Спосіб відновлення колектора
Номер патенту: 68073
Опубліковано: 15.07.2004
Автори: Волков Володимир Миколайович, Піліграм Сергій Сергійович, Шматченко Василь Іванович, Чеча Петро Тарасович, Бобко Валерій Олексійович, Кисельов Олексій Олександрович, Корінько Іван Васильович, Кравчук Анатолій Леонтійович
Формула / Реферат
Спосіб відновлення колектора, який включає формування труби в колекторі з утворенням міжтрубного простору, наступне заповнення міжтрубного простору зв'язуючим розчином, який відрізняється тим, що формування труби виконують шляхом послідовного з'єднання термопластичних рукавів, на зовнішній поверхні яких виконані поперечні анкерні ребра і закріплені кільцеві армуючі елементи.
Текст
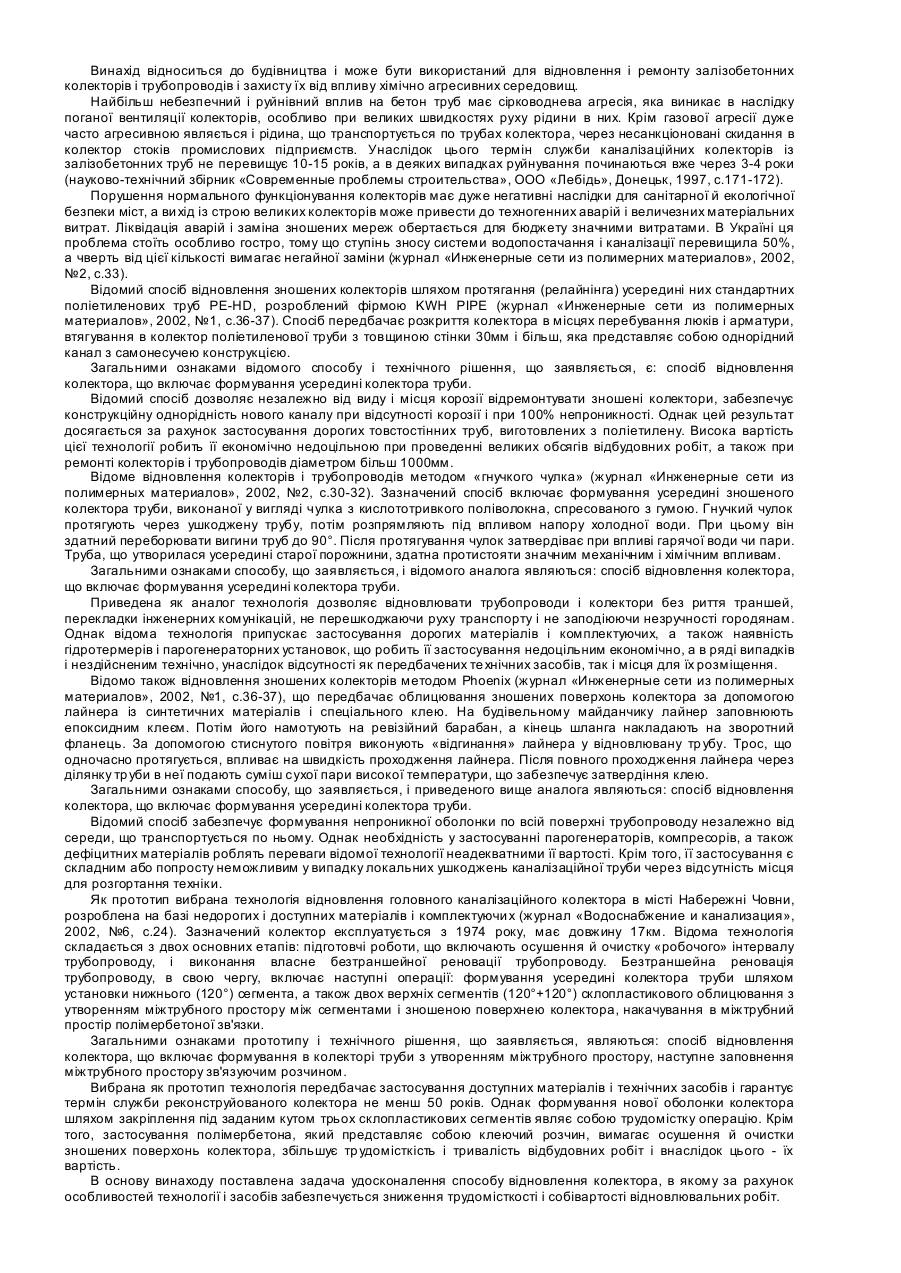
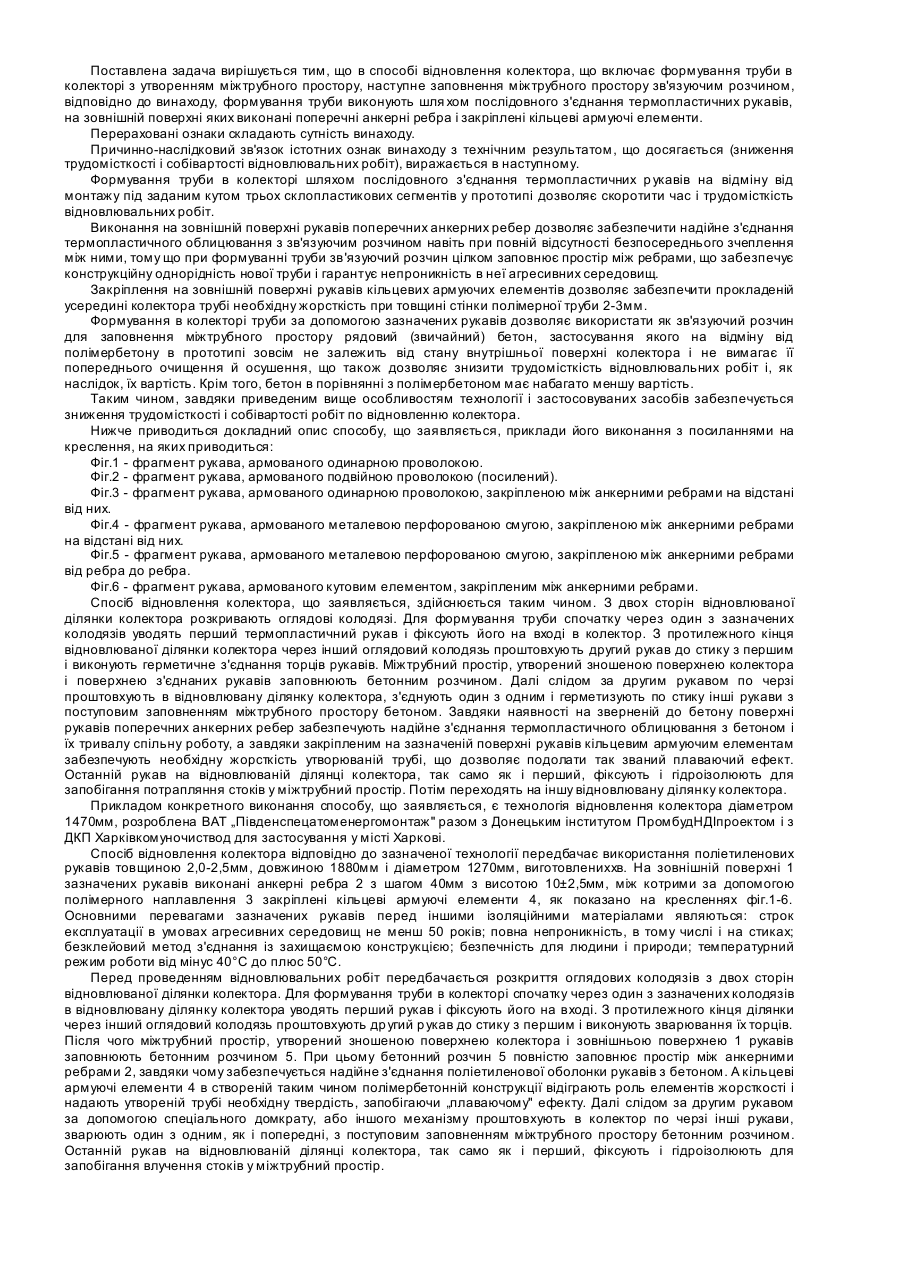
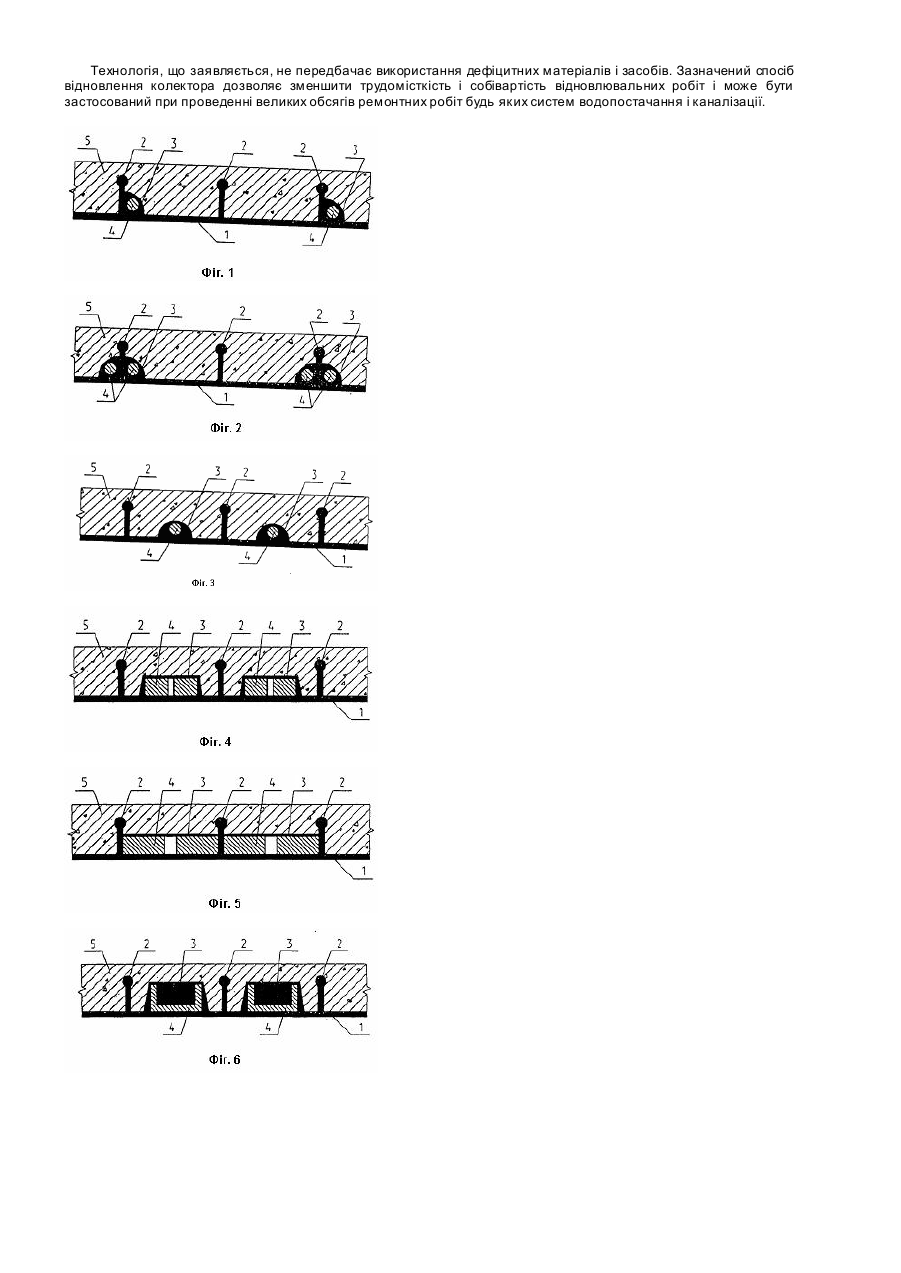
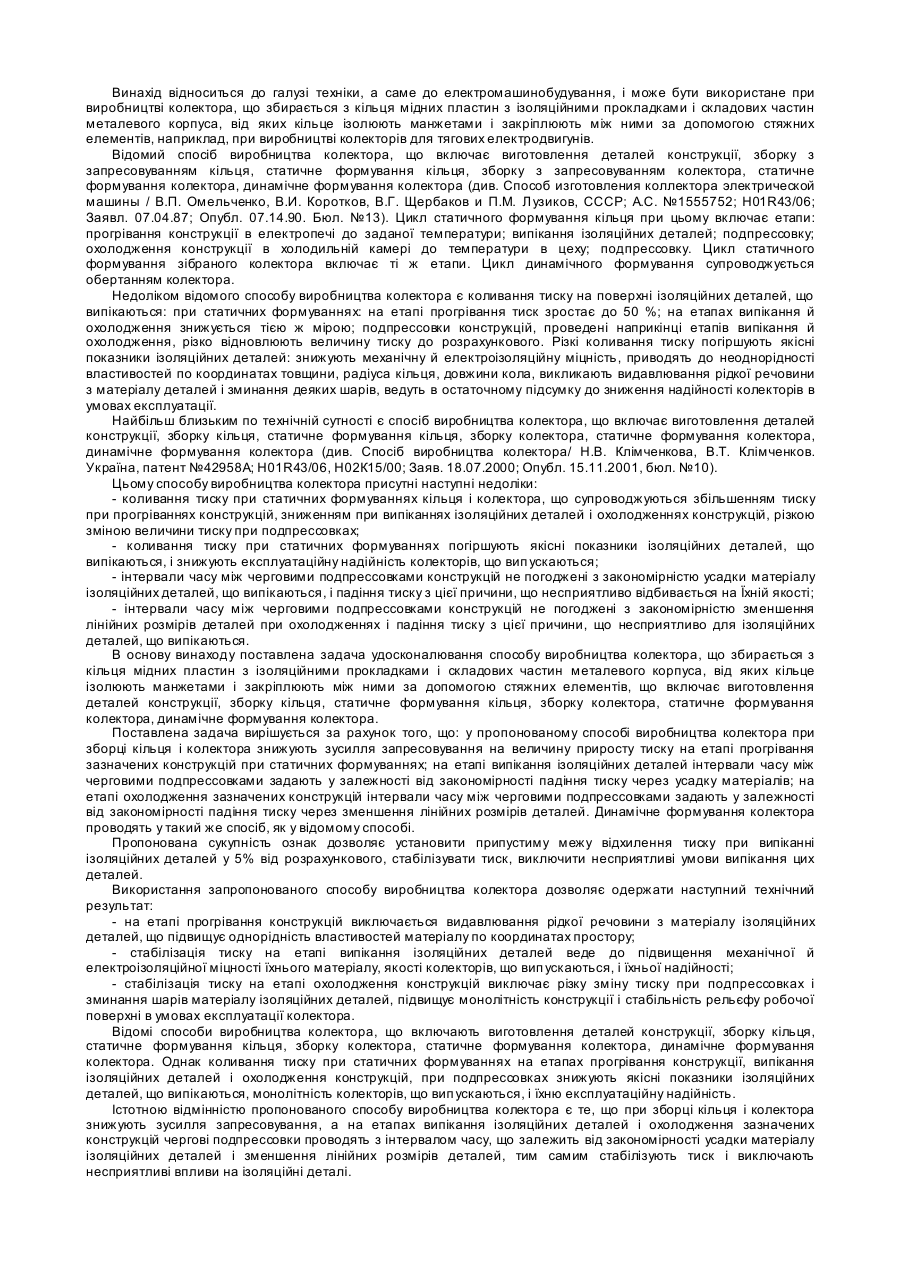
Винахід відноситься до будівництва і може бути використаний для відновлення і ремонту залізобетонних колекторів і трубопроводів і захисту їх від впливу хімічно агресивних середовищ. Найбільш небезпечний і руйнівний вплив на бетон труб має сірководнева агресія, яка виникає в наслідку поганої вентиляції колекторів, особливо при великих швидкостях руху рідини в них. Крім газової агресії дуже часто агресивною являється і рідина, що транспортується по трубах колектора, через несанкціоновані скидання в колектор стоків промислових підприємств. Унаслідок цього термін служби каналізаційних колекторів із залізобетонних труб не перевищує 10-15 років, а в деяких випадках руйнування починаються вже через 3-4 роки (науково-технічний збірник «Современные проблемы строительства», ООО «Лебідь», Донецьк, 1997, с.171-172). Порушення нормального функціонування колекторів має дуже негативні наслідки для санітарної й екологічної безпеки міст, а ви хід із строю великих колекторів може привести до техногенних аварій і величезних матеріальних витрат. Ліквідація аварій і заміна зношених мереж обертається для бюджету значними витратами. В Україні ця проблема стоїть особливо гостро, тому що ступінь зносу системи водопостачання і каналізації перевищила 50%, а чверть від цієї кількості вимагає негайної заміни (журнал «Инженерные сети из полимерних материалов», 2002, №2, с.33). Відомий спосіб відновлення зношених