Спосіб виготовлення корпусу візка
Формула / Реферат
1. Спосіб виготовлення корпусу візка рамної конструкції із елементів, який відрізняється тим, що корпус візка збирають з вузлів, кожний або деякі з яких складені з елементів, причому елементи між собою у вузлах та вузли між собою в корпусі з'єднують, наприклад, зварюванням, а зварювання виконують: елементів - у вузлах чи корпусі, вузлів - в корпусі.
2. Спосіб за п. 1, який відрізняється тим, що зварювання елементів між собою у вузлах чи корпусі, а вузлів між собою - в корпусі, виконують одночасно.
3. Спосіб за п. 1, який відрізняється тим, що для здійснення з'єднання елементів у вузли зварюванням їх виконують у вигляді деталей, виготовлених з сталей, що зварюються.
Текст
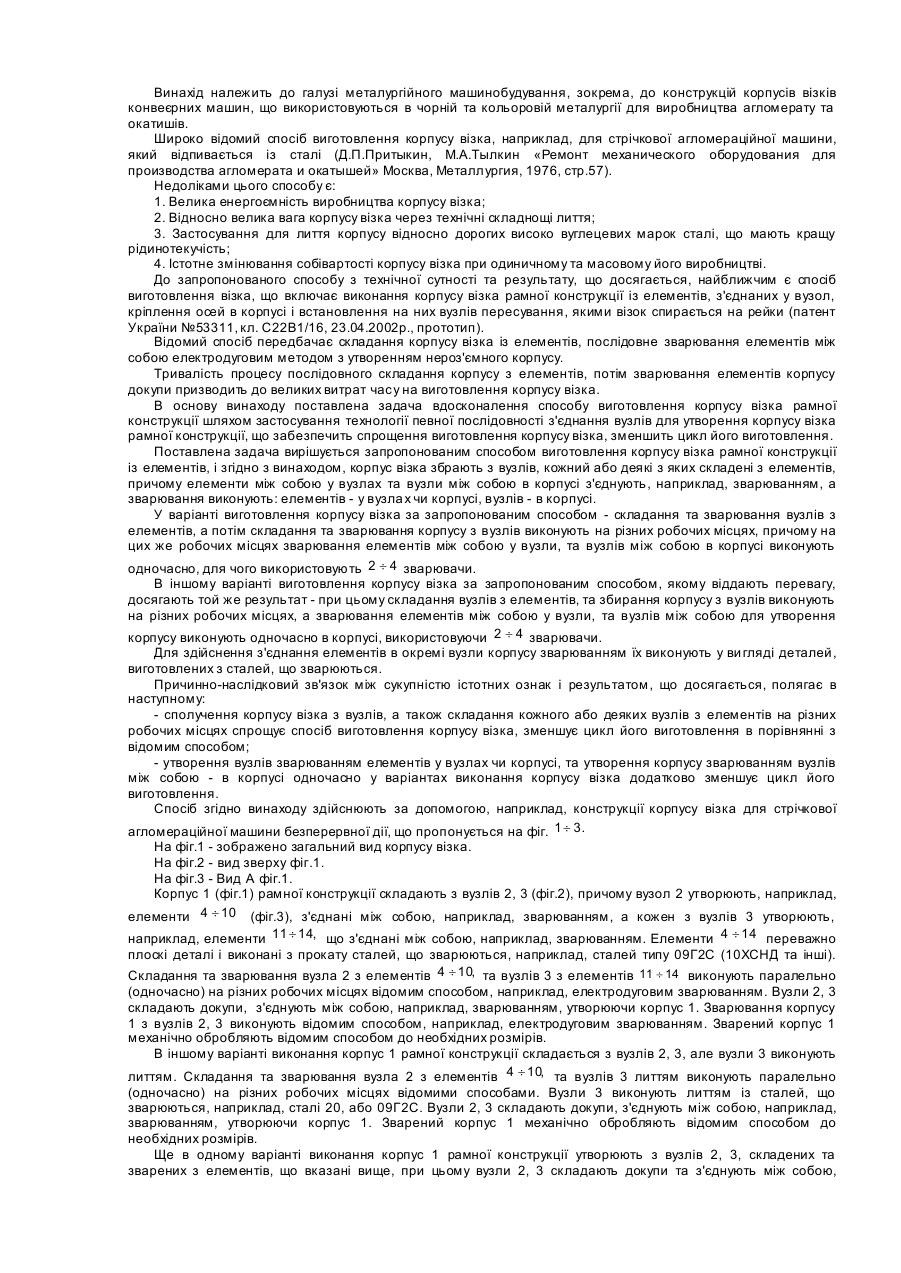
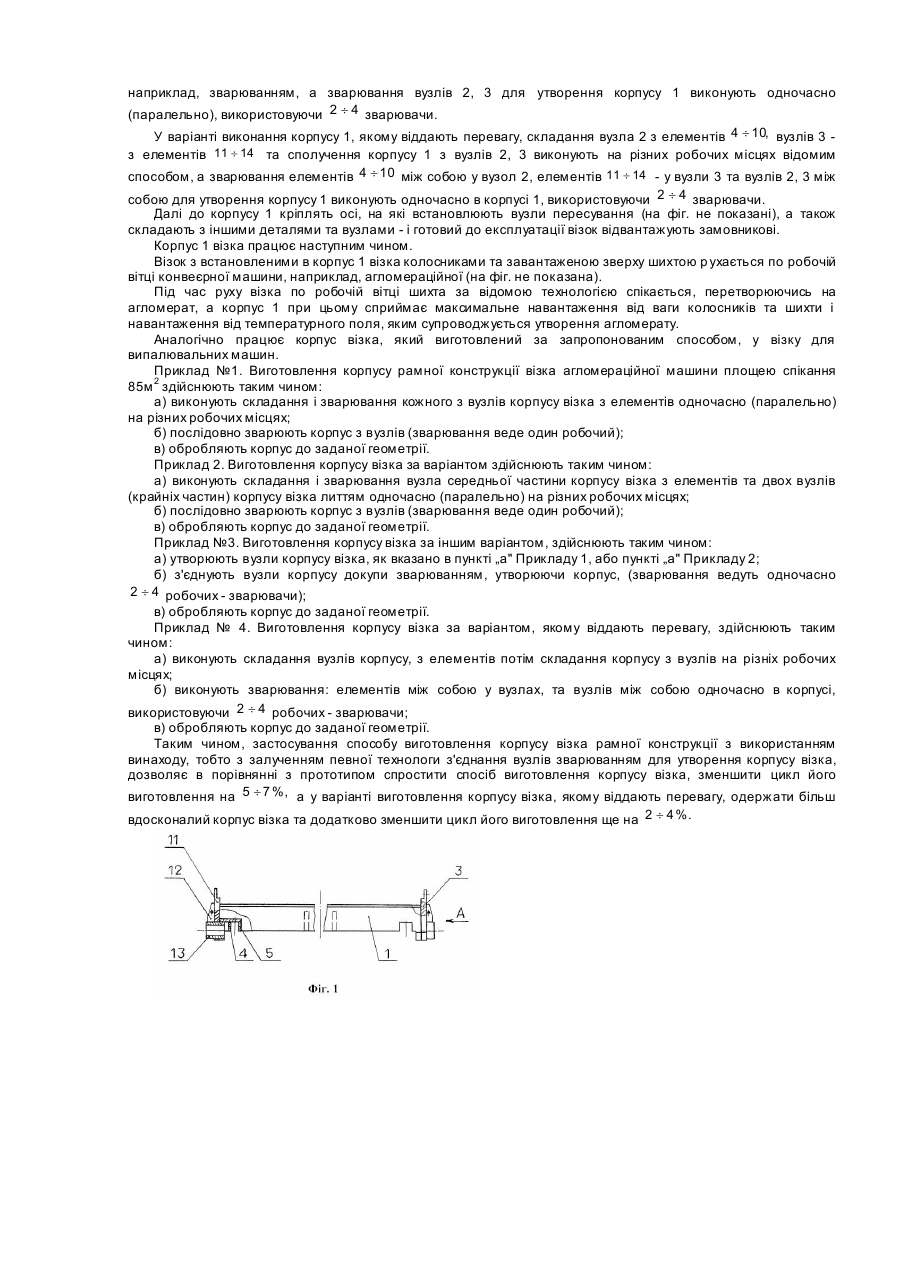
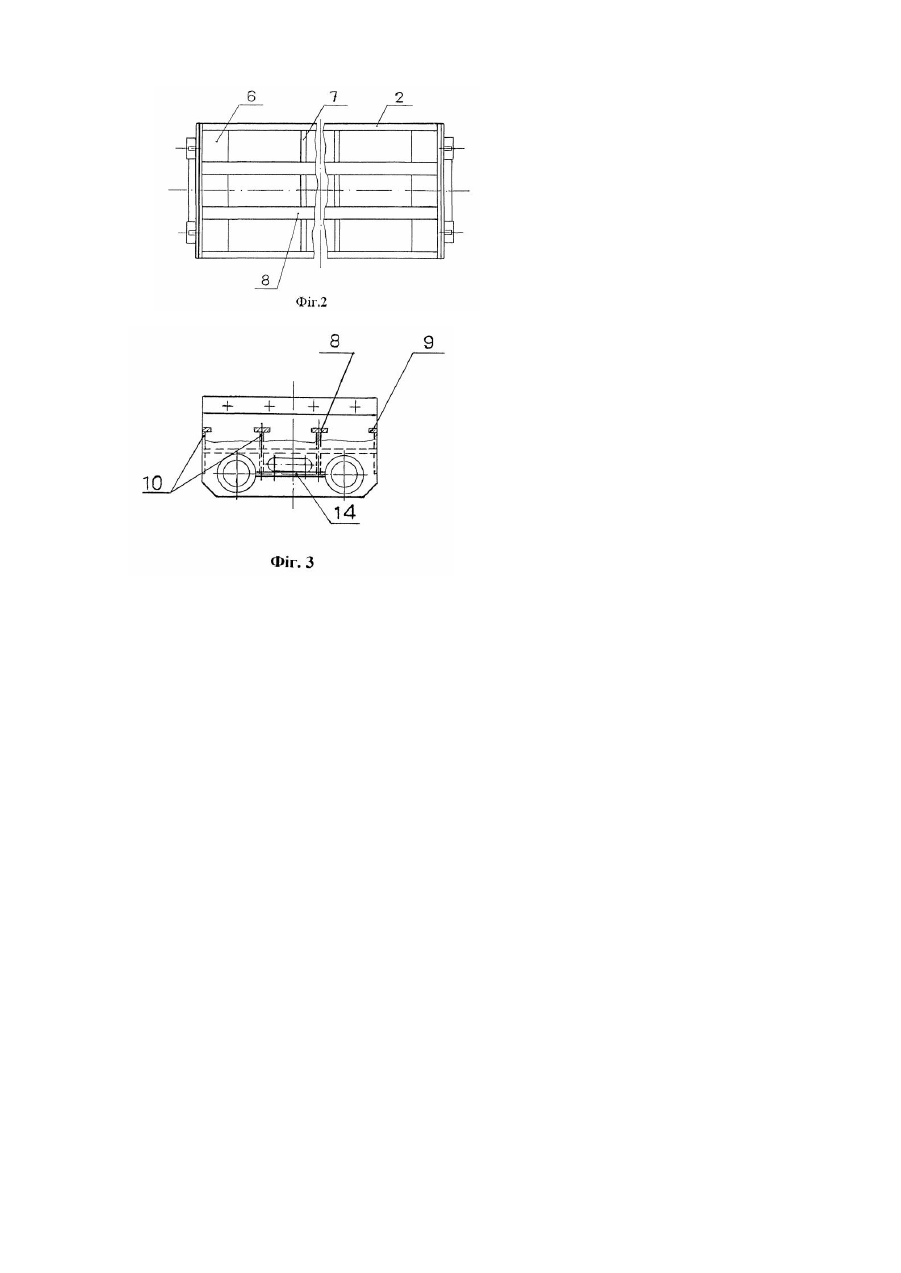
Винахід належить до галузі металургійного машинобудування, зокрема, до конструкцій корпусів візків конвеєрних машин, що використовуються в чорній та кольоровій металургії для виробництва агломерату та окатишів. Широко відомий спосіб виготовлення корпусу візка, наприклад, для стрічкової агломераційної машини, який відпивається із сталі (Д.П.Притыкин, М.А.Тылкин «Ремонт механического оборудования для производства агломерата и окатышей» Москва, Металлургия, 1976, стр.57). Недоліками цього способу є: 1. Велика енергоємність виробництва корпусу візка; 2. Відносно велика вага корпусу візка через технічні складнощі лиття; 3. Застосування для лиття корпусу відносно дорогих високо вуглецевих марок сталі, що мають кращу рідинотекучість; 4. Істотне змінювання собівартості корпусу візка при одиничному та масовому його виробництві. До запропонованого способу з технічної сутності та результату, що досягається, найближчим є спосіб виготовлення візка, що включає виконання корпусу візка рамної конструкції із елементів, з'єднаних у вузол, кріплення осей в корпусі і встановлення на них вузлів пересування, якими візок спирається на рейки (патент України №53311, кл. С22В1/16, 23.04.2002р., прототип). Відомий спосіб передбачає складання корпусу візка із елементів, послідовне зварювання елементів