Підшипник кочення
Номер патенту: 66781
Опубліковано: 10.01.2012
Автори: Прево Іван Дмитрович, Проценко Юрій Васильович, Гіршфельд Анатолій Мусійович, Сімсон Едуард Альфредович

Формула / Реферат
1. Підшипник кочення, що містить зовнішнє та внутрішнє кільця з доріжками кочення, та розміщені між ними тіла кочення, який відрізняється тим, що доріжка кочення щонайменше одного з кілець має поверхневий шар зі структурою матеріалу мартенсит, при цьому матеріал серцевини кільця має структуру троостит.
2. Підшипник за п. 1, який відрізняється тим, що глибина загартованого поверхневого шару зі структурою матеріалу мартенсит, складає d=(0,05…0,2)*s, де s товщина стінки кільця.
3. Підшипник за п. 1, який відрізняється тим, що твердість поверхневого шару доріжки кочення зі структурою матеріалу мартенсит складає 61-64 HRC.
4. Підшипник за п. 1, який відрізняється тим, що твердість серцевини кільця зі структурою матеріалу троостит складає 32-44 HRC.
5. Підшипник за п. 1, який відрізняється тим, що як матеріал кілець використовується сталь зі складом, що містить С 0,95-1,05 %, Si 0,15-0,3 %, Mn 0,15-0,3 %, Cr 0,35-0,5 %, Ni, Cu не більше 0,3 %, P, S не більше 0,3 % та Fe.
6. Підшипник за п. 1, який відрізняється тим, що як матеріал тіла кочення використовується сталь зі складом, що містить С 0,95-1,05 %, Si 0,15-0,3 %, Mn 0,15-0,3 %, Cr 0,35-0,5 %, Ni, Cu не більше 0,3 %, P, S не більше 0,3 % та Fe.
7. Підшипник за п. 1, який відрізняється тим, що тіло кочення виконано у вигляді циліндричного ролика.
8. Підшипник за п. 1, який відрізняється тим, що тіло кочення виконано у вигляді конічного ролика.
Текст
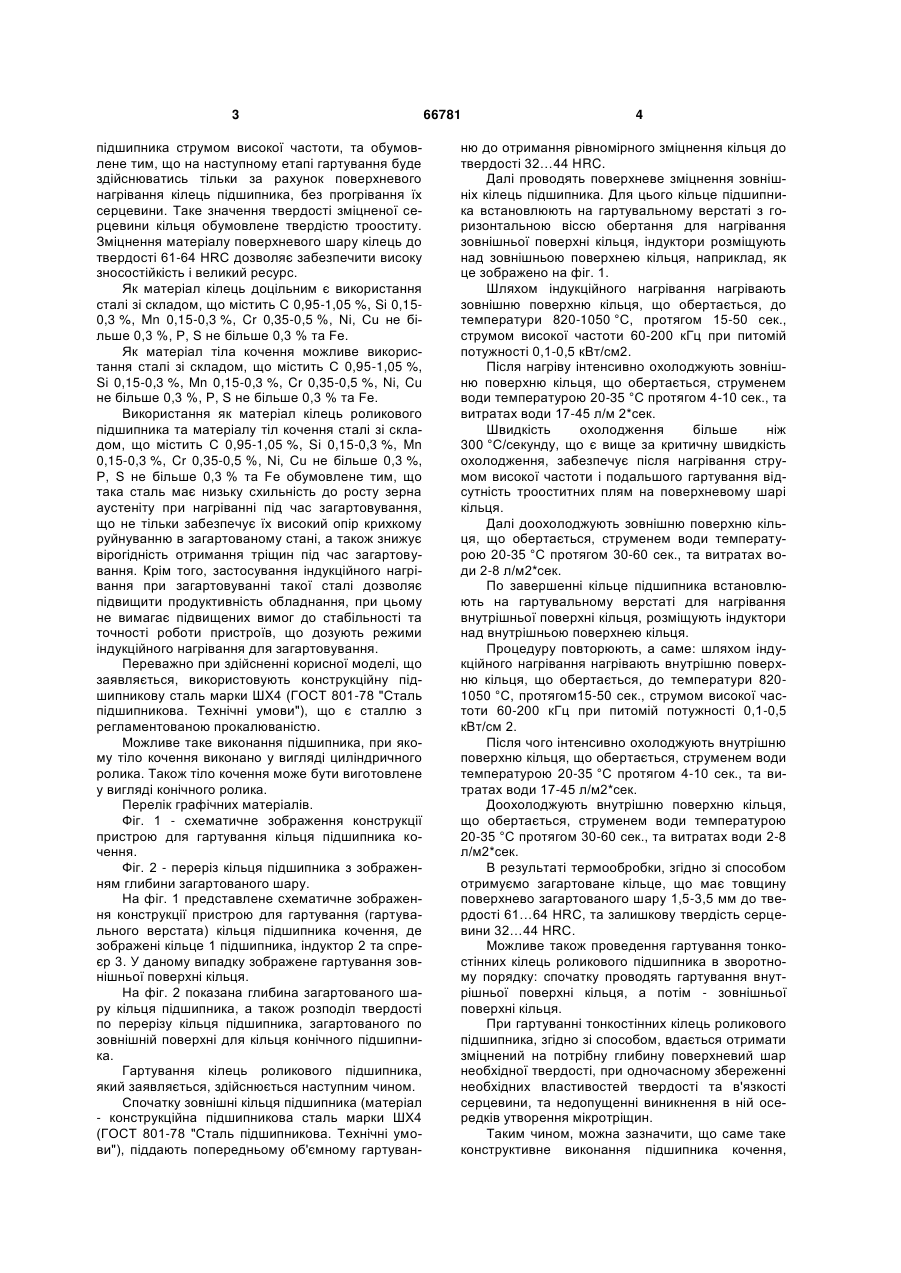
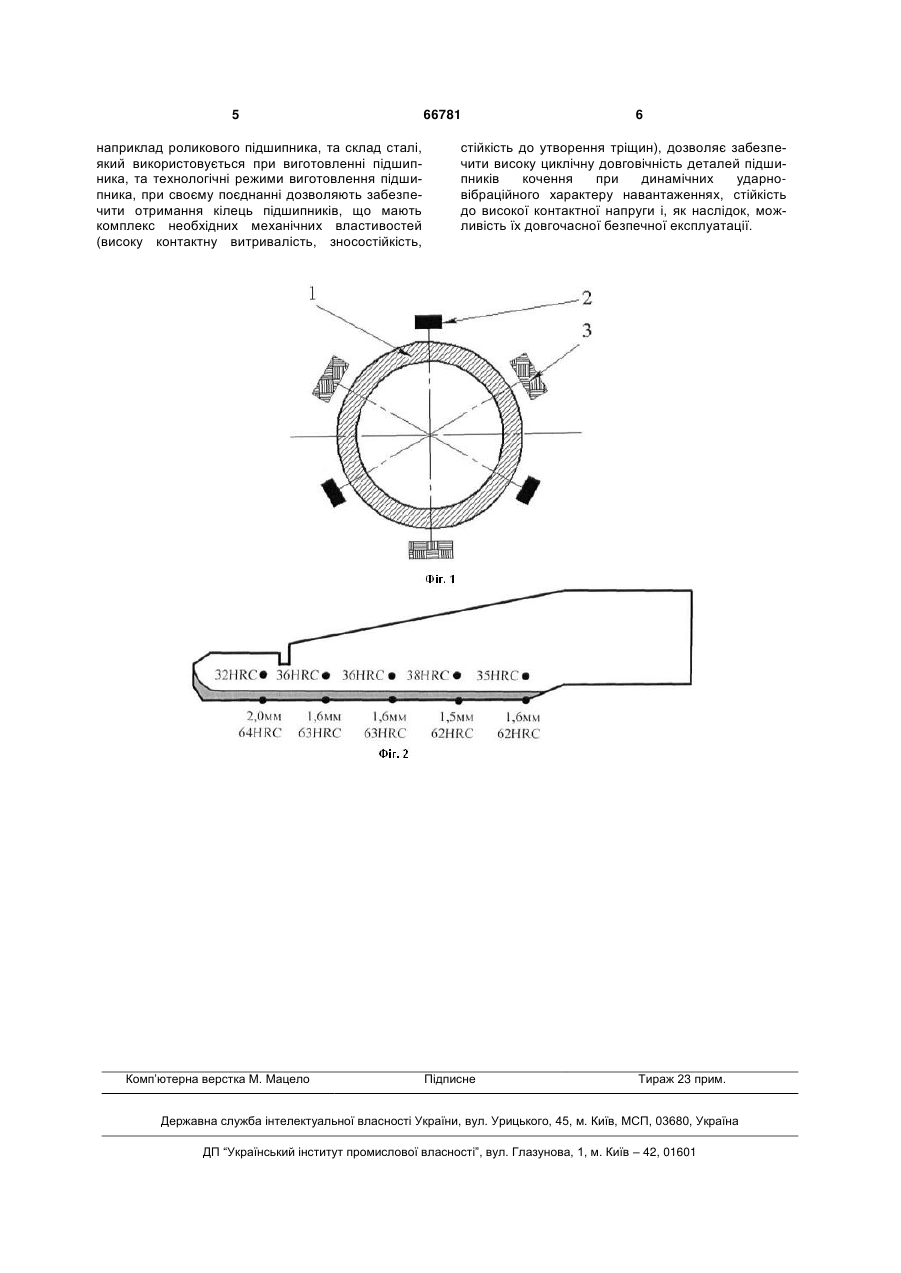
1. Підшипник кочення, що містить зовнішнє та внутрішнє кільця з доріжками кочення, та розміщені між ними тіла кочення, який відрізняється тим, що доріжка кочення щонайменше одного з кілець має поверхневий шар зі структурою матеріалу мартенсит, при цьому матеріал серцевини кільця має структуру троостит. 2. Підшипник за п. 1, який відрізняється тим, що глибина загартованого поверхневого шару зі структурою матеріалу мартенсит, складає d=(0,05…0,2)*s, де s товщина стінки кільця. 