Пристрій для лиття видавлюванням з кристалізацією під тиском
Номер патенту: 67886
Опубліковано: 15.07.2004
Автори: Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Тарасевич Микола Іванович, Яковишин Олег Анатолійович, Шульга Василь Тимофійович
Формула / Реферат
Пристрій для лиття видавлюванням з кристалізацією під тиском, що включає станину з валом і приводом його повороту, закріплену на валу опорну плиту з контейнером, рухому плиту з камерою видавлювання, механізм вертикального переміщення рухомої плити і механізми фіксації контейнера, і камери видавлювання, який відрізняється тим, що футерівка пуансона контейнера виконана таким чином, що навколо ливникового каналу утворюється обмежувальне кільце товщиною 10-30 мм, висота якого більша на 5-10 мм від частки, отриманої в результаті ділення об'єму зім'ятої формувальної суміші на площу дзеркала розплавленого металу, обмеженого футерівкою бокової стінки камери видавлювання і зовнішньою частиною кільця.
Текст
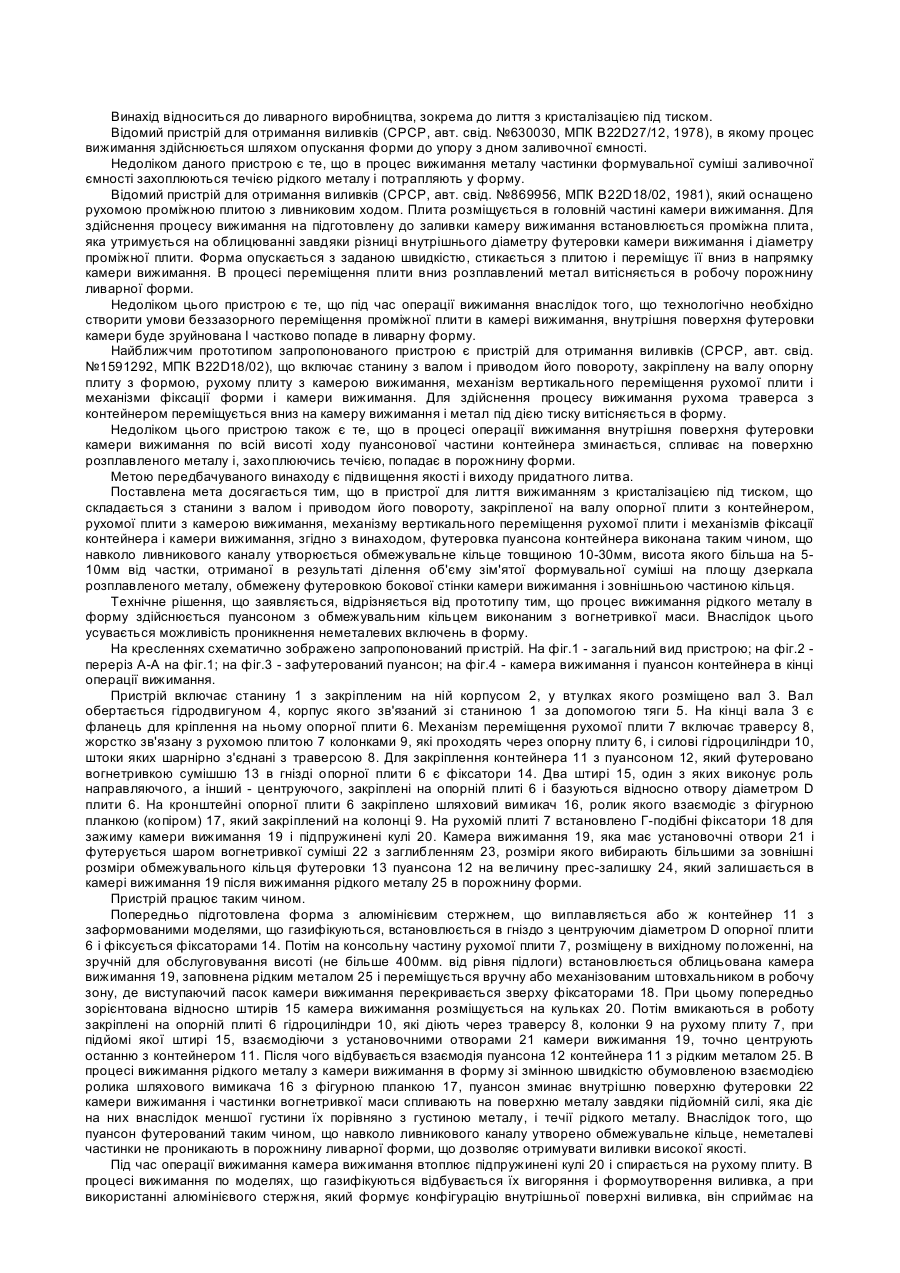
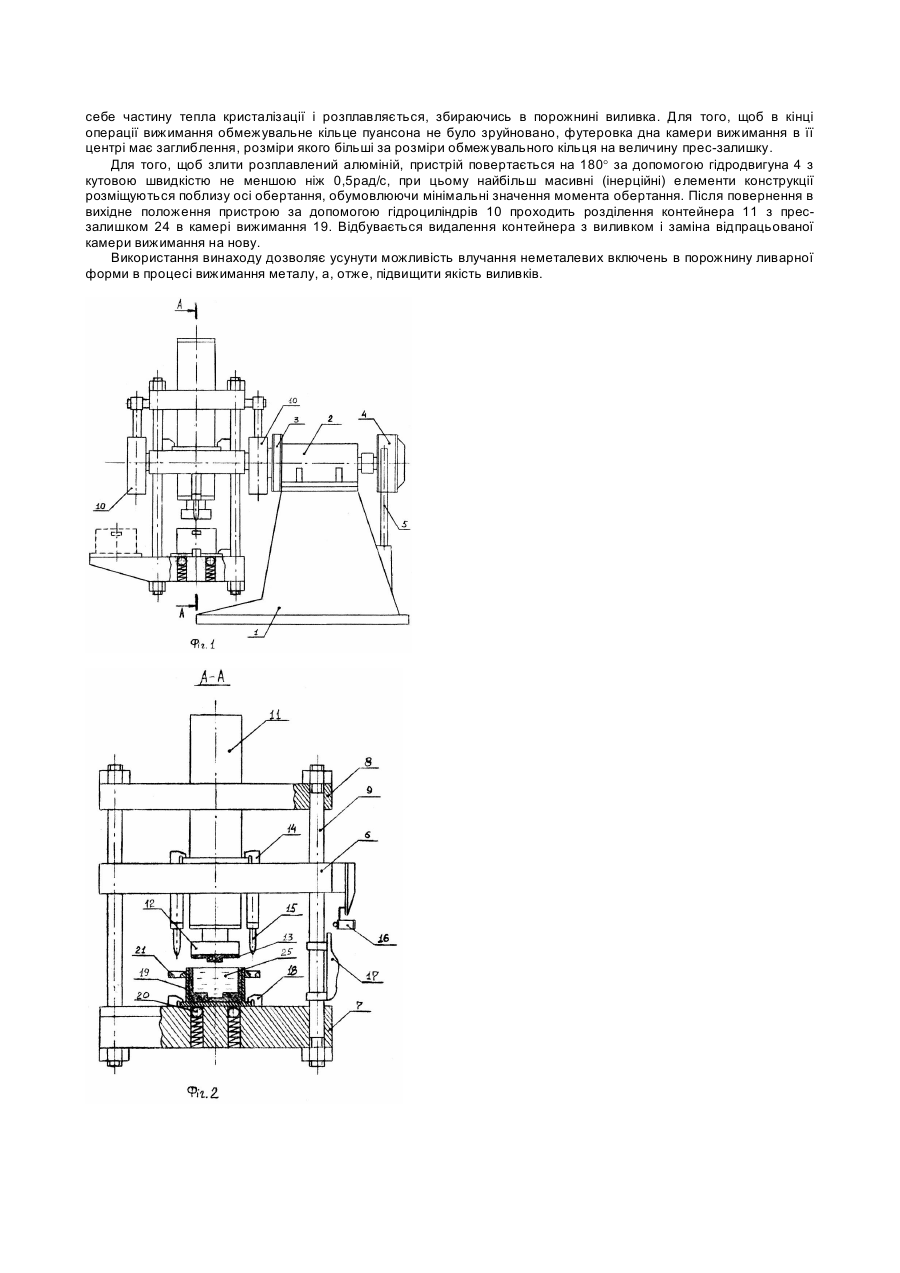
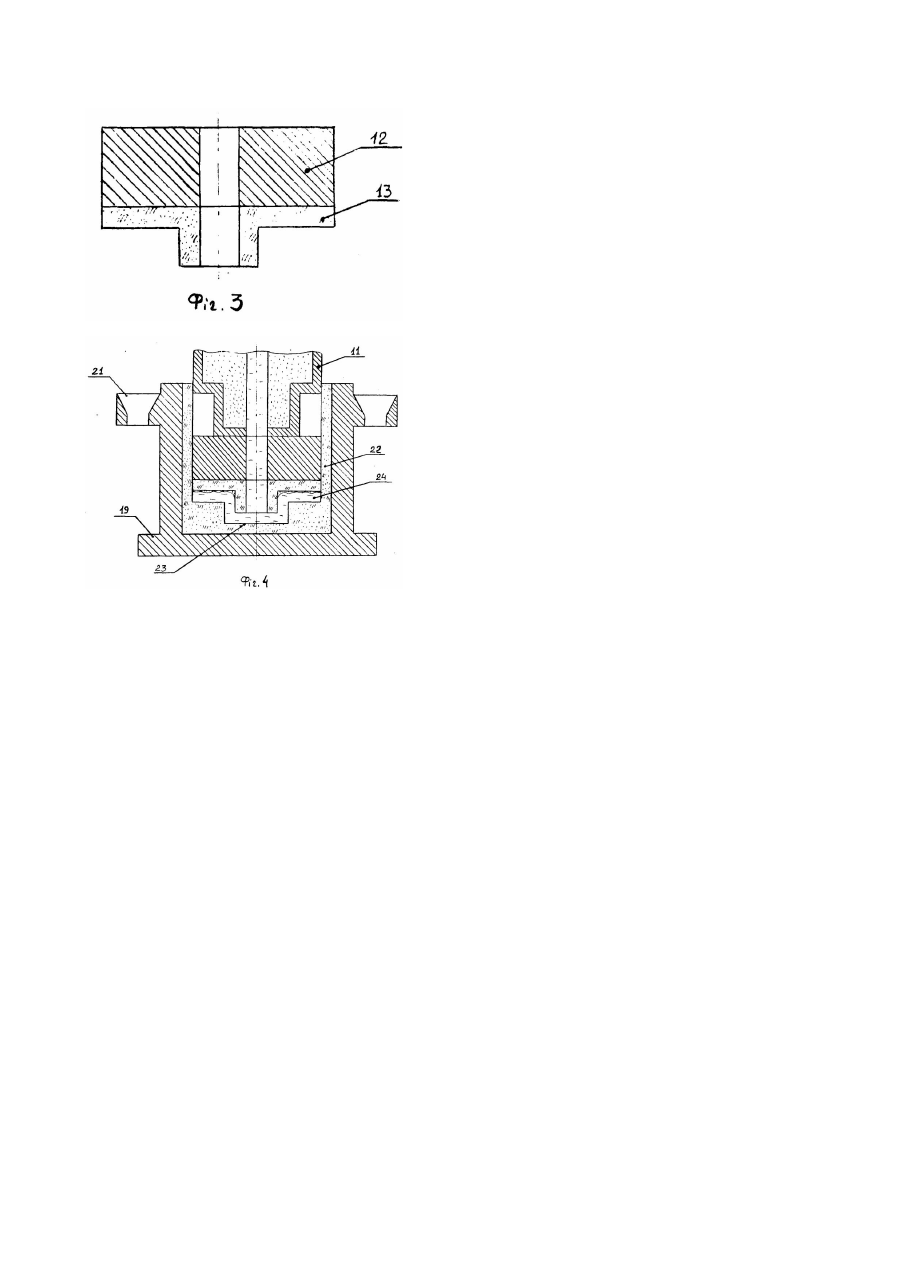
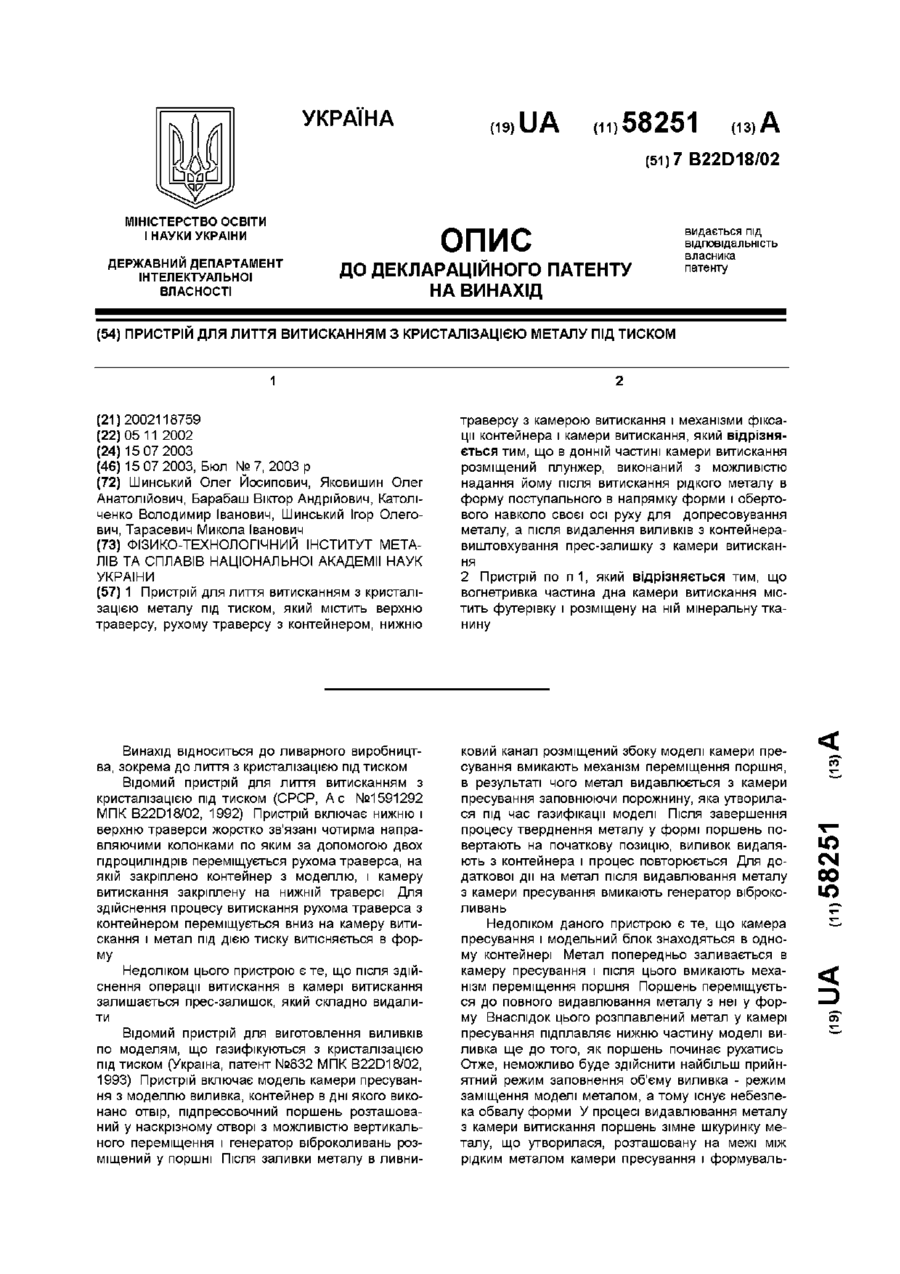
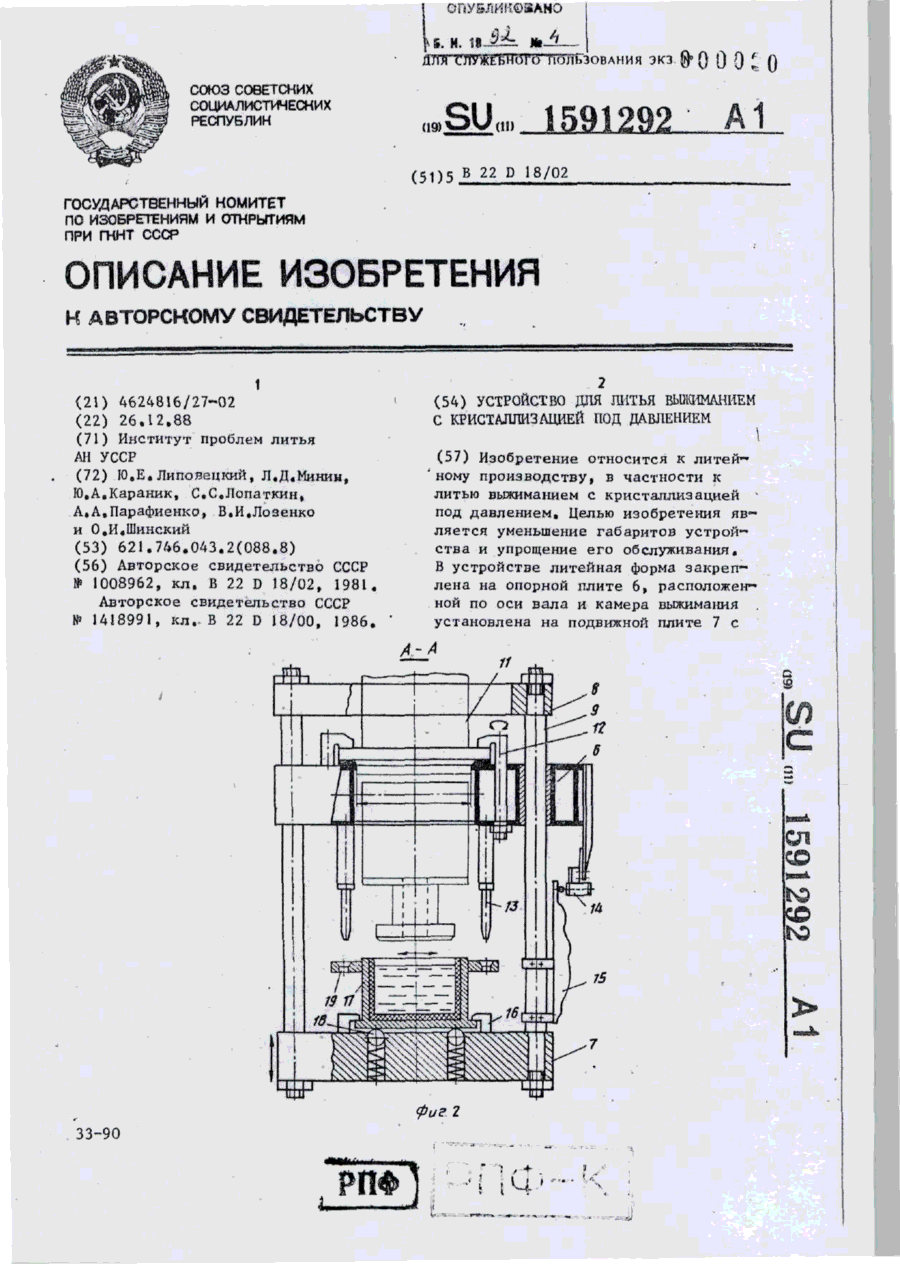
Винахід відноситься до ливарного виробництва, зокрема до лиття з кристалізацією під тиском. Відомий пристрій для отримання виливків (СРСР, авт. свід. №630030, МПК B22D27/12, 1978), в якому процес вижимання здійснюється шляхом опускання форми до упору з дном заливочної ємності. Недоліком даного пристрою є те, що в процес вижимання металу