Пристрій для пічного наплавлення композиційним сплавом контактної поверхні деталі типу “тіло обертання”
Номер патенту: 66046
Опубліковано: 26.12.2011
Автори: Голінка Сергій Миколайович, Недайводіна Марина Олександрівна, Пеклич Михайло Михайлович, Щербина Олександр Васильович

Формула / Реферат
Пристрій для пічного наплавлення композиційним сплавом контактної поверхні деталі типу "тіло обертання", що містить основу із гніздом у вигляді кільцевої проточки для встановлення деталі типу "тіло обертання", контрдеталь, яка розташована коаксіально деталі типу "тіло обертання" із зазором щодо її бічної поверхні, який дорівнює товщині шару, що наплавляється композиційним сплавом, та контейнер, жорстко закріплений над деталлю типу "тіло обертання" й виконаний у вигляді циліндра й порожнистого зрізаного конуса, розміщеного коаксіально циліндру та жорстко скріпленого з ним в верхній частині кришкою, причому циліндр із порожнистим зрізаним конусом являють собою в перерізі бункер для засипки у зазор речовин композиційного сплаву, де зазор між деталлю типу "тіло обертання" та контрдеталлю розташовано між циліндром та порожнистим зрізаним конусом контейнера, який відрізняється тим, що він додатково оснащений допоміжним кільцем, установленим у нижній частині контейнера між циліндром і порожнистим зрізаним конусом, при цьому допоміжне кільце виконане із секторів з отворами по радіусу й розташоване таким чином, що зовнішній та внутрішній контури допоміжного кільця щільно впираються в циліндр та у порожнистий зрізаний конус контейнера, а нижня поверхня його закриває зазор, який утворений між деталлю типу "тіло обертання" та контрдеталлю.
Текст
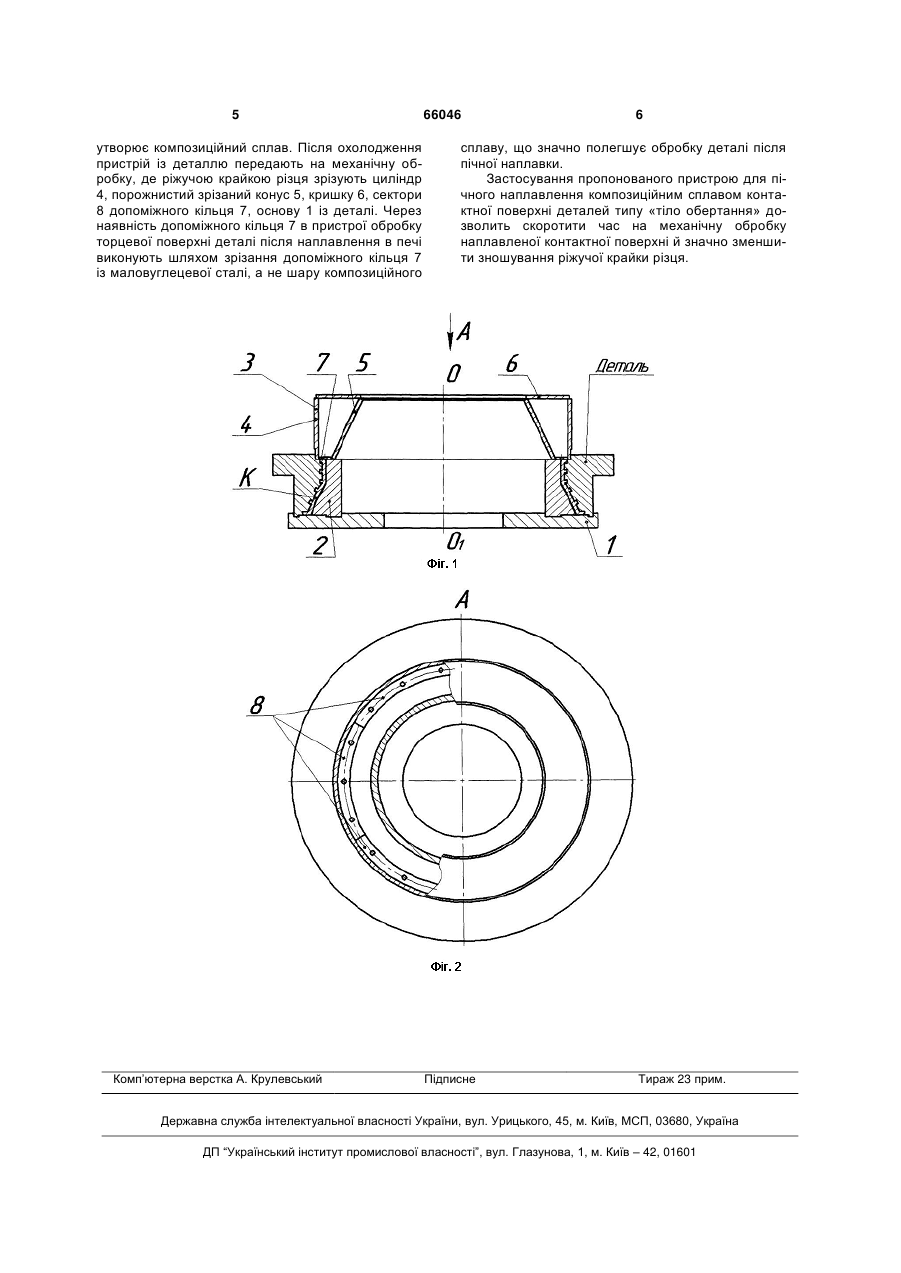
Пристрій для пічного наплавлення композиційним сплавом контактної поверхні деталі типу "тіло обертання", що містить основу із гніздом у вигляді кільцевої проточки для встановлення деталі типу "тіло обертання", контрдеталь, яка розташована коаксіально деталі типу "тіло обертання" із зазором щодо її бічної поверхні, який дорівнює товщині шару, що наплавляється композиційним сплавом, та контейнер, жорстко закріплений над деталлю типу "тіло обертання" й виконаний у ви 3 талі із зазором щодо її бічної поверхні, який дорівнює товщині шару, що наплавляється композиційним сплавом, та контейнера, жорстко закріпленого над деталлю й виконаного у вигляді циліндра й коаксіально розміщеного порожнистого зрізаного конуса. Циліндр і порожнистий зрізаний конус контейнера жорстко скріплені між собою у верхній частині кришкою й у перерізі являють собою бункер для засипки в зазор, що утворений між деталлю й контрдеталлю, речовин композиційного сплаву. Недолік відомого пристрою полягає в складності механічної обробки після пічного наплавлення композиційним сплавом бічної поверхні деталі. Вона полягає в тому, що при механічній обробці необхідно здійснювати зачищення наплавленого шару композиційного сплаву торцевої частини деталі. Твердість наплавленого композиційного шару становить 91-94 HRA або 9-10 балів по мінералогічній шкалі, тобто наближається до твердості алмазу. Тому обробка наплавленого шару композиційного сплаву призводить до швидкого притуплення ріжучої крайки різця й різкого збільшення тривалості механічної обробки, тому, що для обробки шару композиційного сплаву варто застосовувати спеціальні режими різання й різці спеціальної форми заточення ріжучої сталі. В основу корисної моделі поставлена задача створення такого пристрою для пічного наплавлення композиційним сплавом контактної поверхні деталі типу «тіло