колекторів шляхом протягання (релайнінга) усередині них стандартних поліетиленових труб PE-HD, розроблений фірмою KWH PIPE (журнал «Инженерные сети из полимерных материалов», 2002, №1, с.36-37). Спосіб передбачає розкриття колектора в місцях перебування люків і арматури, втягування в колектор поліетиленової труби з товщиною стінки 30мм і більш, яка представляє собою однорідний канал з самонесучею конструкцією. Загальними ознаками відомого способу і технічного рішення, що заявляється, є: спосіб відновлення колектора, що включає формування усередині колектора труби. Відомий спосіб дозволяє незалежно від виду і місця корозії відремонтувати зношені колектори, забезпечує конструкційну однорідність нового каналу при відсутності корозії і при 100% непроникності. Однак цей результат досягається за рахунок застосування дорогих товстостінних труб, виготовлених з поліетилену. Висока вартість цієї технології робить її економічно недоцільною при проведенні великих обсягів відбудовних робіт, а також при ремонті колекторів і трубопроводів діаметром більш 1000мм. Відоме відновлення колекторів і трубопроводів методом «гнучкого чулка» (журнал «Инженерные сети из полимерных материалов», 2002, №2, с.30-32). Зазначений спосіб включає формування усередині зношеного колектора труби, виконаної у вигляді чулка з кислототривкого поліволокна, спресованого з гумою. Гнучкий чулок протягують через ушкоджену трубу, потім розпрямляють під впливом напору холодної води. При цьому він здатний переборювати вигини труб до 90°. Після протягування чулок затвердіває при впливі гарячої води чи пари. Труба, що утворилася усередині старої порожнини, здатна протистояти значним механічним і хімічним впливам. Загальними ознаками способу, що заявляється, і відомого аналога являються: спосіб відновлення колектора, що включає формування усередині колектора труби. Приведена як аналог технологія дозволяє відновлювати трубопроводи і колектори без риття траншей, перекладки інженерних комунікацій, не перешкоджаючи руху транспорту і не заподіюючи незручності городянам. Однак відома технологія припускає застосування дорогих матеріалів і комплектуючих, а також наявність гідротермерів і парогенераторних установок, що робить її застосування недоцільним економічно, а в ряді випадків і нездійсненим