частинки формувальної суміші заливочної ємності захоплюються течією рідкого металу і потрапляють у форму. Відомий пристрій для отримання виливків (СРСР, авт. свід. №869956, МПК B22D18/02, 1981), який оснащено рухомою проміжною плитою з ливниковим ходом. Плита розміщується в головній частині камери вижимання. Для здійснення процесу вижимання на підготовлену до заливки камеру вижимання встановлюється проміжна плита, яка утримується на облицюванні завдяки різниці внутрішнього діаметру футеровки камери вижимання і діаметру проміжної плити. Форма опускається з заданою швидкістю, стикається з плитою і переміщує її вниз в напрямку камери вижимання. В процесі переміщення плити вниз розплавлений метал витісняється в робочу порожнину ливарної форми. Недоліком цього пристрою є те, що під час операції вижимання внаслідок того, що технологічно необхідно створити умови беззазорного переміщення проміжної плити в камері вижимання, внутрішня поверхня футеровки камери буде зруйнована І частково попаде в ливарну форму. Найближчим прототипом запропонованого пристрою є пристрій для отримання виливків (СРСР, авт. свід. №1591292, МПК B22D18/02), що включає станину з валом і приводом його повороту, закріплену на валу опорну плиту з формою, рухому плиту з камерою вижимання, механізм вертикального переміщення рухомої плити і механізми фіксації форми і камери вижимання. Для здійснення процесу вижимання рухома траверса з контейнером переміщується вниз на камеру вижимання і метал під дією тиску витісняється в форму. Недоліком