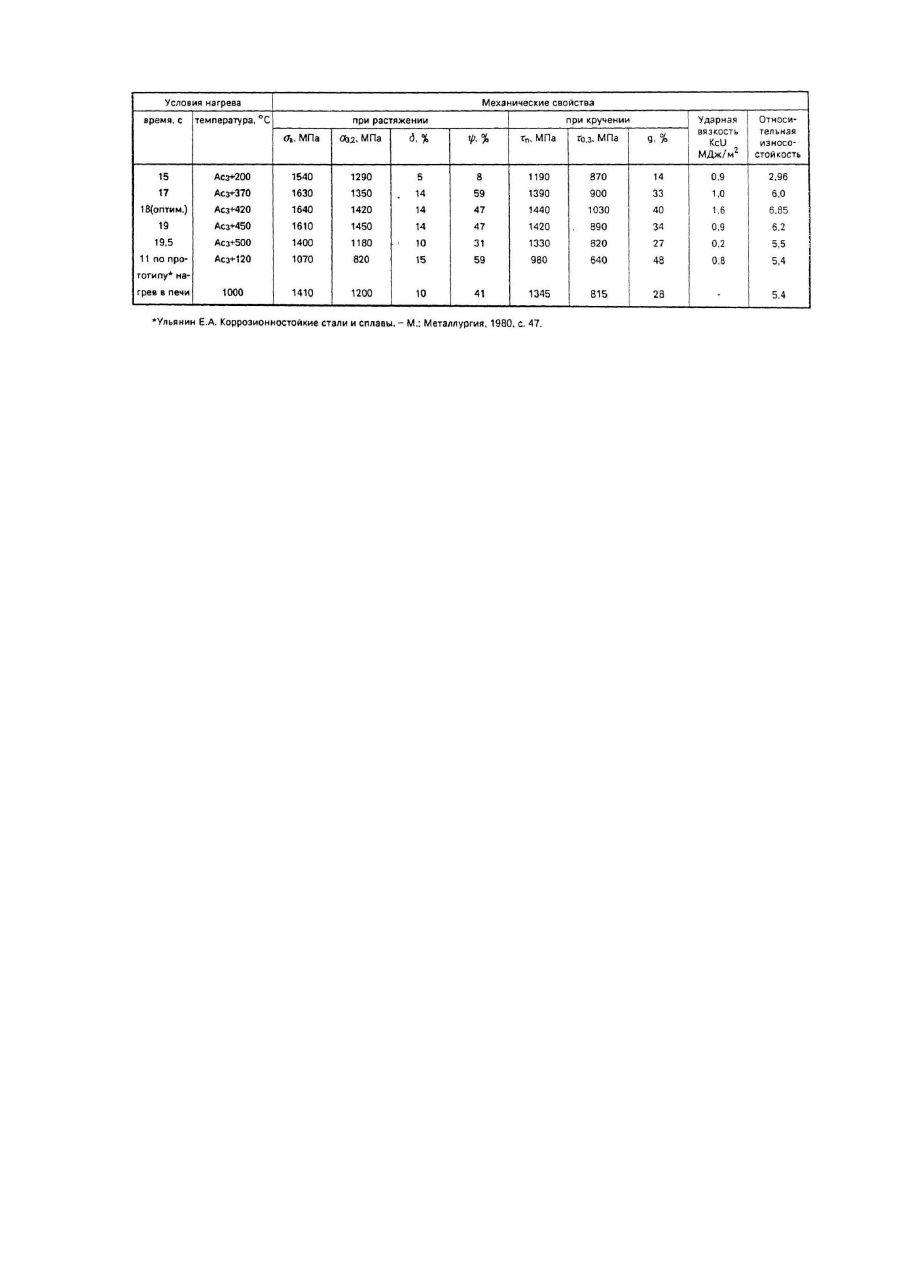
Изобретение относится к области металлургии, в частности к способам скоростной закалки нержавеющих сталей. Известен способ термической обработки стальных деталей высокой точности [1], заключающийся в проведении предварительной термообработки на троостит или сорбит и последующего лазерного облучения рабочих поверхностей деталей. Недостатками известного способа являются малая глубина упрочненной зоны (0,75мм) и невозможность повышения комплекса механических свойств. Наиболее близким техническим решением является способ лазерной закалки [2]. заключающийся в проведении предварительного улучшения (закалки и отпуска при 300-600°С) и последующего скоростного нагрева лазерным лучом и охлаждения лишь поверхностного слоя детали небольшой глубины (не более 1,05мм). В известном способе предложенный режим термообработки не способен обеспечить объемный нагрев изделия из-за неглубокого проникновения лазерного луча, следствием чего является невозможность повысить такие свойства как прочность, пластичность и вязкость. В основу изобретения поставлена задача создать способ термической обработки изделий преимущественно из нержавеющих сталей, в котором за счет осуществления новых операций и изменения режима обеспечивается повышение прочностных и пластических свойств, вязкости и износостойкости, и за счет этого увеличивается долговечность деталей и достигается экономия легированных сталей. Поставленная задача решается тем, что в способе термической обработки изделий, преимущественно из нержавеющих сталей, включающем улучшение, скоростной нагрев, охлаждение, согласно изобретению, скоростной нагрев ведут до Ас3+(370-450)°С, а затем проводят низкотемпературный отпуск. В способе осуществляют объемный скоростной нагрев детали При скоростном нагреве ТВЧ обеспечивается (сквозной) прогрев испытываемых образцов. Более высокая температура скоростного нагрева Ас3+(370-450°С), чем в известных способах, но отсутствие выдержки, с одной стороны, исключает полное растворение карбидов и гомогенизацию