технічно, унаслідок відсутності як передбачених технічних засобів, так і місця для їх розміщення. Відомо також відновлення зношених колекторів методом Phoenix (журнал «Инженерные сети из полимерных материалов», 2002, №1, с.36-37), що передбачає облицювання зношених поверхонь колектора за допомогою лайнера із синтетичних матеріалів і спеціального клею. На будівельному майданчику лайнер заповнюють епоксидним клеєм. Потім його намотують на ревізійний барабан, а кінець шланга накладають на зворотний фланець. За допомогою стиснутого повітря виконують «відгинання» лайнера у відновлювану тр убу. Трос, що одночасно протягується, впливає на швидкість проходження лайнера. Після повного проходження лайнера через ділянку тр уби в неї подають суміш сухої пари високої температури, що забезпечує затвердіння клею. Загальними ознаками способу, що заявляється, і приведеного вище аналога являються: спосіб відновлення колектора, що включає формування усередині колектора труби. Відомий спосіб забезпечує формування непроникної оболонки по всій поверхні трубопроводу незалежно від середи, що транспортується по ньому. Однак необхідність у застосуванні парогенераторів, компресорів, а також дефіцитних матеріалів роблять переваги відомої технології неадекватними її вартості. Крім того, її застосування є складним або попросту неможливим у випадку локальних ушкоджень каналізаційної труби через відсутність місця для розгортання техніки. Як прототип вибрана технологія відновлення головного каналізаційного колектора в місті Набережні Човни, розроблена на базі недорогих і доступних матеріалів і комплектуючи х (журнал «Водоснабжение и канализация», 2002, №6, с.24). Зазначений колектор експлуатується з 1974 року, має довжину 17км. Відома технологія складається з двох основних етапів: підготовчі роботи, що включають осушення й очистку «робочого» інтервалу трубопроводу, і виконання власне безтраншейної реновації трубопроводу. Безтраншейна реновація трубопроводу, в свою чергу, включає наступні операції: формування усередині колектора труби шляхом установки нижнього (120°) сегмента, а також двох верхніх сегментів (120°+120°) склопластикового облицювання з утворенням міжтрубного простору між сегментами і зношеною поверхнею колектора, накачування в міжтрубний простір