обертання», у якому після операції наплавлення механічна обробка шару, наплавленого композиційним сплавом, не займала б багато часу й не призводила до зношування ріжучої крайки різця. Поставлена задача вирішується тим, що пристрій для пічного наплавлення композиційним сплавом контактної поверхні деталі типу «тіло обертання», який складається з основи із гніздом у вигляді кільцевої проточки для встановлення деталі типу «тіло обертання», контрдеталі, розміщеної коаксіально деталі типу «тіло обертання» із зазором щодо її бічної поверхні, який дорівнює товщині шару, що наплавляється композиційним сплавом, та контейнера, жорстко закріпленого над деталлю типу «тіло обертання» й виконаного у вигляді циліндра і порожнистого зрізаного конуса, розміщеного коаксіально циліндру та жорстко скріпленого з ним в верхній частині кришкою, причому циліндр із порожнистим зрізаним конусом являють собою в перерізі бункер для засипки у зазор речовин композиційного сплаву, де зазор між деталлю типу «тіло обертання» та контрдеталлю розташований між циліндром та порожнистим зрізаним конусом контейнера, згідно із запропонованою корисною моделлю, оснащений допоміжним кільцем, установленим у контейнері між циліндром і порожнистим зрізаним конусом, при цьому кільце виконане із секторів з отворами по радіусу і розташоване таким чином, що зовнішній та внутрішній контури допоміжного кільця щільно впираються в циліндр та у порожнистий зрізаний конус контейнера, а нижня поверхня його закриває зазор, який утворений між деталлю типу «тіло обертання» та контрдеталлю. 66046 4 Суть корисної моделі пояснюється кресленням, де на фіг. 1 зображено загальний вид пристрою для пічного наплавлення композиційним сплавом контактної поверхні деталі типу «тіло обертання», на фіг. 2 - вид по А на фіг. 1. Пристрій для пічного наплавлення композиційним сплавом контактної поверхні деталі типу «тіло обертання» складається з основи 1 із гніздом у вигляді кільцевої проточки для встановлення деталі типу «тіло обертання», що наплавляється. На основі 1 установлена контрдеталь 2, внутрішня поверхня якої оброблена таким чином, що з бічною поверхнею деталі типу «тіло обертання», що наплавляється, вона утворює зазор К. Цей зазор К дорівнює товщині шару композиційного сплаву, що наплавляється на поверхню деталі типу «тіло обертання». У верхній частині пристрою по осі О-О1 розміщений контейнер 3. Контейнер 3 складається із циліндра 4 і порожнистого зрізаного конуса 5, співвісно розташованого всередині циліндра 4. Контейнер 3 установлений так, що зазор К між контрдеталлю 2 і деталлю, що наплавляється, розташовується між циліндром 4 і порожнистим зрізаним конусом 5. У верхній частині циліндр 4 і порожнистий зрізаний конус 5 жорстко зв'язані між собою кришкою 6. У нижній частині контейнера 3 розташовано допоміжне кільце 7, яке виконано із секторів 8 з отворами. Допоміжне кільце 7 закриває зазор К, що утворений між деталлю типу «тіло обертання» та контрдеталлю 2. Пристрій для пічного наплавлення композиційним сплавом контактної поверхні деталі типу «тіло обертання» працює таким чином. На основу 1 пристрою встановлюють деталь типу «тіло обертання», наприклад сідло газовідсічного клапана завантажувального пристрою доменної печі, на бічну поверхню якої необхідно наплавити шар композиційного сплаву. Потім коаксіально деталі встановлюють контрдеталь 2. При цьому контрдеталь 2 установлюють таким чином, щоб між внутрішньою поверхнею деталі, що наплавляється, і поверхнею контрдеталі 2 був утворений зазор К, який би дорівнював товщині наплавленого