аустенита (хотя все известные способы закалки предусматривают выравнивание химсостава аустенита), с другой стороны, обеспечивает достаточное растворение в аустените углерода и хрома и необходимое упрочнение мартенсита. В результате при закалке по предложенному способу сохраняется мелкозернистая структура, Формируется гетерогенная дисперсная смесь мартенсита, карбидов и повышенное количество (18-29%) метастабильного остаточного аустенита, равномерно распределенного в структуре. Получение такой структуры, а также последующее превращение остаточного аустенита в мартенсит при деформации в процессе испытаний или при эксплуатации по оптимальной кинетике и обеспечивает одновременное повышение прочностных, пластических свойств, ударной вязкости и износостойкости сталей, т.е. комплекса механических свойств. Нагрев сталей до температуры меньше Ас3+370°С с указанными скоростями не обеспечивает достаточное насыщение аустенита углеродом и хромом, вследствие чего образуется низкоуглеродистый мартенсит пониженной твердости и недостаточное количество (или отсутствие) метастабильного остаточного аустенита. В результате не обеспечивается повышение прочностных свойств. Скоростной нагрев до температуры больше Ас3+450°С с указанной скоростью вызывает почти полное растворение карбидов в аустените, быстрый рост аустенитного зерна и даже оплавление, что снижает все механические характеристики сталей. Низкотемпературный отпуск проводится для уменьшения внутренних напряжений, стабилизации до определенного уровня остаточного аустенита и повышения пластичности сталей. Предложенный способ термообработки нержавеющих сталей опробован в производственных условиях ПО "Азовмаш". Стандартные образцы для механических испытаний из стали 20х13 (разрывные гагаринские, ударные сечением 10x10мм с U-образным надрезом, на кручение диаметром рабочей части 6мм) предварительно подвергали улучшению (закалка с 1050°С и отпуск при температуре 720°С). После этого по одному образцу помещали в кольцевой одновитковый индуктор диаметром 100мм симметрично относительно