між собою електродуговим методом з утворенням нероз'ємного корпусу. Тривалість процесу послідовного складання корпусу з елементів, потім зварювання елементів корпусу докупи призводить до великих витрат часу на виготовлення корпусу візка. В основу винаходу поставлена задача вдосконалення способу виготовлення корпусу візка рамної конструкції шляхом застосування технології певної послідовності з'єднання вузлів для утворення корпусу візка рамної конструкції, що забезпечить спрощення виготовлення корпусу візка, зменшить цикл його виготовлення. Поставлена задача вирішується запропонованим способом виготовлення корпусу візка рамної конструкції із елементів, і згідно з винаходом, корпус візка збрають з вузлів, кожний або деякі з яких складені з елементів, причому елементи між собою у вузлах та вузли між собою в корпусі з'єднують, наприклад, зварюванням, а зварювання виконують: елементів - у вузла х чи корпусі, вузлів - в корпусі. У варіанті виготовлення корпусу візка за запропонованим способом - складання та зварювання вузлів з елементів, а потім складання та зварювання корпусу з вузлів виконують на різних робочих місцях, причому на цих же робочих місцях зварювання елементів між собою у вузли, та вузлів між собою в корпусі виконують одночасно, для чого використовують 2 ¸ 4 зварювачи. В іншому варіанті виготовлення корпусу візка за запропонованим способом, якому віддають перевагу, досягають той же результат - при цьому складання вузлів з елементів, та збирання корпусу з вузлів виконують на різних робочих місцях, а зварювання елементів між собою у вузли, та вузлів між собою для утворення корпусу виконують одночасно в корпусі, використовуючи 2 ¸ 4 зварювачи. Для здійснення з'єднання елементів в окремі вузли корпусу зварюванням їх виконують у ви гляді деталей, виготовлених з сталей, що зварюються. Причинно-наслідковий зв'язок між сукупністю істотних ознак і результатом, що досягається, полягає в наступному: - сполучення корпусу візка з вузлів, а також складання кожного або деяких вузлів з елементів на різних робочих місцях спрощує спосіб виготовлення корпусу візка, зменшує цикл його виготовлення в порівнянні з відомим