полімербетоної зв'язки. Загальними ознаками прототипу і технічного рішення, що заявляється, являються: спосіб відновлення колектора, що включає формування в колекторі труби з утворенням міжтрубного простору, наступне заповнення міжтрубного простору зв'язуючим розчином. Вибрана як прототип технологія передбачає застосування доступних матеріалів і технічних засобів і гарантує термін служби реконструйованого колектора не менш 50 років. Однак формування нової оболонки колектора шляхом закріплення під заданим кутом трьох склопластикових сегментів являє собою трудомістку операцію. Крім того, застосування полімербетона, який представляє собою клеючий розчин, вимагає осушення й очистки зношених поверхонь колектора, збільшує тр удомісткість і тривалість відбудовних робіт і внаслідок цього - їх вартість. В основу винаходу поставлена задача удосконалення способу відновлення колектора, в якому за рахунок особливостей технології і засобів забезпечується зниження трудомісткості і собівартості відновлювальних робіт. Поставлена задача вирішується тим, що в способі відновлення колектора, що включає формування труби в колекторі з утворенням міжтрубного простору, наступне заповнення міжтрубного простору зв'язуючим розчином, відповідно до винаходу, формування труби виконують шля хом послідовного з'єднання термопластичних рукавів, на зовнішній поверхні яких виконані поперечні анкерні ребра і закріплені кільцеві армуючі елементи. Перераховані ознаки складають сутність винаходу. Причинно-наслідковий зв'язок істотних ознак винаходу з технічним результатом, що досягається (зниження трудомісткості і собівартості відновлювальних робіт), виражається в наступному. Формування труби в колекторі шляхом послідовного з'єднання термопластичних р укавів на відміну від монтажу під заданим кутом трьох склопластикових сегментів у прототипі дозволяє скоротити час і трудомісткість відновлювальних робіт. Виконання на зовнішній поверхні рукавів поперечних анкерних ребер дозволяє забезпечити надійне з'єднання термопластичного облицювання з зв'язуючим розчином навіть при повній відсутності безпосереднього зчеплення між ними, тому що при формуванні труби зв'язуючий розчин цілком заповнює простір між ребрами, що забезпечує конструкційну однорідність нової труби і гарантує непроникність в