Спосіб зниження зварювальних напруг і деформацій
Номер патенту: 67212
Опубліковано: 15.06.2004
Автори: Паненко Роман Миколайович, Гедрович Анатолій Іванович, Жидков Андрій Борисович
Формула / Реферат
Спосіб зниження зварювальних напруг і деформацій, який полягає у тому, що перед зварюванням крайки виробу закріплюють по границях зони пластичних деформацій, створюють по поперечному перерізу градієнт температур до повного охолодження виробу у поперечному перерізі, який відрізняється тим, що зварений шов після зварювання виробу вібростабілізують коливаннями низької звукової частоти системою з електромагнітним віброзбуджувачем.
Текст
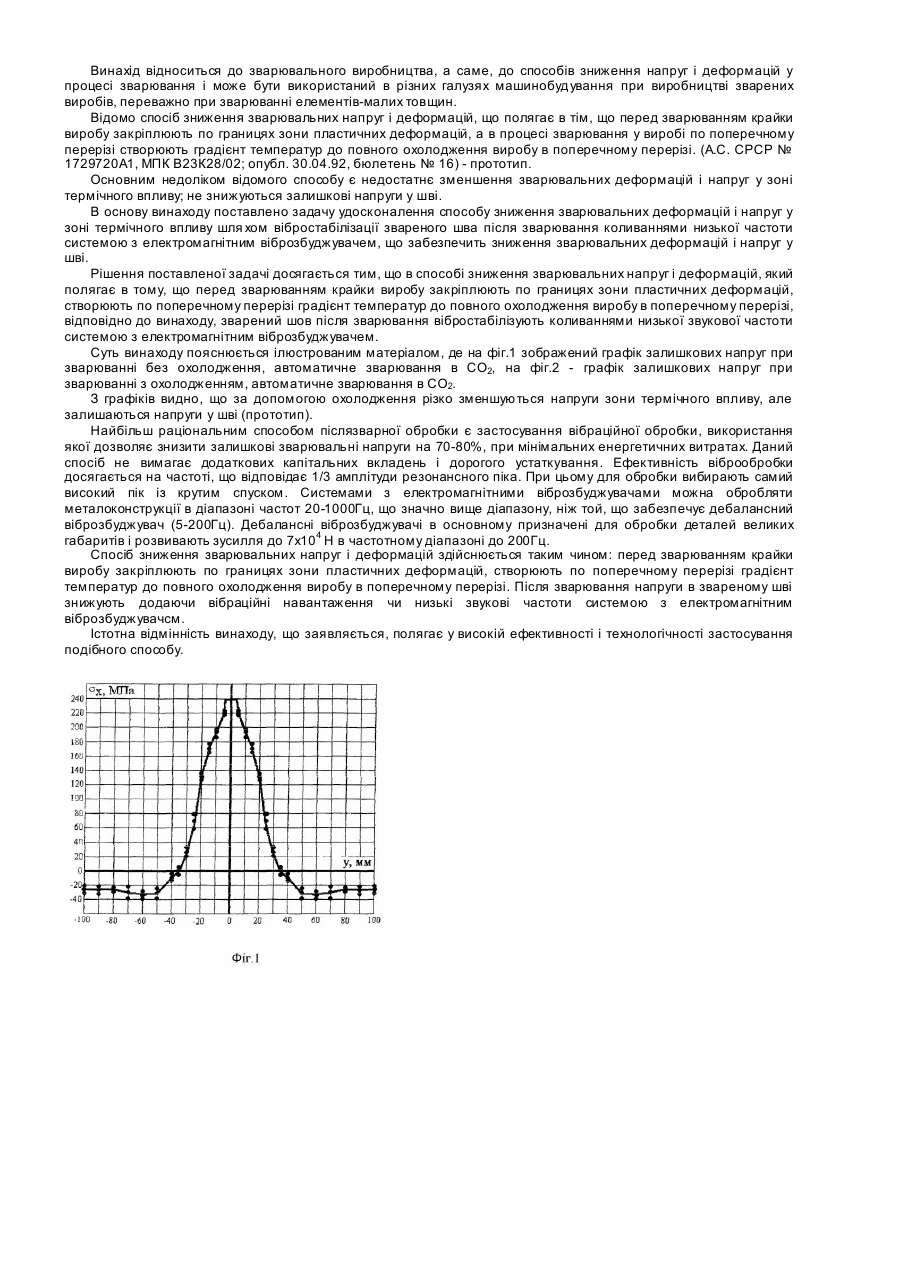
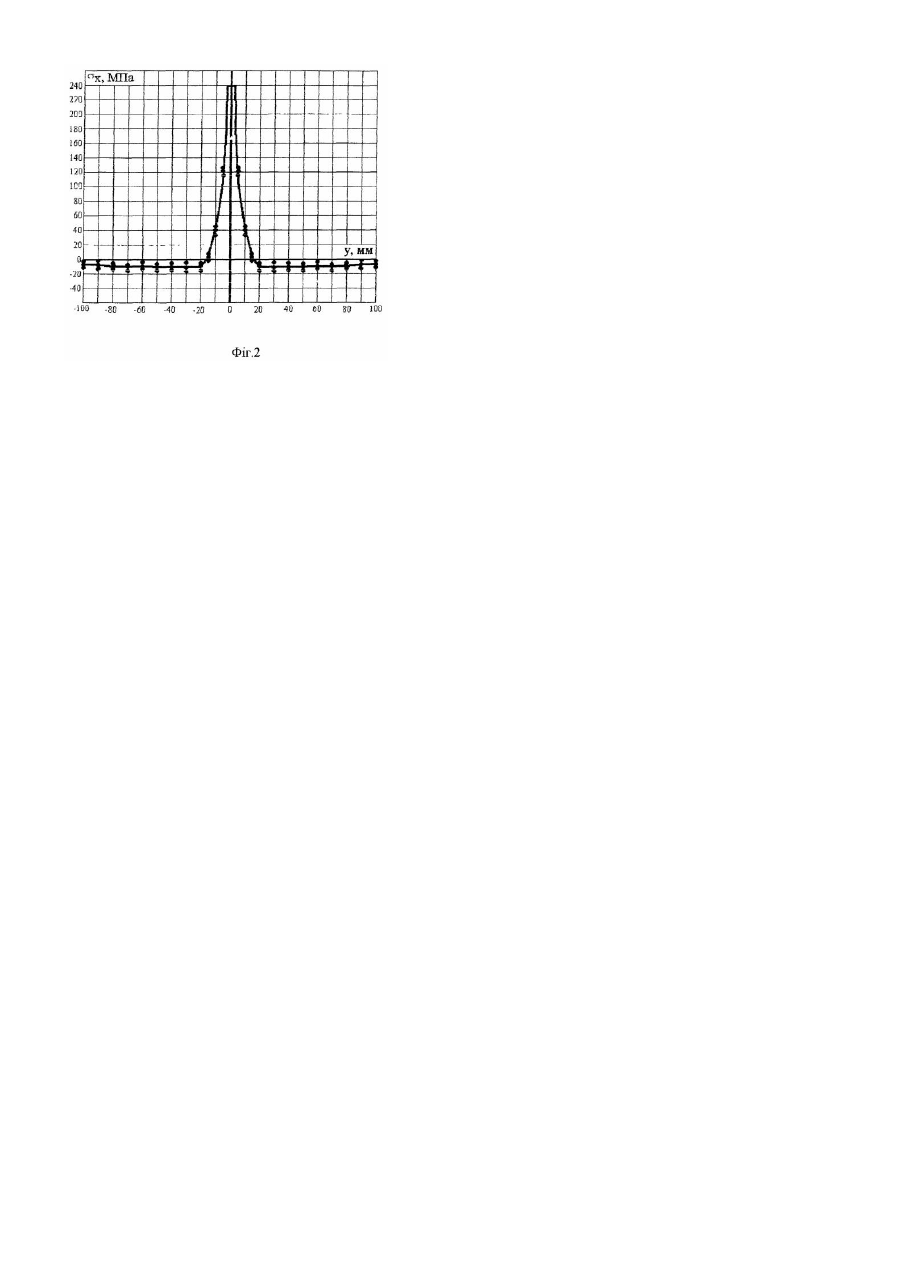
Винахід відноситься до зварювального виробництва, а саме, до способів зниження напруг і деформацій у процесі зварювання і може бути використаний в різних галузях машинобудування при виробництві зварених виробів, переважно при зварюванні елементів-малих товщин. Відомо спосіб зниження зварювальних напруг і деформацій, що полягає в тім, що перед зварюванням крайки виробу закріплюють по границях зони пластичних деформацій, а в процесі зварювання у виробі по поперечному перерізі створюють градієнт температур до повного охолодження виробу в поперечному перерізі. (А.С. СРСР № 1729720А1, МПК В23К28/02; опубл. 30.04.92, бюлетень № 16) - прототип. Основним недоліком відомого способу є недостатнє зменшення зварювальних деформацій і напруг у зоні термічного впливу; не знижуються залишкові напруги у шві. В основу винаходу поставлено задачу удосконалення способу зниження зварювальних деформацій і напруг у зоні термічного впливу шля хом вібростабілізації звареного шва після зварювання коливаннями низької частоти системою з електромагнітним віброзбуджувачем, що забезпечить зниження зварювальних деформацій і напруг у шві. Рішення поставленої задачі досягається тим, що в способі зниження зварювальних напруг і деформацій, який полягає в тому, що перед зварюванням крайки виробу закріплюють по границях зони пластичних деформацій, створюють по поперечному перерізі градієнт температур до повного охолодження виробу в поперечному перерізі, відповідно до винаходу, зварений шов після зварювання вібростабілізують коливаннями низької звукової частоти системою з електромагнітним віброзбуджувачем. Суть винаходу пояснюється ілюстрованим матеріалом, де на фіг.1 зображений графік залишкових напруг при зварюванні без охолодження, автоматичне зварювання в СО2, на фіг.2 - графік залишкових