цього пристрою також є те, що в процесі операції вижимання внутрішня поверхня футеровки камери вижимання по всій висоті ходу пуансонової частини контейнера зминається, спливає на поверхню розплавленого металу і, захоплюючись течією, попадає в порожнину форми. Метою передбачуваного винаходу є підвищення якості і виходу придатного литва. Поставлена мета досягається тим, що в пристрої для лиття вижиманням з кристалізацією під тиском, що складається з станини з валом і приводом його повороту, закріпленої на валу опорної плити з контейнером, рухомої плити з камерою вижимання, механізму вертикального переміщення рухомої плити і механізмів фіксації контейнера і камери вижимання, згідно з винаходом, футеровка пуансона контейнера виконана таким чином, що навколо ливникового каналу утворюється обмежувальне кільце товщиною 10-30мм, висота якого більша на 510мм від частки, отриманої в результаті ділення об'єму зім'ятої формувальної суміші на площу дзеркала розплавленого металу, обмежену футеровкою бокової стінки камери вижимання і зовнішньою частиною кільця. Технічне рішення, що заявляється, відрізняється від прототипу тим, що процес вижимання рідкого металу в форму здійснюється пуансоном з обмежувальним кільцем виконаним з вогнетривкої маси. Внаслідок цього усувається можливість проникнення неметалевих включень в форму. На кресленнях схематично зображено запропонований пристрій. На фіг.1 - загальний вид пристрою; на фіг.2 переріз А-А на фіг.1; на фіг.3 - зафутерований пуансон; на фіг.4 - камера вижимання і