3. Підшипник за п. 1, який відрізняється тим, що твердість поверхневого шару доріжки кочення зі 3 підшипника струмом високої частоти, та обумовлене тим, що на наступному етапі гартування буде здійснюватись тільки за рахунок поверхневого нагрівання кілець підшипника, без прогрівання їх серцевини. Таке значення твердості зміцненої серцевини кільця обумовлене твердістю трооститу. Зміцнення матеріалу поверхневого шару кілець до твердості 61-64 HRC дозволяє забезпечити високу зносостійкість і великий ресурс. Як матеріал кілець доцільним є використання сталі зі складом, що містить С 0,95-1,05 %, Si 0,150,3 %, Mn 0,15-0,3 %, Cr 0,35-0,5 %, Ni, Cu не більше 0,3 %, P, S не більше 0,3 % та Fe. Як матеріал тіла кочення можливе використання сталі зі складом, що містить С 0,95-1,05 %, Si 0,15-0,3 %, Mn 0,15-0,3 %, Cr 0,35-0,5 %, Ni, Cu не більше 0,3 %, P, S не більше 0,3 % та Fe. Використання як матеріал кілець роликового підшипника та матеріалу тіл кочення сталі зі складом, що містить С 0,95-1,05 %, Si 0,15-0,3 %, Mn 0,15-0,3 %, Cr 0,35-0,5 %, Ni, Cu не більше 0,3 %, P, S не більше 0,3 % та Fe обумовлене тим, що така сталь має низьку схильність до росту зерна аустеніту при нагріванні під час загартовування, що не тільки забезпечує їх високий опір крихкому руйнуванню в загартованому стані, а також знижує вірогідність отримання тріщин під час загартовування. Крім того, застосування індукційного нагрівання при загартовуванні такої сталі дозволяє підвищити продуктивність обладнання, при цьому не вимагає підвищених вимог до стабільності та точності роботи пристроїв, що дозують режими індукційного нагрівання для загартовування. Переважно при здійсненні корисної моделі, що заявляється, використовують конструкційну підшипникову сталь марки ШХ4 (ГОСТ 801-78 "Сталь підшипникова. Технічні умови"), що є сталлю з регламентованою прокалюваністю. Можливе таке виконання підшипника, при якому тіло кочення виконано у вигляді циліндричного ролика. Також тіло кочення може бути виготовлене у вигляді конічного ролика. Перелік графічних матеріалів. Фіг. 1 - схематичне зображення конструкції пристрою для гартування кільця підшипника кочення. Фіг. 2 - переріз кільця підшипника з зображенням глибини загартованого шару. На фіг. 1 представлене схематичне зображення конструкції пристрою для гартування (гартувального верстата) кільця підшипника кочення, де зображені кільце 1 підшипника, індуктор 2 та спреєр 3. У даному випадку зображене гартування зовнішньої поверхні кільця. На фіг. 2 показана глибина загартованого шару кільця підшипника, а також розподіл твердості по перерізу кільця