неї агресивних середовищ. Закріплення на зовнішній поверхні рукавів кільцевих армуючих елементів дозволяє забезпечити прокладеній усередині колектора трубі необхідну жорсткість при товщині стінки полімерної труби 2-3мм. Формування в колекторі труби за допомогою зазначених рукавів дозволяє використати як зв'язуючий розчин для заповнення міжтрубного простору рядовий (звичайний) бетон, застосування якого на відміну від полімербетону в прототипі зовсім не залежить від стану внутрішньої поверхні колектора і не вимагає її попереднього очищення й осушення, що також дозволяє знизити трудомісткість відновлювальних робіт і, як наслідок, їх вартість. Крім того, бетон в порівнянні з полімербетоном має набагато меншу вартість. Таким чином, завдяки приведеним вище особливостям технології і застосовуваних засобів забезпечується зниження трудомісткості і собівартості робіт по відновленню колектора. Нижче приводиться докладний опис способу, що заявляється, приклади його виконання з посиланнями на креслення, на яких приводиться: Фіг.1 - фрагмент рукава, армованого одинарною проволокою. Фіг.2 - фрагмент рукава, армованого подвійною проволокою (посилений). Фіг.3 - фрагмент рукава, армованого одинарною проволокою, закріпленою між анкерними ребрами на відстані від них. Фіг.4 - фрагмент рукава, армованого металевою перфорованою смугою, закріпленою між анкерними ребрами на відстані від них. Фіг.5 - фрагмент рукава, армованого металевою перфорованою смугою, закріпленою між анкерними ребрами від ребра до ребра. Фіг.6 - фрагмент рукава, армованого кутовим елементом, закріпленим між анкерними ребрами. Спосіб відновлення колектора, що заявляється, здійснюється таким чином. З двох сторін відновлюваної ділянки колектора розкривають оглядові колодязі. Для формування труби спочатку через один з зазначених колодязів уводять перший термопластичний рукав і фіксують його на вході в колектор. З протилежного кінця відновлюваної ділянки колектора через інший оглядовий колодязь проштовхують другий рукав до стику з першим і виконують герметичне з'єднання торців рукавів. Міжтрубний простір, утворений зношеною поверхнею колектора і поверхнею з'єднаних рукавів заповнюють бетонним розчином. Далі слідом за другим рукавом по черзі проштовхують в відновлювану ділянку колектора, з'єднують