пуансон контейнера в кінці операції вижимання. Пристрій включає станину 1 з закріпленим на ній корпусом 2, у втулках якого розміщено вал 3. Вал обертається гідродвигуном 4, корпус якого зв'язаний зі станиною 1 за допомогою тяги 5. На кінці вала 3 є фланець для кріплення на ньому опорної плити 6. Механізм переміщення рухомої плити 7 включає траверсу 8, жорстко зв'язану з рухомою плитою 7 колонками 9, які проходять через опорну плиту 6, і силові гідроциліндри 10, штоки яких шарнірно з'єднані з траверсою 8. Для закріплення контейнера 11 з пуансоном 12, який футеровано вогнетривкою сумішшю 13 в гнізді опорної плити 6 є фіксатори 14. Два штирі 15, один з яких виконує роль направляючого, а інший - центруючого, закріплені на опорній плиті 6 і базуються відносно отвору діаметром D плити 6. На кронштейні опорної плити 6 закріплено шляховий вимикач 16, ролик якого взаємодіє з фігурною планкою (копіром) 17, який закріплений на колонці 9. На рухомій плиті 7 встановлено Г-подібні фіксатори 18 для зажиму камери вижимання 19 і підпружинені кулі 20. Камера вижимання 19, яка має установочні отвори 21 і футерується шаром вогнетривкої суміші 22 з заглибленням 23, розміри якого вибирають більшими за зовнішні розміри обмежувального кільця футеровки 13 пуансона 12 на величину прес-залишку 24, який залишається в камері вижимання 19 після вижимання рідкого металу 25 в порожнину форми. Пристрій працює таким чином. Попередньо підготовлена форма з алюмінієвим стержнем, що виплавляється або ж контейнер 11 з заформованими