Спосіб відновлення порожнистих циліндричних деталей

Формула / Реферат
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження деталі, який відрізняється тим, що нагрів втулки до температури 600 °С виконують у індукторі струмами високої частоти, використовуючи як теплоносій феромагнетик, виготовлений із сталі у вигляді циліндра і який розміщують у середині втулки, а її охолодження здійснюють водою у спрейєрі, при цьому кількість циклів обробки визначають в залежності від величини направленої термопластичної деформації, необхідної для відновлення внутрішнього розміру втулки.
Текст
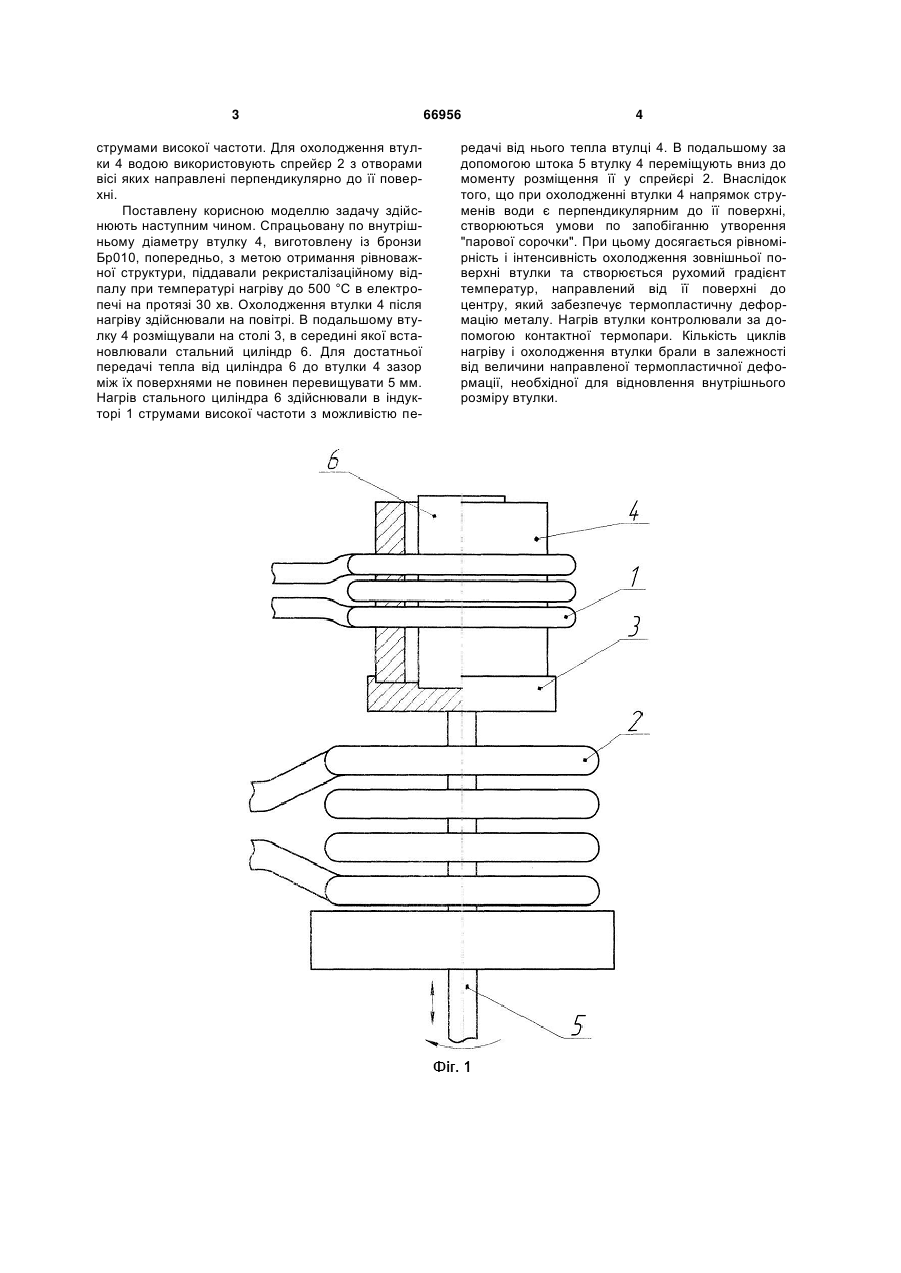
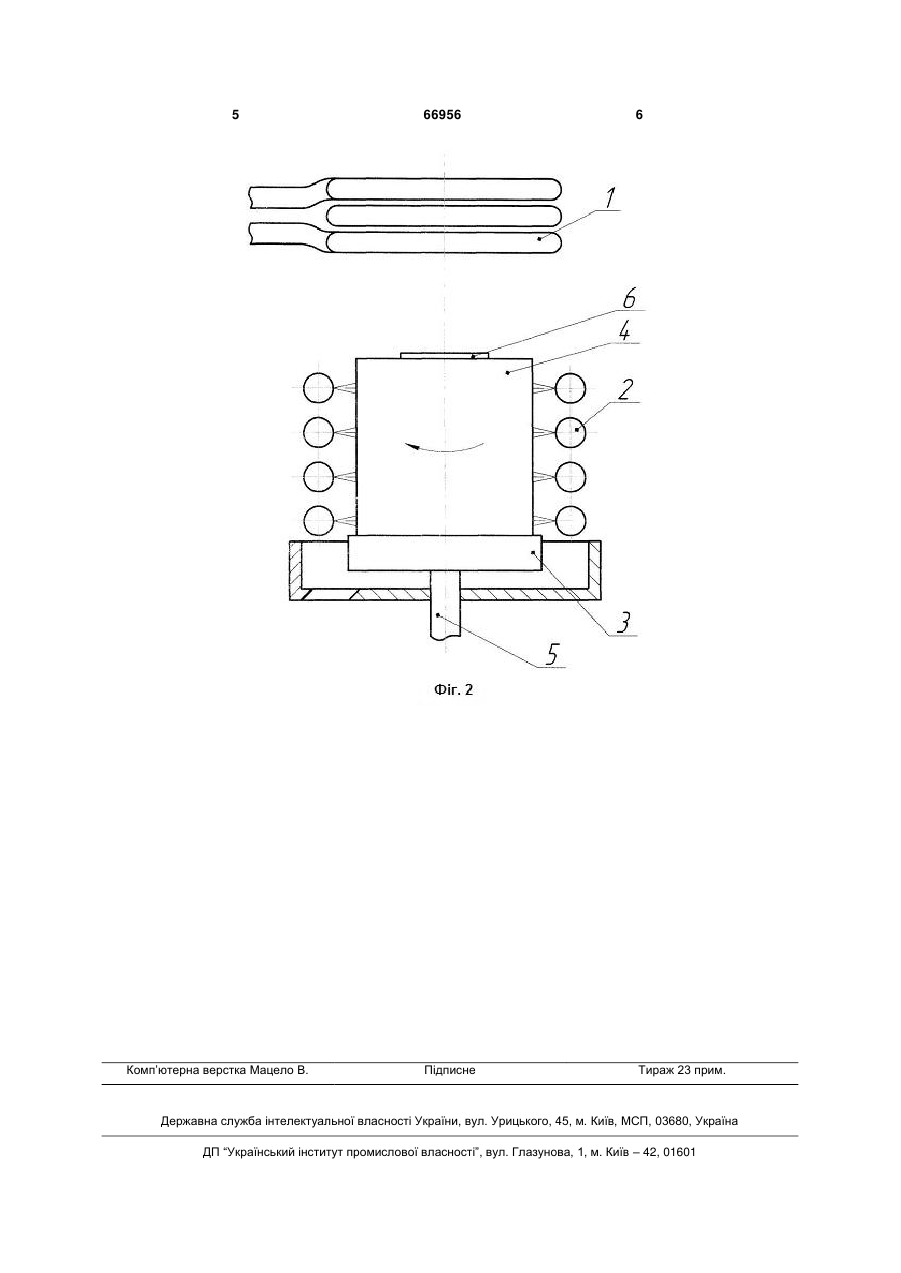
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження 3 струмами високої частоти. Для охолодження втулки 4 водою використовують спрейєр 2 з отворами вісі яких направлені перпендикулярно до її поверхні. Поставлену корисною моделлю задачу здійснюють наступним чином. Спрацьовану по внутрішньому діаметру втулку 4, виготовлену із бронзи Бр010, попередньо, з метою отримання рівноважної структури, піддавали рекристалізаційному відпалу при температурі нагріву до 500 °C в електропечі на протязі 30 хв. Охолодження втулки 4 після нагріву здійснювали на повітрі. В подальшому втулку 4 розміщували на столі 3, в середині якої встановлювали стальний циліндр 6. Для достатньої передачі тепла від циліндра 6 до втулки 4 зазор між їх поверхнями не повинен перевищувати 5 мм. Нагрів стального циліндра 6 здійснювали в індукторі 1 струмами високої частоти з можливістю пе 66956 4 редачі від нього тепла втулці 4. В подальшому за допомогою штока 5 втулку 4 переміщують вниз до моменту розміщення її у спрейєрі 