Мітчик
Формула / Реферат
Мітчик, що має забірну і калібруючу частини, стружкові канавки, групи зубців повного профілю, гвинтову канавку, виконану на всій довжині робочої частини мітчика, яка утворює групи зубців заниженого профілю, який відрізняється тим, що гвинтова канавка виконана багатозахідною з кількістю заходів, що дорівнює кількості стружкових канавок, з профілем, в якому одна з сторін гвинтової канавки виконана співпадаючою з задніми поверхнями забірної частини мітчика.
Текст
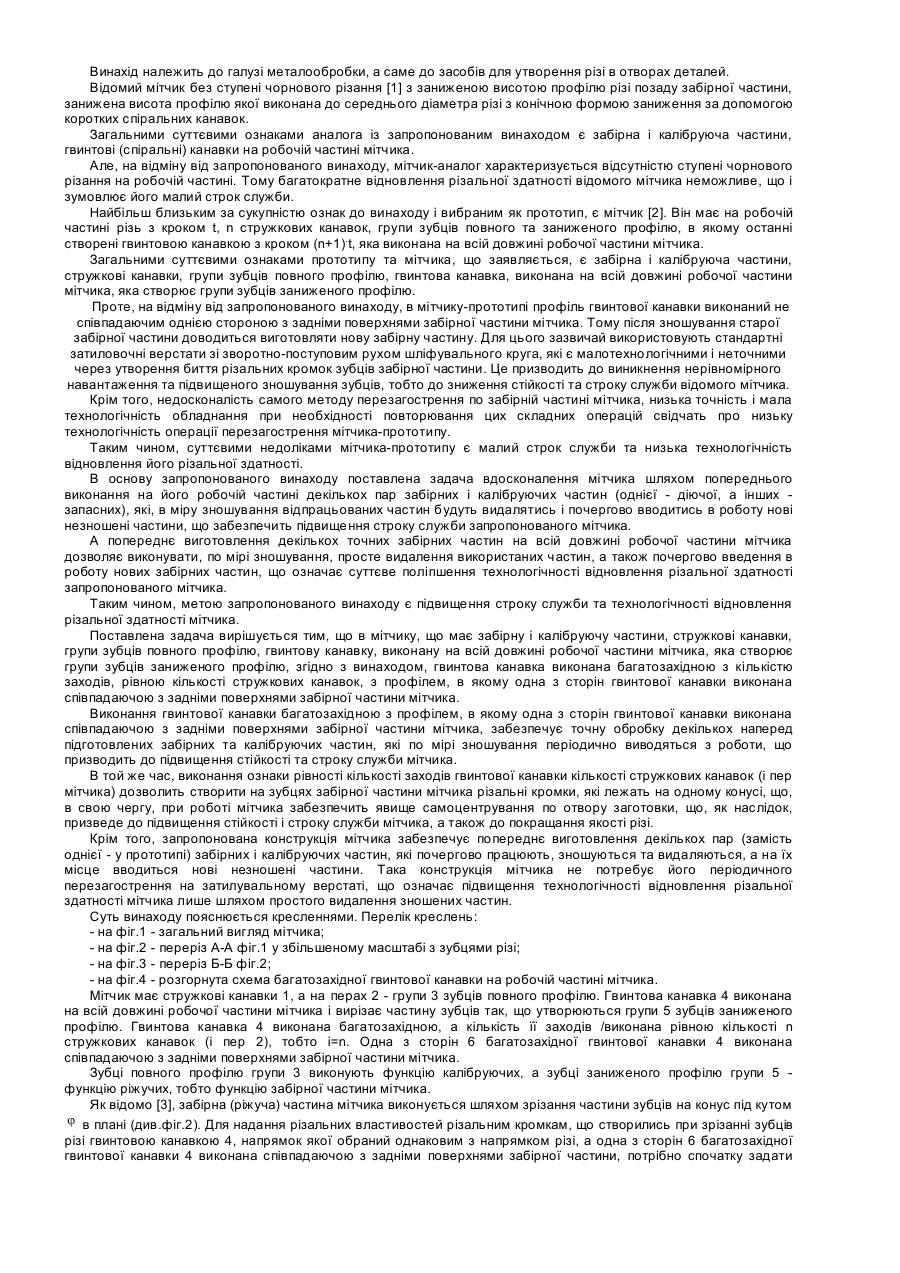
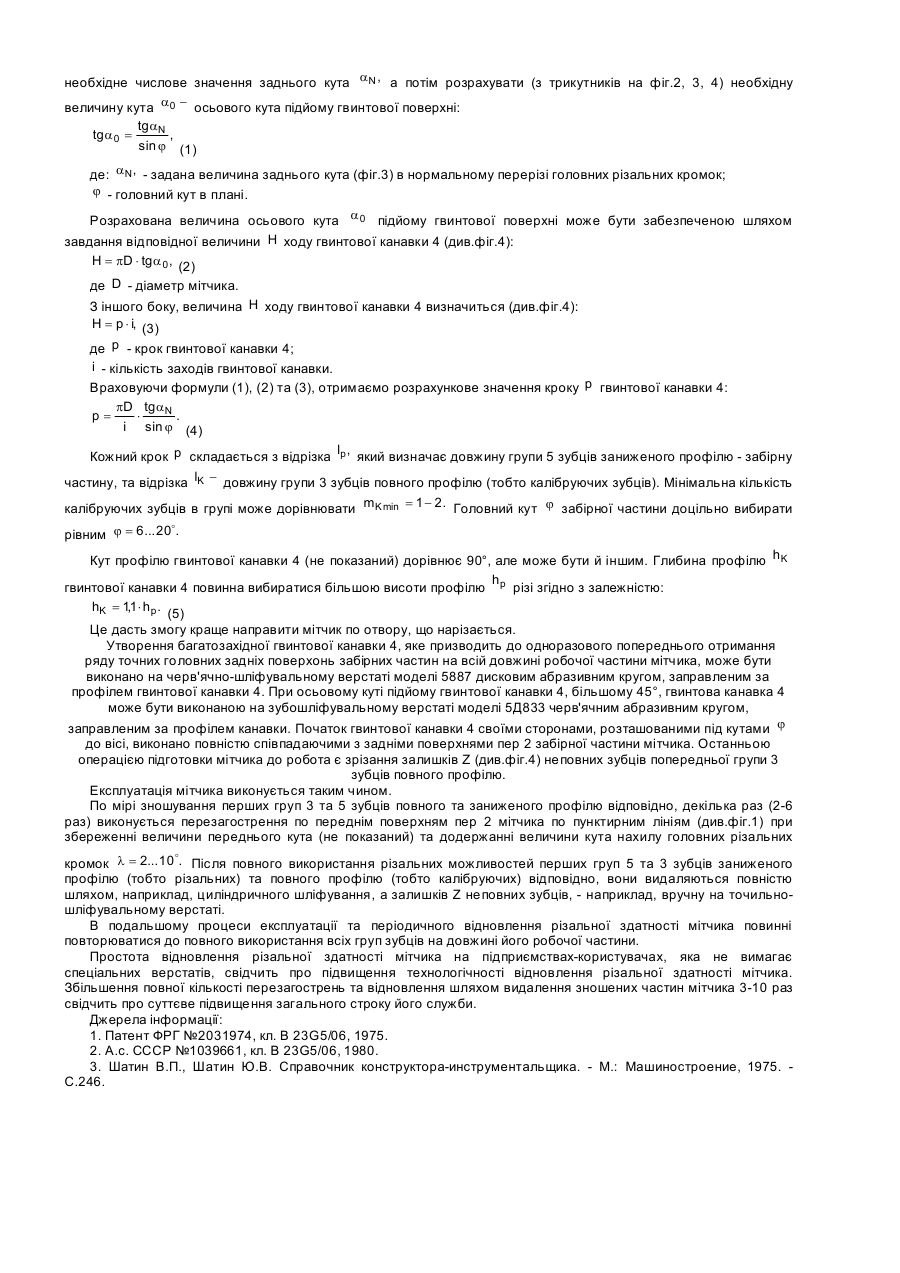
Винахід належить до галузі металообробки, а саме до засобів для утворення різі в отворах деталей. Відомий мітчик без ступені чорнового різання [1] з заниженою висотою профілю різі позаду забірної частини, занижена висота профілю якої виконана до середнього діаметра різі з конічною формою заниження за допомогою коротких спіральних канавок. Загальними суттєвими ознаками аналога із запропонованим винаходом є забірна і калібруюча частини, гвинтові (спіральні) канавки на робочій частині мітчика. Але, на відміну від запропонованого винаходу, мітчик-аналог характеризується відсутністю ступені чорнового різання на робочій частині. Тому багатократне відновлення різальної здатності відомого мітчика неможливе, що і зумовлює його малий строк служби. Найбільш близьким за сукупністю ознак до винаходу і вибраним як прототип, є мітчик [2]. Він має на робочій частині різь з кроком t, n стружкових канавок, групи зубців повного та заниженого профілю, в якому останні створені гвинтовою канавкою з кроком (n+1).t, яка виконана на всій довжині робочої частини мітчика. Загальними суттєвими ознаками прототипу та мітчика, що заявляється, є забірна і