моделями, що газифікуються, встановлюється в гніздо з центруючим діаметром D опорної плити 6 і фіксується фіксаторами 14. Потім на консольну частину рухомої плити 7, розміщену в вихідному положенні, на зручній для обслуговування висоті (не більше 400мм. від рівня підлоги) встановлюється облицьована камера вижимання 19, заповнена рідким металом 25 і переміщується вручну або механізованим штовхальником в робочу зону, де виступаючий пасок камери вижимання перекривається зверху фіксаторами 18. При цьому попередньо зорієнтована відносно штирів 15 камера вижимання розміщується на кульках 20. Потім вмикаються в роботу закріплені на опорній плиті 6 гідроциліндри 10, які діють через траверсу 8, колонки 9 на рухому плиту 7, при підйомі якої штирі 15, взаємодіючи з установочними отворами 21 камери вижимання 19, точно центрують останню з контейнером 11. Після чого відбувається взаємодія пуансона 12 контейнера 11 з рідким металом 25. В процесі вижимання рідкого металу з камери вижимання в форму зі змінною швидкістю обумовленою взаємодією ролика шляхового вимикача 16 з фігурною планкою 17, пуансон зминає внутрішню поверхню футеровки 22 камери вижимання і частинки вогнетривкої маси спливають на поверхню металу завдяки підйомній силі, яка діє на них внаслідок меншої густини їх порівняно з густиною металу, і течії рідкого металу. Внаслідок того, що пуансон футерований таким чином, що навколо ливникового каналу утворено обмежувальне кільце, неметалеві частинки не проникають в порожнину ливарної форми, що дозволяє