Спосіб об’ємної вібраційної обробки
Номер патенту: 66128
Опубліковано: 26.12.2011
Автори: Мігунов Віталій Михайлович, Буря Юрій Володимирович, Яковлев Юрій Петрович, Куковякин Михайло Михайлович

Формула / Реферат
Спосіб об'ємної вібраційної обробки деталей у вібруючій U-подібній робочій камері, заповненій абразивним наповнювачем, при якому деталь оброблюваною ділянкою орієнтують до напрямку потоку циркуляції абразивного наповнювача, а необроблювані поверхні деталі закривають захисними елементами обтічної форми, який відрізняється тим, що вісь обертання оброблюваної деталі розташовують із лінійним і кутовим зсувом щодо похило лежачої в площині симетрії робочої камери загальної осі повороту контактуючих із днищем захисних елементів, причому кутове положення оброблюваної ділянки деталі до напрямку потоку циркуляції абразивного наповнювача змінюють у процесі спільного повороту деталі із захисними елементами потоком циркулюючого абразивного наповнювача внаслідок зазначеного зсуву їх осей.
Текст
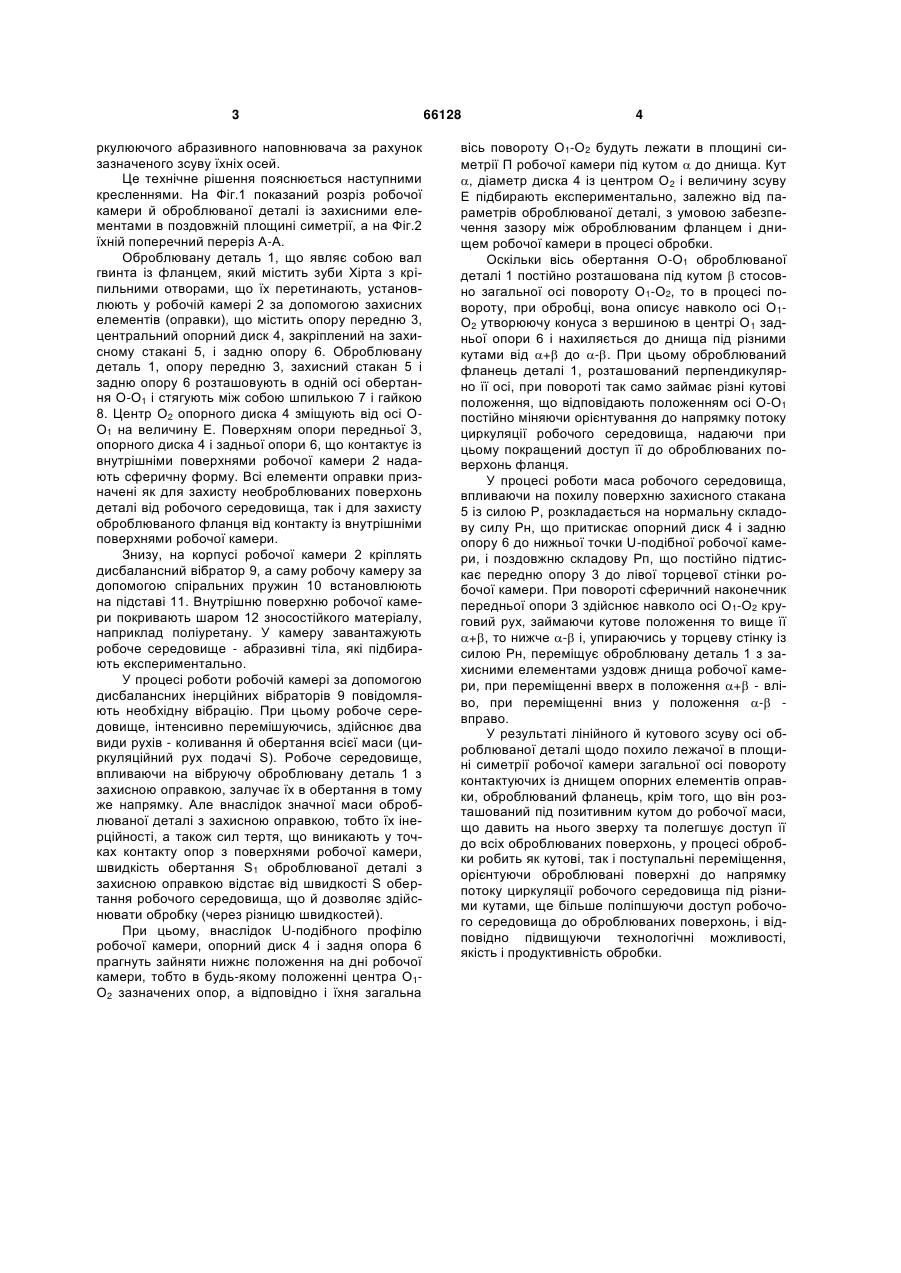
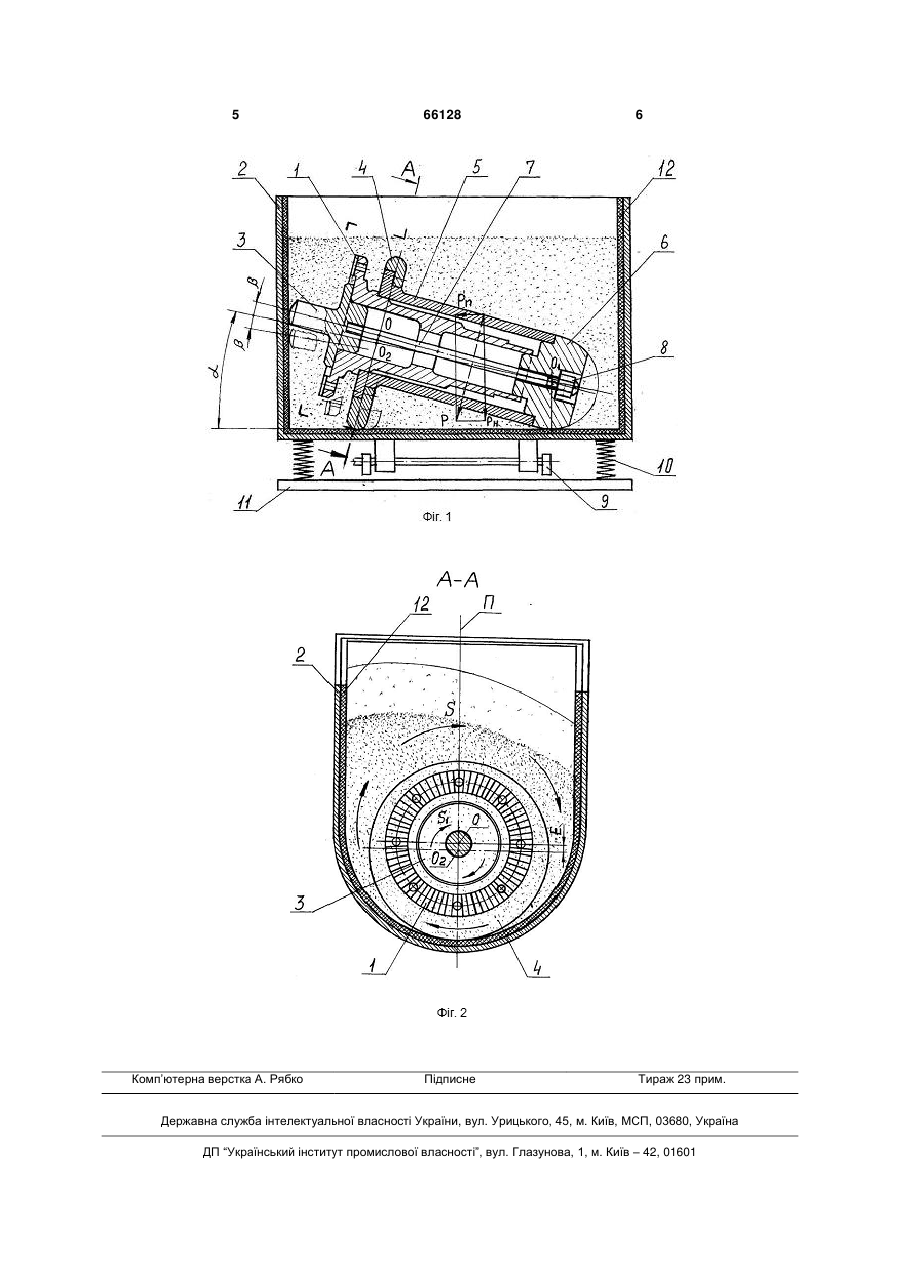
Спосіб об'ємної вібраційної обробки деталей у вібруючій U-подібній робочій камері, заповненій абразивним наповнювачем, при якому деталь оброблюваною ділянкою орієнтують до напрямку 3 ркулюючого абразивного наповнювача за рахунок зазначеного зсуву їхніх осей. Це технічне рішення пояснюється наступними кресленнями. На Фіг.1 показаний розріз робочої камери й оброблюваної деталі із захисними елементами в поздовжній площині симетрії, а на Фіг.2 їхній поперечний переріз А-А. Оброблювану деталь 1, що являє собою вал гвинта із фланцем, який містить зуби Хірта з кріпильними отворами, що їх перетинають, установлюють у робочій камері 2 за допомогою захисних елементів (оправки), що містить опору передню 3, центральний опорний диск 4, закріплений на захисному стакані 5, і задню