способом; - утворення вузлів зварюванням елементів у вузлах чи корпусі, та утворення корпусу зварюванням вузлів між собою - в корпусі одночасно у варіантах виконання корпусу візка додатково зменшує цикл його виготовлення. Спосіб згідно винаходу здійснюють за допомогою, наприклад, конструкції корпусу візка для стрічкової агломераційної машини безперервної дії, що пропонується на фіг. 1 ¸ 3 . На фіг.1 - зображено загальний вид корпусу візка. На фіг.2 - вид зверху фіг.1. На фіг.3 - Вид А фіг.1. Корпус 1 (фіг.1) рамної конструкції складають з вузлів 2, 3 (фіг.2), причому вузол 2 утворюють, наприклад, елементи 4 ¸ 10 (фіг.3), з'єднані між собою, наприклад, зварюванням, а кожен з вузлів 3 утворюють, наприклад, елементи 11 ¸ 14, що з'єднані між собою, наприклад, зварюванням. Елементи 4 ¸ 14 переважно плоскі деталі і виконані з прокату сталей, що зварюються, наприклад, сталей типу 09Г2С (10ХСНД та інші). Складання та зварювання вузла 2 з елементів 4 ¸ 10, та вузлів 3 з елементів 11 ¸ 14 виконують паралельно (одночасно) на різних робочих місцях відомим способом, наприклад, електродуговим зварюванням. Вузли 2, 3 складають докупи, з'єднують між собою, наприклад, зварюванням, утворюючи корпус 1. Зварювання корпусу 1 з вузлів 2, 3 виконують відомим способом, наприклад, електродуговим зварюванням. Зварений корпус 1 механічно обробляють відомим способом до необхідних розмірів. В іншому варіанті виконання корпус 1 рамної конструкції складається з вузлів 2, 3, але вузли 3 виконують литтям. Складання та зварювання вузла 2 з елементів 4 ¸ 10, та вузлів 3 литтям виконують паралельно (одночасно) на різних робочих місцях відомими способами. Вузли 3 виконують литтям із сталей, що зварюються, наприклад, сталі 20, або 09Г2С. Вузли 2, 3 складають докупи, з'єднують між собою, наприклад, зварюванням, утворюючи корпус 1. Зварений корпус 1 механічно обробляють відомим способом до необхідних розмірів. Ще в одному варіанті виконання корпус 1 рамної конструкції утворюють з вузлів 2, 3, складених та зварених з елементів, що вказані вище, при цьому вузли 2, 3 складають докупи та з'єднують між собою, наприклад, зварюванням, а зварювання вузлів 2, 3 