отримувати виливки високої якості. Під час операції вижимання камера вижимання втоплює підпружинені кулі 20 і спирається на рухому плиту. В процесі вижимання по моделях, що газифікуються відбувається їх вигоряння і формоутворення виливка, а при використанні алюмінієвого стержня, який формує конфігурацію внутрішньої поверхні виливка, він сприймає на себе частину тепла кристалізації і розплавляється, збираючись в порожнині виливка. Для того, щоб в кінці операції вижимання обмежувальне кільце пуансона не було зруйновано, футеровка дна камери вижимання в її центрі має заглиблення, розміри якого більші за розміри обмежувального кільця на величину прес-залишку. Для того, щоб злити розплавлений алюміній, пристрій повертається на 180° за допомогою гідродвигуна 4 з кутовою швидкістю не меншою ніж 0,5рад/с, при цьому найбільш масивні (інерційні) елементи конструкції розміщуються поблизу осі обертання, обумовлюючи мінімальні значення момента обертання. Після повернення в вихідне положення пристрою за допомогою гідроциліндрів 10 проходить розділення контейнера 11 з пресзалишком 24 в камері вижимання 19. Відбувається видалення контейнера з виливком і заміна відпрацьованої камери вижимання на нову. Використання винаходу дозволяє усунути можливість влучання неметалевих включень в порожнину ливарної форми в процесі вижимання металу, а, отже, підвищити якість виливків.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for casting by extrusion with crystallization under pressure