опору 6. Оброблювану деталь 1, опору передню 3, захисний стакан 5 і задню опору 6 розташовують в одній осі обертання О-О1 і стягують між собою шпилькою 7 і гайкою 8. Центр О2 опорного диска 4 зміщують від осі ОО1 на величину Е. Поверхням опори передньої 3, опорного диска 4 і задньої опори 6, що контактує із внутрішніми поверхнями робочої камери 2 надають сферичну форму. Всі елементи оправки призначені як для захисту необроблюваних поверхонь деталі від робочого середовища, так і для захисту оброблюваного фланця від контакту із внутрішніми поверхнями робочої камери. Знизу, на корпусі робочої камери 2 кріплять дисбалансний вібратор 9, а саму робочу камеру за допомогою спіральних пружин 10 встановлюють на підставі 11. Внутрішню поверхню робочої камери покривають шаром 12 зносостійкого матеріалу, наприклад поліуретану. У камеру завантажують робоче середовище - абразивні тіла, які підбирають експериментально. У процесі роботи робочій камері за допомогою дисбалансних інерційних вібраторів 9 повідомляють необхідну вібрацію. При цьому робоче середовище, інтенсивно перемішуючись, здійснює два види рухів - коливання й обертання всієї маси (циркуляційний рух подачі S). Робоче середовище, впливаючи на вібруючу оброблювану деталь 1 з захисною оправкою, залучає їх в обертання в тому же напрямку. Але внаслідок значної маси оброблюваної деталі з захисною оправкою, тобто їх інерційності, а також сил тертя, що виникають у точках контакту опор з поверхнями робочої камери, швидкість обертання S1 оброблюваної деталі з захисною оправкою відстає від швидкості S обертання робочого середовища, що й дозволяє здійснювати обробку (через різницю швидкостей). При цьому, внаслідок U-подібного профілю робочої камери, опорний диск 4 і задня опора 6 прагнуть зайняти нижнє положення на дні робочої камери, тобто в будь-якому положенні центра О1О2 зазначених опор, а