підшипника, загартованого по зовнішній поверхні для кільця конічного підшипника. Гартування кілець роликового підшипника, який заявляється, здійснюється наступним чином. Спочатку зовнішні кільця підшипника (матеріал - конструкційна підшипникова сталь марки ШХ4 (ГОСТ 801-78 "Сталь підшипникова. Технічні умови"), піддають попередньому об'ємному гартуван 66781 4 ню до отримання рівномірного зміцнення кільця до твердості 32…44 HRC. Далі проводять поверхневе зміцнення зовнішніх кілець підшипника. Для цього кільце підшипника встановлюють на гартувальному верстаті з горизонтальною віссю обертання для нагрівання зовнішньої поверхні кільця, індуктори розміщують над зовнішньою поверхнею кільця, наприклад, як це зображено на фіг. 1. Шляхом індукційного нагрівання нагрівають зовнішню поверхню кільця, що обертається, до температури 820-1050 °C, протягом 15-50 сек., струмом високої частоти 60-200 кГц при питомій потужності 0,1-0,5 кВт/см2. Після нагріву інтенсивно охолоджують зовнішню поверхню кільця, що обертається, струменем води температурою 20-35 °C протягом 4-10 сек., та витратах води 17-45 л/м 2*сек. Швидкість охолодження більше ніж 300 °C/секунду, що є вище за критичну швидкість охолодження, забезпечує після нагрівання струмом високої частоти і подальшого гартування відсутність трооститних плям на поверхневому шарі кільця. Далі доохолоджують зовнішню поверхню кільця, що обертається, струменем води температурою 20-35 °C протягом 30-60 сек., та витратах води 2-8 л/м2*сек. По завершенні кільце підшипника встановлюють на гартувальному верстаті для нагрівання внутрішньої поверхні кільця, розміщують індуктори над внутрішньою поверхнею кільця. Процедуру повторюють, а саме: шляхом індукційного нагрівання нагрівають внутрішню поверхню кільця, що обертається, до температури 8201050 °C, протягом15-50 сек., струмом високої частоти 60-200 кГц при питомій потужності 0,1-0,5 кВт/см 2. Після чого інтенсивно охолоджують внутрішню поверхню кільця, що обертається, струменем води температурою 20-35 °C протягом 4-10 сек., та витратах води 17-45 л/м2*сек. Доохолоджують внутрішню поверхню кільця, що обертається, струменем води температурою 20-35 °C протягом 30-60 сек., та витратах води 2-8 л/м2*сек. В результаті термообробки, згідно зі способом отримуємо загартоване кільце, що має товщину поверхнево загартованого шару 1,5-3,5 мм до твердості 61…64 HRC, та залишкову твердість