один з одним і герметизують по стику інші рукави з поступовим заповненням міжтрубного простору бетоном. Завдяки наявності на зверненій до бетону поверхні рукавів поперечних анкерних ребер забезпечують надійне з'єднання термопластичного облицювання з бетоном і їх тривалу спільну роботу, а завдяки закріпленим на зазначеній поверхні рукавів кільцевим армуючим елементам забезпечують необхідну жорсткість утворюваній трубі, що дозволяє подолати так званий плаваючий ефект. Останній рукав на відновлюваній ділянці колектора, так само як і перший, фіксують і гідроізолюють для запобігання потрапляння стоків у міжтрубний простір. Потім переходять на іншу відновлювану ділянку колектора. Прикладом конкретного виконання способу, що заявляється, є технологія відновлення колектора діаметром 1470мм, розроблена ВАТ „Південспецатоменергомонтаж" разом з Донецьким інститутом ПромбудНДІпроектом і з ДКП Харківкомуночиствод для застосування у місті Харкові. Спосіб відновлення колектора відповідно до зазначеної технології передбачає використання поліетиленових рукавів товщиною 2,0-2,5мм, довжиною 1880мм і діаметром 1270мм, виготовлениххв. На зовнішній поверхні 1 зазначених рукавів виконані анкерні ребра 2 з шагом 40мм з висотою 10±2,5мм, між котрими за допомогою полімерного наплавлення 3 закріплені кільцеві армуючі елементи 4, як показано на кресленнях фіг.1-6. Основними перевагами зазначених рукавів перед іншими ізоляційними матеріалами являються: строк експлуатації в умовах агресивних середовищ не менш 50 років; повна непроникність, в тому числі і на стиках; безклейовий метод з'єднання із захищаємою конструкцією; безпечність для людини і природи; температурний режим роботи від мінус 40°С до плюс 50°С. Перед проведенням відновлювальних робіт передбачається розкриття оглядових колодязів з двох сторін відновлюваної ділянки колектора. Для формування труби в колекторі спочатку через один з зазначених колодязів в відновлювану ділянку колектора уводять перший рукав і фіксують його на вході. З протилежного кінця ділянки через інший оглядовий колодязь проштовхують др угий р укав до стику з першим і виконують зварювання їх торців. Після чого міжтрубний простір, утворений зношеною поверхнею колектора і зовнішньою поверхнею 1 рукавів заповнюють бетонним розчином 5. При