відповідно і їхня загальна 66128 4 вісь повороту О1-О2 будуть лежати в площині симетрії П робочої камери під кутом до днища. Кут , діаметр диска 4 із центром О2 і величину зсуву Е підбирають експериментально, залежно від параметрів оброблюваної деталі, з умовою забезпечення зазору між оброблюваним фланцем і днищем робочої камери в процесі обробки. Оскільки вісь обертання О-О1 оброблюваної деталі 1 постійно розташована під кутом стосовно загальної осі повороту О1-О2, то в процесі повороту, при обробці, вона описує навколо осі О1О2 утворюючу конуса з вершиною в центрі О1 задньої опори 6 і нахиляється до днища під різними кутами від + до -. При цьому оброблюваний фланець деталі 1, розташований перпендикулярно її осі, при повороті так само займає різні кутові положення, що відповідають положенням осі О-О1 постійно міняючи орієнтування до напрямку потоку циркуляції робочого середовища, надаючи при цьому покращений доступ її до оброблюваних поверхонь фланця. У процесі роботи маса робочого середовища, впливаючи на похилу поверхню захисного стакана 5 із силою Р, розкладається на нормальну складову силу Рн, що притискає опорний диск 4 і задню опору 6 до нижньої точки U-подібної робочої камери, і поздовжню складову Рп, що постійно підтискає передню опору 3 до лівої торцевої стінки робочої камери. При повороті сферичний наконечник передньої опори 3 здійснює навколо осі О1-О2 круговий рух, займаючи кутове положення то вище її +, то нижче - і, упираючись у торцеву стінку із силою Рн, переміщує оброблювану деталь 1 з захисними елементами уздовж днища робочої камери, при переміщенні вверх в положення + - вліво, при переміщенні вниз у положення - вправо. У результаті лінійного й кутового зсуву осі оброблюваної деталі щодо похило лежачої в площині симетрії робочої камери загальної осі повороту контактуючих із днищем опорних елементів оправки, оброблюваний