напруг при зварюванні з охолодженням, автоматичне зварювання в СО2. З графіків видно, що за допомогою охолодження різко зменшуються напруги зони термічного впливу, але залишаються напруги у шві (прототип). Найбільш раціональним способом післязварної обробки є застосування вібраційної обробки, використання якої дозволяє знизити залишкові зварювальні напруги на 70-80%, при мінімальних енергетичних витратах. Даний спосіб не вимагає додаткових капітальних вкладень і дорогого устаткування. Ефективність віброобробки досягається на частоті, що відповідає 1/3 амплітуди резонансного піка. При цьому для обробки вибирають самий високий пік із крутим спуском. Системами з електромагнітними віброзбуджувачами можна обробляти металоконструкції в діапазоні частот 20-1000Гц, що значно вище діапазону, ніж той, що забезпечує дебалансний віброзбуджувач (5-200Гц). Дебалансні віброзбуджувачі в основному призначені для обробки деталей великих габаритів і розвивають зусилля до 7х104 Н в частотному діапазоні до 200Гц. Спосіб зниження зварювальних напруг і деформацій здійснюється таким чином: перед зварюванням крайки виробу закріплюють по границях зони пластичних деформацій, створюють по поперечному перерізі градієнт температур до повного охолодження виробу в поперечному перерізі. Після зварювання напруги в звареному шві знижують додаючи вібраційні навантаження чи низькі звукові частоти системою з електромагнітним віброзбуджувачсм. Істотна відмінність винаходу, що заявляється, полягає у високій ефективності і технологічності застосування подібного способу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction of welding stresses and deformations
Автори англійськоюHedrovych Anatolii Ivanovych, Zhydkov Andrii Borysovych
Назва патенту російськоюСпособ снижения сварочных напряжений и деформаций
Автори російськоюГедрович Анатолий Иванович, Жидков Андрей Борисович
МПК / Мітки
МПК: B23K 9/038, B23K 9/035
Мітки: зниження, спосіб, напруг, зварювальних, деформацій
Код посилання
<a href="https://ua.patents.su/2-67212-sposib-znizhennya-zvaryuvalnikh-naprug-i-deformacijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зниження зварювальних напруг і деформацій</a>
Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53060
Опубліковано: 15.01.2003
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Друзь Олег Миколайович
МПК: B23K 33/00
Мітки: зменшення, напруг, спосіб, деформацій, зварювальних
Формула / Реферат:
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі, за зварювальною ванною, створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від осі шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолодження ділянки зони...
Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53088
Опубліковано: 15.01.2003
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
МПК: B23K 9/035, B23K 9/038
Мітки: зменшення, деформацій, зварювальних, напруг, спосіб
Формула / Реферат:
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджувальну рідину підводять безпосередньо до...
Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 62163
Опубліковано: 15.12.2003
Автори: Гедрович Анатолій Іванович, Друзь Олег Миколайович
МПК: B23K 9/038, B23K 9/035
Мітки: зменшення, спосіб, залишкових, зварювальних, деформацій, напруг
Формула / Реферат:
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур по поперечному перерізу звареного з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізу, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину (холодоагент), у вигляді піни, підводять...
Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 64105
Опубліковано: 16.02.2004
Автори: Друзь Олег Миколайович, Гедрович Анатолій Іванович
МПК: B23K 9/038, B23K 9/035
Мітки: зварювальних, зменшення, спосіб, залишкових, деформацій, напруг
Формула / Реферат:
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур у поперечному перерізі звареного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину, а саме, хладоагент у вигляді піни, підводять...
Охолоджуючий пристрій для зниження зварювальних деформацій та напруг
Номер патенту: 47721
Опубліковано: 15.07.2002
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
МПК: B23K 9/038, B23K 9/035
Мітки: зварювальних, охолоджуючий, зниження, деформацій, пристрій, напруг
Формула / Реферат:
1. Охолоджуючий пристрій для зниження зварювальних деформацій та напруг, що містить коритоподібний ложемент-кондуктор з установленими на його дні ребрами у вигляді грат, заповнений волокнистим матеріалом, нижня частина якого занурена в охолоджувач, що наливається в ложемент-кондуктор, який відрізняється тим, що ребра у вигляді грат, виконаних з міді або металу, що не іржавіє, не торкаються дна коритоподібного ложемента-кондуктора, пристрій...
Попередній патент: Пристрій для змащування гребенів колісних пар рейкового транспортного засобу
Наступний патент: Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Випадковий патент: Спосіб оптимізації відправлення та доставки поштових та малогабаритних вантажних посилок та пристрій для його реалізації