серцевини 32…44 HRC. Можливе також проведення гартування тонкостінних кілець роликового підшипника в зворотному порядку: спочатку проводять гартування внутрішньої поверхні кільця, а потім - зовнішньої поверхні кільця. При гартуванні тонкостінних кілець роликового підшипника, згідно зі способом, вдається отримати зміцнений на потрібну глибину поверхневий шар необхідної твердості, при одночасному збереженні необхідних властивостей твердості та в'язкості серцевини, та недопущенні виникнення в ній осередків утворення мікротріщин. Таким чином, можна зазначити, що саме таке конструктивне виконання підшипника кочення, 5 наприклад роликового підшипника, та склад сталі, який використовується при виготовленні підшипника, та технологічні режими виготовлення підшипника, при своєму поєднанні дозволяють забезпечити отримання кілець підшипників, що мають комплекс необхідних механічних властивостей (високу контактну витривалість, зносостійкість, Комп’ютерна верстка М. Мацело 66781 6 стійкість до утворення тріщин), дозволяє забезпечити високу циклічну довговічність деталей підшипників кочення при динамічних ударновібраційного характеру навантаженнях, стійкість до високої контактної напруги і, як наслідок, можливість їх довгочасної безпечної експлуатації. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller bearing
Автори англійськоюHirshfeld Anatolii Musiiovych, Simson Eduard Alfredovych, Prevo Ivan Dmytrovych, Protsenko Yurii Vasyliovych
Назва патенту російськоюПодшипник качения
Автори російськоюГиршфельд Анатолий Моисеевич, Симсон Эдуард Альфредович, Прево Иван Дмитриевич, Проценко Юрий Васильевич
МПК / Мітки
МПК: F16C 19/00
Код посилання
<a href="https://ua.patents.su/3-66781-pidshipnik-kochennya.html" target="_blank" rel="follow" title="База патентів України">Підшипник кочення</a>
Підшипник кочення
Номер патенту: 83
Опубліковано: 31.10.1997
Автор: Комарницький Іван Андрійович
МПК: F16C 19/00
Формула / Реферат:
Підшипник кочення, який складається з зовнішнього кільця з біговою доріжкою на внутрішній циліндричній поверхні, концентрично розміщеного внутрішнього кільця з біговою доріжкою на зовнішній циліндричній поверхні, розміщеними між біговими доріжками тіл кочення в виді шариків, при цьому зі сторони одного торця кільця мають дугоподібні виємки для вводу між кільцями додаткових шариків, який відрізняється тим, що має бокову кришку з буртиком,...