фланець, крім того, що він розташований під позитивним кутом до робочої маси, що давить на нього зверху та полегшує доступ її до всіх оброблюваних поверхонь, у процесі обробки робить як кутові, так і поступальні переміщення, орієнтуючи оброблювані поверхні до напрямку потоку циркуляції робочого середовища під різними кутами, ще більше поліпшуючи доступ робочого середовища до оброблюваних поверхонь, і відповідно підвищуючи технологічні можливості, якість і продуктивність обробки. 5 Комп’ютерна верстка А. Рябко 66128 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of three-axis vibratory machining
Автори англійськоюBuria Yurii Volodymyrovych, Yakovlev Yurii Petrovych, Mihunov Vitalii Mykhailovych, Kukoviakin Mykhailo Mykhailovych
Назва патенту російськоюСпособ объемной вибрационной обработки
Автори російськоюБуря Юрий Владимирович, Яковлев Юрий Петрович, Мигунов Виталий Михайлович, Куковякин Михаил Михайлович
МПК / Мітки
МПК: B24B 31/06
Мітки: спосіб, обробки, вібраційної, об'ємної
Код посилання
<a href="https://ua.patents.su/3-66128-sposib-obehmno-vibracijjno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб об’ємної вібраційної обробки</a>
Пристрій для вібраційної обробки деталей
Номер патенту: 32159
Опубліковано: 15.12.2000
Автори: Горбатюк Руслан Миколайович, Ярошенко Леонід Вікторович, Берник Павло Степанович
МПК: B24B 31/06
Мітки: вібраційної, деталей, обробки, пристрій
Текст:
...робочого середовища та оброблюваних деталей. Інтенсивність взаємного переміщення робочого середовища та деталей, які знаходяться в центральній частині контейнера, відносно такого ж робочого середовища та деталей, які знаходяться в периферійній частині контейнера, також збільшується за рахунок коливань еластичних стінок контейнера На фіг. 1 зображено принципову схему запропонованого вібраційного пристрою для обробки деталей, на фіг 2 - розріз...