шару композиційного сплаву. Після цього у верхній частині пристрою встановлюють контейнер 3. При цьому спочатку встановлюють циліндр 4 і жорстко з'єднують із деталлю щільним зварювальним швом, потім на контрдеталь 2 установлюють порожнистий зрізаний конус 5 та теж з'єднують щільним зварювальним швом із контрдеталлю 2. Між циліндром 4 та порожнистим зрізаним конусом 5 утворюється бункер, через який у зазор К, що утворений між деталлю та контрдеталлю 2, засипають реліт. Потім у контейнер 3 установлюють допоміжне кільце 7, що виконано із секторів 8 з отворами. При цьому встановлюють сектори 8 таким чином, щоб вони закривали зазор К, що утворений між деталлю та контрдеталлю 2, засипають марганцевий мельхіор та зверху закривають кришкою 6 і заварюють міцно - щільним швом. Пристрій розміщають у піч для нагрівання, де нагрівають по потрібному термічному циклу. При цьому сплав зв'язуюче - марганцевий мельхіор розплавляється та крізь отвори в секторах 8 потрапляє в зазор К, де сплавляється з релітом та 5 утворює композиційний сплав. Після охолодження пристрій із деталлю передають на механічну обробку, де ріжучою крайкою різця зрізують циліндр 4, порожнистий зрізаний конус 5, кришку 6, сектори 8 допоміжного кільця 7, основу 1 із деталі. Через наявність допоміжного кільця 7 в пристрої обробку торцевої поверхні деталі після наплавлення в печі виконують шляхом зрізання допоміжного кільця 7 із маловуглецевої сталі, а не шару композиційного Комп’ютерна верстка А. Крулевський 66046 6 сплаву, що значно полегшує обробку деталі після пічної наплавки. Застосування пропонованого пристрою для пічного наплавлення композиційним сплавом контактної поверхні деталей типу «тіло обертання» дозволить скоротити час на механічну обробку наплавленої контактної поверхні й значно зменшити зношування ріжучої крайки різця. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for furnace surfacing with composite alloy of contact surface of part of "body of revolution" type
Автори англійськоюPeklich Mykhailo Mykhailovych, Holinka Serhii Mykolaiovych, Scherbyna Oleksandr Vasyliovych, Nedaivodina Maryna Oleksandrivna
Назва патенту російськоюУстройство для печной наплавки композиционным сплавом контактной поверхности детали типа «тело вращения»
Автори російськоюПеклич Михаил Михайлович, Голинка Сергей Николаевич, Щербина Александр Васильевич, Недайводина Марина Александровна
МПК / Мітки
МПК: B22D 19/00
Мітки: сплавом, пристрій, деталі, типу, контактної, обертання, композиційним, поверхні, наплавлення, тіло, пічного
Код посилання
<a href="https://ua.patents.su/3-66046-pristrijj-dlya-pichnogo-naplavlennya-kompozicijjnim-splavom-kontaktno-poverkhni-detali-tipu-tilo-obertannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для пічного наплавлення композиційним сплавом контактної поверхні деталі типу “тіло обертання”</a>
Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійною твірною
Номер патенту: 75946
Опубліковано: 15.06.2006
Автор: Черенов Олексій Борисович
МПК: B24B 35/00
Мітки: твірною, пристрій, криволінійною, деталі, обробки, поверхні, суперфінішної, обертання
Формула / Реферат:
1. Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійної твірною, що містить встановлену з можливістю обертання оправку для закріплення деталі і тримач з абразивними інструментами, що мають можливість хитання в площині, перпендикулярній осі обертання оправки, й уздовж твірної оброблюваної поверхні, який відрізняється тим, що тримач з абразивними інструментами встановлено співвісно з оправкою для закріплення деталі і...