для утворення корпусу 1 виконують одночасно (паралельно), використовуючи 2 ¸ 4 зварювачи. У варіанті виконання корпусу 1, якому віддають перевагу, складання вузла 2 з елементів 4 ¸ 10, вузлів 3 з елементів 11 ¸ 14 та сполучення корпусу 1 з вузлів 2, 3 виконують на різних робочих місцях відомим способом, а зварювання елементів 4 ¸ 10 між собою у вузол 2, елементів 11 ¸ 14 - у вузли 3 та вузлів 2, 3 між собою для утворення корпусу 1 виконують одночасно в корпусі 1, використовуючи 2 ¸ 4 зварювачи. Далі до корпусу 1 кріплять осі, на які встановлюють вузли пересування (на фіг. не показані), а також складають з іншими деталями та вузлами - і готовий до експлуатації візок відвантажують замовникові. Корпус 1 візка працює наступним чином. Візок з встановленими в корпус 1 візка колосниками та завантаженою зверху шихтою р ухається по робочій вітці конвеєрної машини, наприклад, агломераційної (на фіг. не показана). Під час руху візка по робочій вітці шихта за відомою технологією спікається, перетворюючись на агломерат, а корпус 1 при цьому сприймає максимальне навантаження від ваги колосників та шихти і навантаження від температурного поля, яким супроводжується утворення агломерату. Аналогічно працює корпус візка, який виготовлений за запропонованим способом, у візку для випалювальних машин. Приклад №1. Виготовлення корпусу рамної конструкції візка агломераційної машини площею спікання 85м 2 здійснюють таким чином: а) виконують складання і зварювання кожного з вузлів корпусу візка з елементів одночасно (паралельно) на різних робочих місцях; б) послідовно зварюють корпус з вузлів (зварювання веде один робочий); в) обробляють корпус до заданої геометрії. Приклад 2. Виготовлення корпусу візка за варіантом здійснюють таким чином: а) виконують складання і зварювання вузла середньої частини корпусу візка з елементів та двох вузлів (крайніх частин) корпусу візка литтям одночасно (паралельно) на різних робочих місцях; б) послідовно зварюють корпус з вузлів (зварювання веде один робочий); в) обробляють корпус до заданої геометрії. Приклад №3. Виготовлення корпусу візка за іншим варіантом, здійснюють таким чином: а) утворюють вузли