цьому бетонний розчин 5 повністю заповнює простір між анкерними ребрами 2, завдяки чому забезпечується надійне з'єднання поліетиленової оболонки рукавів з бетоном. А кільцеві армуючі елементи 4 в створеній таким чином полімербетонній конструкції відіграють роль елементів жорсткості і надають утвореній трубі необхідну твердість, запобігаючи „плаваючому" ефекту. Далі слідом за другим рукавом за допомогою спеціального домкрату, або іншого механізму проштовхують в колектор по черзі інші рукави, зварюють один з одним, як і попередні, з поступовим заповненням міжтрубного простору бетонним розчином. Останній рукав на відновлюваній ділянці колектора, так само як і перший, фіксують і гідроізолюють для запобігання влучення стоків у міжтрубний простір. Технологія, що заявляється, не передбачає використання дефіцитних матеріалів і засобів. Зазначений спосіб відновлення колектора дозволяє зменшити трудомісткість і собівартість відновлювальних робіт і може бути застосований при проведенні великих обсягів ремонтних робіт будь яких систем водопостачання і каналізації.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of a collector
Автори англійськоюVolkov Volodymyr Mykolaiovych, Kiseliov Oleksii Oleksandrovych, Korin'ko Ivan Vasyliovych, Pilihram Serhii Serhiiovych
Назва патенту російськоюСпособ восстановления коллектора
Автори російськоюВолков Владимир Николаевич, Киселёв Алексей Александрович, Коринько Иван Васильевич, Пилиграм Сергей Сергеевич
МПК / Мітки
МПК: E03F 3/00
Мітки: колектора, відновлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-68073-sposib-vidnovlennya-kolektora.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення колектора</a>
Спосіб виробництва колектора
Номер патенту: 63644
Опубліковано: 15.01.2004
Автори: Клімченкова Наталія Валеріївна, Клімченков Валерій Тимофійович
МПК: H02K 15/00, H01R 43/06
Мітки: спосіб, колектора, виробництва
Формула / Реферат:
Спосіб виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від яких кільце ізолюють манжетами і закріплюють між ними за допомогою стяжних елементів, що включає виготовлення деталей конструкції, зборку кільця, статичне формування кільця, зборку колектора, статичне формування колектора, динамічне формування колектора, який відрізняється тим, що при зборці кільця і...