Підшипник кочення
Номер патенту: 14270
Опубліковано: 15.05.2006
Автори: Марченко Анатолій Іванович, Піпа Борис Федорович, Коньков Георгій Ігорович
МПК: F16C 19/22
Формула / Реферат:
Підшипник кочення, що містить кільце вала, кільце корпуса, кульки та сепаратор, який відрізняється тим, що обладнаний додатковим сепаратором, кільце вала виконано у вигляді втулки з фланцем, а кульки розташовані в два ряди, перший з яких розміщений між фланцем та кільцем корпуса, а другий ряд кульок розміщений між зовнішньою поверхнею втулки та внутрішніою поверхнею кільця корпуса, при цьому кожний ряд кульок розташований в відповідному...
Підшипник кочення
Номер патенту: 65621
Опубліковано: 12.12.2011
Автори: Піпа Борис Федорович, Марченко Анатолій Іванович, Місяць Володимир Петрович
МПК: F16C 19/34
Формула / Реферат:
Підшипник кочення, що містить зовнішнє і внутрішнє кільця з біговими доріжками та кульки, розташовані між ними, який відрізняється тим, що зовнішнє та внутрішнє кільця мають канавки, одна з яких розташована в зоні бігової доріжки зовнішнього кільця, а друга - в зоні бігової доріжки внутрішнього кільця, причому кожна канавка виконана з радіусом профілю, що вибираються із умови:r=(0,1...0,25)R,де r - радіус профілю...
Підшипник кочення
Номер патенту: 31063
Опубліковано: 25.03.2008
Автори: Смутко Андрій Миколайович, Смутко Микола Устинович
МПК: F16C 19/00
Формула / Реферат:
Підшипник кочення, що містить зовнішнє і внутрішнє кільця, розташовані між ними сепаратор з тілами кочення та двостороннє ущільнення, яке сформовано у порожнині підшипника між зовнішнім і внутрішнім кільцями, з антифрикційної самозмащувальної, термореактивної зниженої крихкості вуглецевої композиції, який відрізняється тим, що ущільнення має форму зрізаного конуса, на робочих поверхнях якого виконано кругові конусні проточки конусністю від...
Підшипник кочення
Номер патенту: 2074
Опубліковано: 15.10.2003
Автори: Божидарник Віктор Володимирович, Марчук Віктор Іванович, Шабайкович Віктор Антонович, Кайдик Олег Леонтійович, Григор'єва Наталія Григорівна
МПК: F16C 33/66
Формула / Реферат:
Підшипник кочення, який містить зовнішнє та внутрішнє кільця з розташованими між ними тілами кочення, що охоплені сепаратором, який відрізняється тим, що тіла кочення виконані у формі розрізаних впоперек бочкоподібних роликів, при цьому в кожній з частин розрізаного ролика з внутрішнього боку виконаний сліпий осьовий отвір, в якому змонтована розтискна пружина, а поверхня поперечного розрізу виконана у вигляді сходинки.
Попередній патент: Спосіб гартування кілець підшипника кочення
Наступний патент: Спосіб виготовлення носія даних з елементом захисту
Випадковий патент: Штам соматичних структур дереворуйнівного базидіоміцету fistulina hepatica (schaeff.) sibth. fh-18 - продуцент позаклітинних каротиноїдів