плоскости индуктора, обеспечивая при этом их осевое расположение. Скоростной объемный равномерный нагрев всего образца осуществляли токами высокой частоты от лампового генератора ЛЗ-207 с параметрами работы: анодный ток 7А, частота тока 60кГц, напряжение на контуре 6кВ, мощность контура 200кВт, скорость нагрева составляла 200-50°С/с. Время нагрева изменяли от 15 до 19,5с, а температуру соответственно варьировали от 1000 до 1450°С. По истечении заданного времени нагрева образцы охлаждали в масле, после чего проводили низкотемпературный отпуск при температурах 200-250°С. Испытания механических свойств сталей после термообработки по предложенному и известному способам проводили в лабораторных условиях Мариупольского металлургического института. Испытания на растяжение осуществляли на разрывной машине Р-4, на кручение - на машине КМ-50-1, на ударную вязкость - на маятниковом копре МК30, на износ - на машине МИ-1М. Рез ультаты механических свойств приведены в таблице. Из таблицы следует, что после термообработки по предложенному способу со скоростным нагревом до оптимальных температур Ас3+(370+450)°С прочностные (sв1, s0,2 , tп4 , t0,3), пластические (б, ψ, g) характеристики, ударная вязкость и износостойкость значительно выше, чем после скоростной закалки по известному способу, а также чем после обычной закалки с нагревом в печи. Эффективность предложенного способа заключается в существенном повышении комплекса механических и эксплуатационных свойств, долговечности деталей и экономии легированных сталей.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of heat treatment of articles, in particular from stainless steel
Автори англійськоюCheiliakh Oleksandr Petrovych, Malinov Leonid Solomonovych
Назва патенту російськоюСпособ термообработки изделий, преимущественно из нержавеющих сталей
Автори російськоюЧейлях Александр Петрович, Малинов Леонид Соломонович
МПК / Мітки
Мітки: нержавіючих, сталей, спосіб, виробів, термообробки, переважно
Код посилання