корпусу візка, як вказано в пункті „а" Прикладу 1, або пункті „а" Прикладу 2; б) з'єднують вузли корпусу докупи зварюванням, утворюючи корпус, (зварювання ведуть одночасно 2 ¸ 4 робочих - зварювачи); в) обробляють корпус до заданої геометрії. Приклад № 4. Виготовлення корпусу візка за варіантом, якому віддають перевагу, здійснюють таким чином: а) виконують складання вузлів корпусу, з елементів потім складання корпусу з вузлів на різніх робочих місцях; б) виконують зварювання: елементів між собою у вузлах, та вузлів між собою одночасно в корпусі, використовуючи 2 ¸ 4 робочих - зварювачи; в) обробляють корпус до заданої геометрії. Таким чином, застосування способу виготовлення корпусу візка рамної конструкції з використанням винаходу, тобто з залученням певної технологи з'єднання вузлів зварюванням для утворення корпусу візка, дозволяє в порівнянні з прототипом спростити спосіб виготовлення корпусу візка, зменшити цикл його виготовлення на 5 ¸ 7 %, а у варіанті виготовлення корпусу візка, якому віддають перевагу, одержати більш вдосконалий корпус візка та додатково зменшити цикл його виготовлення ще на 2 ¸ 4 %.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making the carriage body
Назва патенту російськоюСпособ изготовления корпуса тележки
МПК / Мітки
МПК: C22B 1/16
Мітки: виготовлення, спосіб, візка, корпусу
Код посилання
<a href="https://ua.patents.su/3-66474-sposib-vigotovlennya-korpusu-vizka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу візка</a>
Спосіб секційного виготовлення корпусу судна
Номер патенту: 52426
Опубліковано: 16.12.2002
Автор: КАЗИМИРЕНКО ЮЛІЯ ОЛЕКСІЇВНА
МПК: B63B 9/06
Мітки: виготовлення, спосіб, корпусу, судна, секційного
Формула / Реферат:
Спосіб секційного виготовлення корпусу судна, який полягає у тому, що виготовляють секції, укладають їх на спорудному місці на усю довжину корпусу судна, стикують та зварюють між собою, випробовують з'єднання, ізолюють та захищають корпусні конструкції, який відрізняється тим, що в умовах цеху наносять ізоляцію та здійснюють захист секцій, при цьому до листа внутрішньої обшивки приварюють шпильки для кріплення теплової ізоляції, установлюють...