Автори англійськоюShynskyi Oleh Yosypovych, Shulha Vasyl Tymofiiovych, Yakovyshyn Oleh Anatoliiovych, Shynskyi Ihor Olehovych, Tarasevych Mykola Ivanovych
Назва патенту російськоюУстройство для литья выдавливанием с кристаллизацией под давлением
Автори російськоюШинский Олег Иосифович, Шульга Василий Тимофеевич, Яковишин Олег Анатольевич, Шинский Игорь Олегович, Тарасевич Николай Иванович
МПК / Мітки
МПК: B22D 18/00
Мітки: кристалізацією, видавлюванням, лиття, пристрій, тиском
Код посилання
<a href="https://ua.patents.su/3-67886-pristrijj-dlya-littya-vidavlyuvannyam-z-kristalizaciehyu-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття видавлюванням з кристалізацією під тиском</a>
Пристрій для лиття витисканням з кристалізацією металу під тиском
Номер патенту: 58251
Опубліковано: 15.07.2003
Автори: Шинський Олег Йосипович, Католіченко Володимир Іванович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Тарасевич Микола Іванович, Яковишин Олег Анатолійович, Барабаш Віктор Андрійович
МПК: B22D 18/00
Мітки: витисканням, пристрій, металу, лиття, тиском, кристалізацією
Формула / Реферат:
1. Пристрій для лиття витисканням з кристалізацією металу під тиском, який містить верхню траверсу, рухому траверсу з контейнером, нижню траверсу з камерою витискання і механізми фіксації контейнера і камери витискання, який відрізняється тим, що в донній частині камери витискання розміщений плунжер, виконаний з можливістю надання йому після витискання рідкого металу в форму поступального в напрямку форми і обертового навколо своєї осі руху...