2. Внаслідок того, що при охолодженні втулки 4 напрямок струменів води є перпендикулярним до її поверхні, створюються умови по запобіганню утворення "парової сорочки". При цьому досягається рівномірність і інтенсивність охолодження зовнішньої поверхні втулки та створюється рухомий градієнт температур, направлений від її поверхні до центру, який забезпечує термопластичну деформацію металу. Нагрів втулки контролювали за допомогою контактної термопари. Кількість циклів нагріву і охолодження втулки брали в залежності від величини направленої термопластичної деформації, необхідної для відновлення внутрішнього розміру втулки. 5 Комп’ютерна верстка Мацело В. 66956 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoration of hollow cylindrical parts
Автори англійськоюKotrechko Oleksii Oleksiiovych
Назва патенту російськоюСпособ восстановления полых цилиндрических деталей
Автори російськоюКотречко Алексей Алексеевич
МПК / Мітки
МПК: B23P 6/02
Мітки: спосіб, порожнистих, циліндричних, відновлення, деталей
Код посилання
<a href="https://ua.patents.su/3-66956-sposib-vidnovlennya-porozhnistikh-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення порожнистих циліндричних деталей</a>
Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 58856
Опубліковано: 26.04.2011
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: B23P 6/02
Мітки: спосіб, циліндричних, відновлення, деталей, порожнистих
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження деталі, який відрізняється тим, що матеріалом деталі є антифрикційна бронза Бр010, при цьому перший цикл обробки включає нагрів деталі, виготовленої у вигляді втулки, до температури 500 °С з подальшим охолодженням на повітрі, а наступні нагріви втулки виконують при температурах 600 °С з охолодженням у воді...
Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 82361
Опубліковано: 10.04.2008
Автори: Афтанділянц Євген Григорович, Сідорченко Дмитро Олександрович, Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: B23P 6/02
Мітки: циліндричних, порожнистих, спосіб, відновлення, деталей
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву та охолодження деталі, який відрізняється тим, що попередньо виконують відпал деталі, після цього спрацьовану по внутрішньому діаметру деталь встановлюють на матрицю пристрою, зовнішній діаметр якої відповідає необхідному внутрішньому діаметру деталі з урахуванням припуску на механічну обробку, та жорстко фіксують її нижньою...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Моргун Олена Анатоліївна, Кузьміч Ярослав Анатолійович, Василенко Михайло Олександрович
Мітки: сільськогосподарсько, техніки, циліндричних, порожнистих, не-базових, відновлення, спосіб, чавунних, деталей
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Кононогов Юрій Андрійович, Гринько Павло Васильович, Молодик Микола Володимирович, Хітров Ігор Олександрович
МПК: B23P 6/00
Мітки: поверхонь, спосіб, циліндричних, спрацьованих, деталей, внутрішніх, відновлення
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: внутрішніх, відновлення, циліндричних, деталей, спосіб, поверхонь
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Попередній патент: Препарат “ультрамарин-вет”
Наступний патент: Спосіб моделювання хронічної токсичної нефропатії
Випадковий патент: Спосіб приготування напівфабрикату на основі грибів і пряноароматичних овочів