Спосіб виготовлення корпусу броньованої машини
Номер патенту: 50865
Опубліковано: 15.11.2002
Автори: Куров Микола Костянтинович, Бусяк Юрій Митрофанович, Бершов Олександр Вікторович, Борисюк Михайло Дем'янович, Кудров Володимир Михайлович, Магерамов Лютфалій Курбан-Алієвич, Мухар Олександр Володимирович
МПК: F41H 7/02
Мітки: корпусу, машини, спосіб, виготовлення, броньованої
Формула / Реферат:
1. Спосіб виготовлення корпусу броньової машини, який включає фіксацію взаємного просторового положення попередньо виготовлених з броньових листів днища і бортів, розділення корпусу на моторно - трансмісійне відділення і відділення керування шляхом установлювання перегородки, а також установлювання підбаштового листа, установлювання кормового листа під гострим кутом до площини поперечного перерізу корпусу і наступне їх зварювання, та...
Корпус спікального візка
Номер патенту: 2252
Опубліковано: 15.01.2004
Автори: Беспалов Олександр Павлович, Дюбін Валерій Юрійович, Аніщенко Олександр Сергійович, Іванов Михайло Пилипович, Кошелев Олександр Володимирович, АГАРКОВ Віктор Якович
МПК: F27B 21/06
Мітки: спікального, корпус, візка
Формула / Реферат:
1. Корпус спікального візка, який включає боковини з отворами і втулки для встановлення роликових вузлів, а також з'єднані з боковинами несучі балки, який відрізняється тим, що втулки прикріплені до боковин.2. Корпус за п. 1, який відрізняється тим, що втулка має розміри, що зв'язані між собою співвідношеннями:D/d=5,56....1,36L=(2,78...0,45)d,де D, d - діаметри відповідно втулки і її отвору;L - довжина...
Спосіб виготовлення корпусу ковша з вгнутим перерізом
Номер патенту: 54419
Опубліковано: 17.03.2003
Автори: Декрет Серж, Андре Жан-Лук
МПК: B21D 11/02, B21D 5/06, B60P 1/04
Мітки: ковша, виготовлення, корпусу, перерізом, вгнутим, спосіб
Формула / Реферат:
1. Спосіб виготовлення корпусу ковша з вгнутим перерізом безперервної кривизни без фальцювання з металевого листа великого розміру, який відрізняється тим, що:- готують лист великого розміру (1) з суцільного листа або з залишку суцільного листа;- допоміжними засобами (4,5) надають кривизни суцільному листові (1) великого розміру згідно з профілем, близьким до заданої кінцевої форми, з урахуванням наступних деформацій корпусу (3)...
Корпус циклона і спосіб виготовлення корпусу циклона
Номер патенту: 47982
Опубліковано: 15.07.2002
Автори: Кущенко Сергій Миколайович, Ліпицький Станіслав Григорович
МПК: B04C 5/085
Мітки: корпусу, спосіб, корпус, циклона, виготовлення
Формула / Реферат:
1. Корпус циклона, що включає сполучені між собою циліндричну і конічні секції, що містять торцеві фланці, а також кожухи і захисні футерівки, виконані у вигляді циліндрів і конусів, скріплених між собою і з торцевими фланцями, причому захисні футерівки циліндричної і конічної секції корпусу виготовлені з футерувальної маси на основі зв'язуючого і наповнювача, наприклад полікристалічного карбіду кремнію, який відрізняється тим, що захисні...
Попередній патент: Вулик для диких бджіл
Наступний патент: Спосіб оптимізації багатокомпонентних технологічних систем і процесів
Випадковий патент: Спосіб прогнозування зрощення перелому