<a href="https://ua.patents.su/2-4337-sposib-termoobrobki-virobiv-perevazhno-iz-nerzhaviyuchikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки виробів, переважно із нержавіючих сталей</a>
Спосіб зміцнення хромокремневольфрамових сталей

Номер патенту: 4216
Опубліковано: 27.12.1994
Автор: Спектор Юрій Олександрович
МПК: C23C 10/10, C21D 1/78
Мітки: спосіб, хромокремневольфрамових, сталей, зміцнення
Формула / Реферат:
1. Способ упрочнения хромокремневольфрамовых сталей, включающий нагрев под закалку, совмещенный с нитроцементацией, закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости, нагрев под закалку проводят до 980-1000 °С, а время отпуска назначают в соответствии с требуемой твердостью. 2. Способ по п. 1, отличающийся тем, что закалку проводят в масло.3. Способ по п. 1, отличающийся тем, что закалку...
Спосіб термообробки кранових колес зі збільшеною маточиною
Номер патенту: 1900
Опубліковано: 20.12.1994
Автори: Борозняк Олена Олеговна, Борозняк Олександр Іванович, Тертишний Вадим Олегович, Тракшинський Борис Романович
МПК: C21D 9/34
Мітки: спосіб, колес, кранових, маточиною, термообробки, збільшеною
Формула / Реферат:
Способ термообработки крановых колес с увеличенной ступицей, включающий нагрев колеса с предварительно расточенным отверстием выше критической точки Ас3, выдержку, охлаждение путем вращения реборды и дорожки катания в воде и отпуск, обеспечивающий получение структуры сорбита, отличающийся тем, что после охлаждения реборды и дорожки катания колесо выдерживают на воздухе до достижения ступицей температур ниже Ас3, а ребордой и дорожкой катания...
Пристрій для фіксації, переважно напівпровідникових пластин в установках для термообробки
Номер патенту: 3179
Опубліковано: 26.12.1994
Автор: Левченко Володимир Васильович
МПК: H01L 21/68
Мітки: напівпровідникових, пристрій, переважно, термообробки, установках, фіксації, пластин
Формула / Реферат:
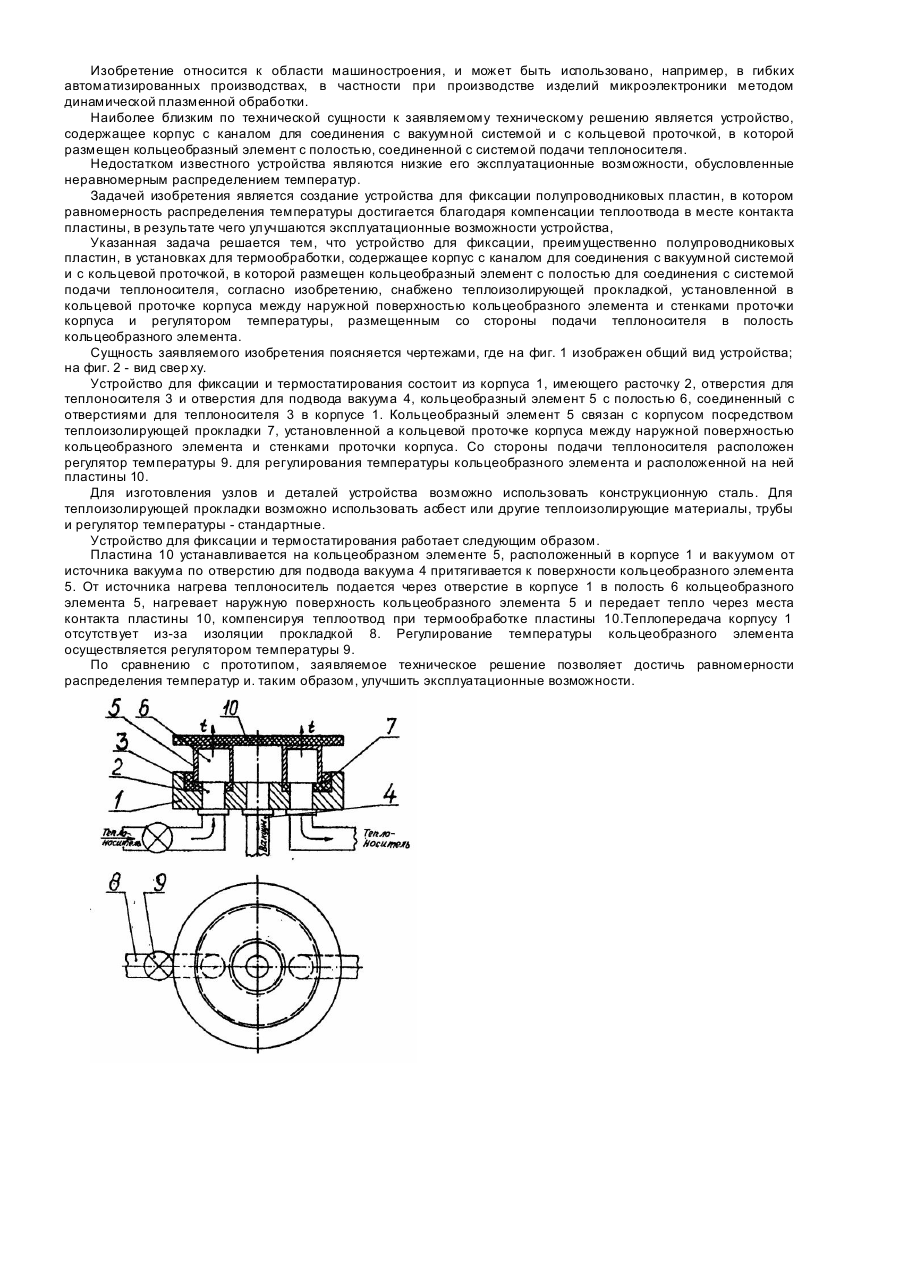