Спосіб вібраційної обробки внутрішніх поверхонь
Номер патенту: 51739
Опубліковано: 16.12.2002
Автори: Середа Леонід Павлович, Берник Павло Степанович, Боковий Євгеній Федорович, Писаренко Віктор Григорович, Ярошенко Леонід Вікторович
МПК: B24B 31/073, B24B 31/06
Мітки: поверхонь, обробки, спосіб, вібраційної, внутрішніх
Формула / Реферат:
1. Спосіб вібраційної обробки внутрішніх поверхонь, при якому оброблювану деталь встановлюють горизонтально і надають коливання з віброприскоренням, більшим від прискорення вільного падіння, який відрізняється тим, що оброблювані деталі збирають у пакети, які жорстко закріплюють у нижній частині тороїдального контейнера вібраційної машини, і заповнюють його робочим середовищем.2. Спосіб за п. 1, який відрізняється тим, що пакети...
Пристрій для вібраційної обробки деталей
Номер патенту: 38460
Опубліковано: 15.05.2001
Автори: Дудін Володимир Юрійович, Фасатуров Станіслав Степанович, Буря Олександр Іванович, Кобець Анатолій Степанович
МПК: B24B 31/16, B24B 31/06
Мітки: пристрій, обробки, вібраційної, деталей
Формула / Реферат:
Пристрій для вібраційної обробки деталей у контейнері, встановленому на рухомій платформі, що приводиться в коливальний рух від ексцентрикового вібратора, закріпленого на корпусі пристрою, яка шарнірно з'єднана з корпусом за допомогою регульованої по довжині тяги, який відрізняється тим, що шарніри виконано з можливістю механізованого регулювання їх положення відносно площин, до яких вони прилягають, а контейнер пристрою виконано поворотним...
Пристрій для вивантаження і розділення робочого середовища після вібраційної обробки
Номер патенту: 19628
Опубліковано: 15.12.2006
Автори: Букаранов Юрій Миколайович, Лубенська Людмила Михайлівна, Корнєєв Семен Вікторович, Калмиков Міхаїл Олександрович, Ясуник Світлана Миколаївна
МПК: B24B 31/06
Мітки: пристрій, середовища, вивантаження, вібраційної, обробки, розділення, робочого
Формула / Реферат:
Пристрій для вивантаження і розділення робочого середовища після вібраційної обробки деталей в контейнерах U-подібної форми у вигляді ґрат, який відрізняється тим, що грати виконано у вигляді жорсткого напівзагартованого циліндра, що повторює контур робочої внутрішньої поверхні контейнера U-подібної форми.
Пристрій для вібраційної обробки
Номер патенту: 35946
Опубліковано: 16.04.2001
Автори: Боковий Єфгеній Федорович, Середа Леонід Павлович, Горбатюк Руслан Миколайович, Писаренко Віктор Григорович, Берник Павло Степанович
МПК: B24B 31/06
Мітки: вібраційної, обробки, пристрій
Формула / Реферат:
Пристрій для вібраційної обробки, що містить пружно встановлений із дебалансним віброзбуджувачем контейнер з розміщеним у центральній його частині по всій довжині пружно встановленим тілом, який відрізняється тим, що тіло з'єднане з контейнером за допомогою еластичного з'єднання та пружин із коефіцієнтом жорсткості, що визначаться по формулі:К = (0,95 – 1)mω ,де К- коефіцієнт жорсткості пружини,m - приведена маса...
Попередній патент: Гідразид 8-n-бензиламінотеофілініл-7-ацетатної кислоти, що виявляє антиамнестичну та протигіпоксичну дії
Наступний патент: Радіатор для передачі тепла
Випадковий патент: Спосіб добування штукового каменю