калібруюча частини, стружкові канавки, групи зубців повного профілю, гвинтова канавка, виконана на всій довжині робочої частини мітчика, яка створює групи зубців заниженого профілю. Проте, на відміну від запропонованого винаходу, в мітчику-прототипі профіль гвинтової канавки виконаний не співпадаючим однією стороною з задніми поверхнями забірної частини мітчика. Тому після зношування старої забірної частини доводиться виготовляти нову забірну частину. Для цього зазвичай використовують стандартні затиловочні верстати зі зворотно-поступовим рухом шліфувального круга, які є малотехнологічними і неточними через утворення биття різальних кромок зубців забірної частини. Це призводить до виникнення нерівномірного навантаження та підвищеного зношування зубців, тобто до зниження стійкості та строку служби відомого мітчика. Крім того, недосконалість самого методу перезагострення по забірній частині мітчика, низька точність і мала технологічність обладнання при необхідності повторювання цих складних операцій свідчать про низьку технологічність операції перезагострення мітчика-прототипу. Таким чином, суттєвими недоліками мітчика-прототипу є малий строк служби та низька технологічність відновлення його різальної здатності. В основу запропонованого винаходу поставлена задача вдосконалення мітчика шляхом попереднього виконання на його робочій частині декількох пар забірних і калібруючих частин (однієї - діючої, а інших запасних), які, в міру зношування відпрацьованих частин будуть видалятись і почергово вводитись в роботу нові незношені частини, що забезпечить підвищення строку служби запропонованого мітчика. А попереднє виготовлення декількох точних забірних частин на всій довжині робочої частини мітчика