Спосіб відновлення герметичності свердловин
Номер патенту: 10469
Опубліковано: 25.12.1996
Автори: Столяров Микола Анатолійович, Дорошенко Володимир Михайлович, Соломчак Ярослав Васильович, Касянчук Василь Гервасійович, Гаркот Василь Степанович
МПК: E21B 33/14
Мітки: спосіб, свердловин, герметичності, відновлення
Формула / Реферат:
Спосіб відновлення герметичності свердловини, який включає спуск колони труб діаметру, меншого за діаметр свердловини та заповнення міжтрубного простору ізоляційним матеріалом, який відрізняється тим, що по схемі прямої промивки міжтрубний простір заповнюють водним розчином поліакриламіду, збагаченим солевим відсівом виробництва магнію, і, не припиняючи процесу, при закритому міжтрубному просторі продовжують нагнітання води в пласт.
Спосіб відновлення і захисту каналізаційних трубопроводів
Номер патенту: 54858
Опубліковано: 17.03.2003
Автори: Санков Георгій Олександрович, Гончаренко Дмитро Федорович, Кірюшин Володимир Михайлович, Корінько Іван Васильович
МПК: E03F 3/00
Мітки: трубопроводів, спосіб, відновлення, захисту, каналізаційних
Формула / Реферат:
Спосіб відновлення і захисту каналізаційних трубопроводів шляхом проштовхування труб-вкладишів і заповнення міжтрубного зазору розчином, який відрізняється тим, що труби-вкладиші виготовляють із неорганічних матеріалів безрозтрубними і довжиною, яка дорівнює довжині старих труб, а розміщують їх в старому трубопроводі з перев'язкою стиків нових і старих труб, вводять у трубопровід-вкладиш гідроопалубку з м'якої оболонки, яка перекриває стики...
Спосіб виробництва колектора
Номер патенту: 42958
Опубліковано: 15.11.2001
Автори: Клімченкова Наталія Валеріївна, Клімченков Валерій Тимофійович
МПК: H02K 15/00, H01R 43/06
Мітки: виробництва, спосіб, колектора
Формула / Реферат:
Спосіб виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від яких кільце ізолюють манжетами і закріплюють між ними за допомогою стяжних елементів корпуса, що включає виготовлення деталей конструкції, збирання кільця і випікання прокладок у зібраному кільці, збирання колектора і випікання манжет у зібраному колекторі, обертання з випробувальною частотою і нагріванням...
Спосіб підвищення видобутку нафти з нафтового колектора
Номер патенту: 38297
Опубліковано: 15.05.2001
Автори: Бугай Юрій Миколайович, Казанцев Віктор Михайлович, Балакіров Юрій Айрапетович, Фролагін Володимир Олександрович
МПК: E21B 43/27, E21B 43/25, E21B 43/00, E21B 36/00
Мітки: підвищення, спосіб, колектора, нафти, нафтового, видобутку
Текст:
...електричний опір каналів, створених розчином кислотного електроліту в нафтовому пласті, буде малим порівняно з опором інших гірських порід, то основна частина струму пройде через утворені канали, нагріваючи при цьому продуктивний пласт. При проходженні електричного струму зростає рухливість хімічно активного кислотного розчину і вуглеводневої рідини, що сприяє дифузійному проникненню кислотного розчину углиб нафтоносного колектора і...
Попередній патент: Електромузикальний дзвінок
Наступний патент: Спосіб лікування хронічного обструктивного бронхіту в поєднанні з хронічним безкам’яним холециститом
Випадковий патент: Система водопостачання