Спосіб та пристрій для безперервної плавки та лиття металів з кристалізацією під тиском
Номер патенту: 20676
Опубліковано: 02.09.1997
Автори: Санніков Владислав Олександрович, Щеглов Володимир Михайлович, Примак Іван Никонорович, Таранов Євген Дмитрович, Грибов Микола Миколайович
МПК: B22D 19/14, B22D 18/00
Мітки: лиття, тиском, плавки, пристрій, кристалізацією, спосіб, безперервної, металів
Формула / Реферат:
1. Способ для непрерывной плавки и литья металлов с кристаллизацией под давлением, включающий плавление в индукционной печи шихтовой заготовки и периодическое заполнение жидким металлом методом выжимания с кристаллизацией под давлением сочлененной с печью литейной формы, отличающийся тем, что плавление верхней части периодически подаваемой снизу шихтовой заготовки постоянного сечения осуществляется в индукционной печи непрерывно, а...
Устаткування для лиття вижиманням з кристалізацією під тиском
Номер патенту: 722
Опубліковано: 15.12.1993
Автори: Лопаткін Сергій Сергійович, Мінін Леонід Дмитрович, Лозенко Віктор Іванович, Шинський Олег Йосипович, Каранік Юрій Аполінарійович, Ліповецький Юрій Євсійович, Парафієнко Олексій Олексійович
Мітки: устаткування, кристалізацією, тиском, лиття, вижиманням
Текст:
...этом предварительно сориентированная относительно штырей 13 камера выжимания размещается на шариках 18, Затем включаются в работу закрепленные на опорной плите 6 гидроцилиндры 10, которые воздействуют через траверсу 8, колонки 9 на подвижную плиту 7, при подъеме которой штыри 13, взаимодействуя с установочными отверстиями 19 в камере выжимания 17, точно центрируют последнюю с формой» Затем происходит взаимодействие пуансона формы (пуансоновой...
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Валігура Анатолій Іванович, Шинський Олег Йосипович, Єфімов Віктор Олексійович, Черненко Надія Георгієвна, Шульга Василь Тимофійович, Сінчугов Олександр Юр'євич, Примак Іван Никонорович
МПК: B22C 9/04, B22D 18/04
Мітки: газифкуються, виготовлення, тиском, виливків, кристалізацією, моделям, спосіб
Формула / Реферат:
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Формозамикаючий пристрій для машини для лиття під тиском
Номер патенту: 32587
Опубліковано: 15.02.2001
Автор: Вольраб Вальтер
МПК: B29C 45/64
Мітки: пристрій, машини, формозамикаючий, тиском, лиття
Текст:
...замыкания подается рабочая жидкость от источника рабочей жидкости, второй многоходовой клапан имеет возможность включения в коммутационную позицию а, в которой шпиндельный цилиндр соединяется с баком Т, а третий многоходовой клапан имеет возможность включения в коммутационную позицию Ь, в которой гидравлический трубопровод к системе мультипликатора перекрыт, во втором положении функционирования гидравлической системы, рост давления...
Попередній патент: Спосіб ампутації гомілки
Наступний патент: Спосіб виготовлення градієнтних постійних магнітів
Випадковий патент: Пристрій для розливання газованих напоїв та триходовий кран (варіанти)