Спосіб захисту територій пригірських річок від паводків, селевих потоків, цунамі та укріплення берегів річок і гребель водойм
Номер патенту: 51495
Опубліковано: 26.07.2010
Автор: Сергієнко Григорій Якович
МПК: E02D 3/00
Мітки: захисту, селевих, паводків, гребель, берегів, річок, пригірських, водойм, укріплення, територій, потоків, цунамі, спосіб
Формула / Реферат:
Спосіб захисту територій пригірських річок від паводків, селевих потоків, цунамі та укріплення берегів річок, гребель і водойм, що включає підняття рівня берегів водойм, який відрізняється тим, що береги річок і водойм беруться в сталеві русла із зварених між собою або зібраних в т.ч. для продовження русла на самопопіджимних гумових тепломорозостійких манжетах захищених від корозії напиленням з усіх сторін алюмінієм, латунню, бронзою і т.п....
Спосіб фінішної обробки внутрішньої поверхні обертання деталі
Номер патенту: 95564
Опубліковано: 10.08.2011
Автори: Курило Михайло Федосійович, Усенко Володимир Васильович
Мітки: обробки, поверхні, фінішної, обертання, спосіб, деталі, внутрішньої
Формула / Реферат:
1. Спосіб фінішної обробки внутрішньої поверхні обертання деталі, при якому деталь обертають щодо подовжньої осі поверхні обертання зі швидкістю окружної подачі, а різальний інструмент, розміщений усередині оброблюваної поверхні обертання і контактуючий з нею, обертають зі швидкістю різання і надають йому зворотно-поступальні переміщення уздовж твірної зі швидкістю подовжньої подачі, який відрізняється тим, що для обробки використовують...
Спосіб наплавлення тіл обертання
Номер патенту: 57031
Опубліковано: 10.02.2011
Автори: Хачатуров Роман Олександрович, Гедрович Анатолій Іванович, Дуднікова Юлія Валеріївна
МПК: B23K 9/04, B23K 28/00
Мітки: обертання, тіл, спосіб, наплавлення
Формула / Реферат:
Спосіб наплавлення тіл обертання, що полягає у наплавленні по гвинтовій лінії і супровідному підігріванні, супровідне підігрівання починають на ділянці, діаметрально протилежній початку наплавлення, джерело супровідного підігрівання переміщають у напрямі наплавлення і припиняють підігрівання після проходження джерелом нагріву ділянки DL, що дорівнюєDL=20,35*a*D/Vн*H,деа - коефіцієнт температуропровідності, см2/с;D...
Пристрій для зміцнення поверхні отвору деталі
Номер патенту: 41592
Опубліковано: 25.05.2009
Автори: Стоян Сергій Леонідович, Іванов Артем Володимирович, Соловйов Станіслав Миколайович, М'якинников Сергій Анатолійович, Галь Анатолій Феодосійович, Івахненко Микола Миколайович
МПК: B24B 39/00
Мітки: деталі, поверхні, зміцнення, пристрій, отвору
Формула / Реферат:
1. Пристрій для зміцнення поверхні отвору деталі, що містить корпус із кришкою й порожниною для деталі, у якій співвісно розміщена, заповнена робочою рідиною, еластична камера з розташованими на її зовнішній поверхні деформуючими елементами й поміщеним у робочу рідину гідродинамічним випромінювачем, який відрізняється тим, що деформуючі елементи виконані у вигляді твердих кульок одного діаметра, розміщених у зазорі між поверхнею отвору деталі...
Попередній патент: Сенсор магнітного поля
Наступний патент: Апарат для обробки сипких матеріалів у псевдозрідженому шарі
Випадковий патент: Автобус пасажирський "а111"