Устройство для фиксации, преимущественно полупроводниковых пластин в установках для термообработки, содержащее корпус с каналом для соединения с вакуумной системой и с кольцевой проточкой, в которой размещен кольцеобразный элемент с полостью для соединения с системой подачи теплоносителя, отличающееся тем, что оно снабжено теплоизолирующей прокладкой, установленной в кольцевой проточке корпуса между наружной поверхностью кольцеобразного...
Спосіб гартування деталей , виготовленних із високолегованих марок сталей
Номер патенту: 4448
Опубліковано: 27.12.1994
Автор: Кобаско Микола Іванович
МПК: C21D 1/78
Мітки: сталей, високолегованих, марок, деталей, гартування, спосіб, виготовленних
Формула / Реферат:
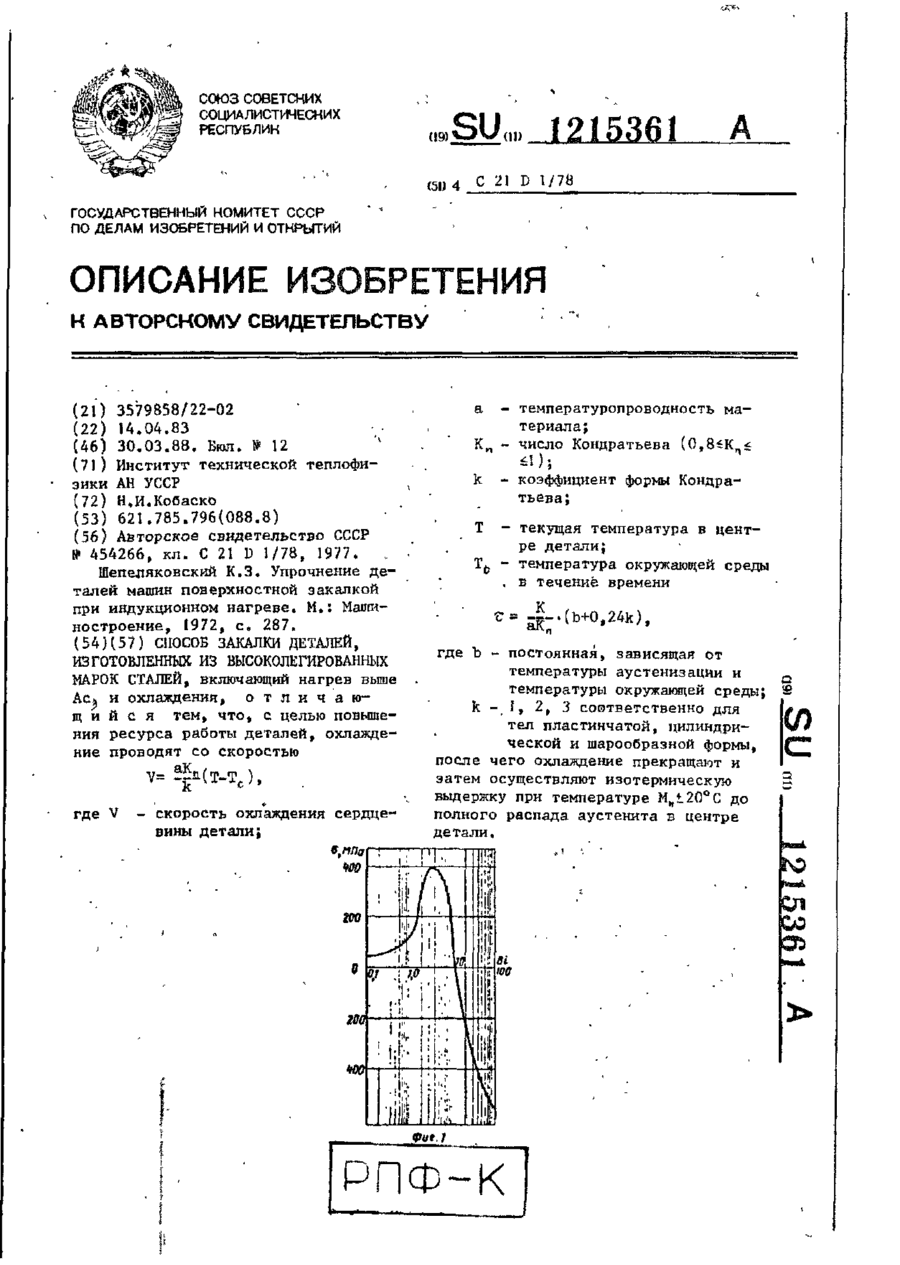
Способ закалки деталей, изготовленных из высоколегированных марок сталей, включающий нагрев выше Аc3, и охлаждения, отличающийся тем, что, с целью повышения ресурса работы деталей, охлаждение проводят со скоростью где V - скорость охлаждения сердцевины детали; а - температуропроводность материала; Кn -число Кондратьева (0,8 £ Kn £ 1);К - коэффициент формы Кондратьева; Т -...
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1308
Опубліковано: 25.03.1994
Автори: Світов Борис Васильович, Голубев Володимир Вікторович, Смирнов Олексій Михайлович, Гріднев Віталій Никифорович, Ошкадьоров Станіслав Петрович, Фрідман Веніамін Гиршович, Івасишин Орест Михайлович, Баулін Анатолій Вікторович
МПК: C22F 1/18
Мітки: класу, термічної, двофазних, спосіб, мартенситного, сплавів, титанових, обробки
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартенситного класса, включающий отжиг в (a+b) -области, нагрев под закалку со скоростью 25—200 °C/c до температур в интервале на 50 °C ниже и на 150 °C выше температуры полиморфного превращения, закалку и старение, отличающийся тем, что, с целью повышения прочностных свойств и сокращения длительности обработки, старение производят при 650—700 °C с нагревом до этой температуры со...
Попередній патент: Випрямляч для дугового зварювання
Наступний патент: Спосіб виготовлення двошарових згорнутих паяних труб з покриттями для гальмових систем автомобілів
Випадковий патент: Опалювальний пристрій