дозволяє виконувати, по мірі зношування, просте видалення використаних частин, а також почергово введення в роботу нових забірних частин, що означає суттєве поліпшення технологічності відновлення різальної здатності запропонованого мітчика. Таким чином, метою запропонованого винаходу є підвищення строку служби та технологічності відновлення різальної здатності мітчика. Поставлена задача вирішується тим, що в мітчику, що має забірну і калібруючу частини, стружкові канавки, групи зубців повного профілю, гвинтову канавку, виконану на всій довжині робочої частини мітчика, яка створює групи зубців заниженого профілю, згідно з винаходом, гвинтова канавка виконана багатозахідною з кількістю заходів, рівною кількості стружкових канавок, з профілем, в якому одна з сторін гвинтової канавки виконана співпадаючою з задніми поверхнями забірної частини мітчика. Виконання гвинтової канавки багатозахідною з профілем, в якому одна з сторін гвинтової канавки виконана співпадаючою з задніми поверхнями забірної частини мітчика, забезпечує точну обробку декількох наперед підготовлених забірних та калібруючих частин, які по мірі зношування періодично виводяться з роботи, що призводить до підвищення стійкості та строку служби мітчика. В той же час, виконання ознаки рівності кількості заходів гвинтової канавки кількості стружкових канавок (і пер мітчика) дозволить створити на зубцях забірної частини мітчика різальні кромки, які лежать на одному конусі, що, в свою чергу, при роботі мітчика забезпечить явище самоцентрування по отвору заготовки, що, як наслідок, призведе до підвищення стійкості і строку служби мітчика, а також до покращання якості різі. Крім того, запропонована конструкція мітчика забезпечує попереднє виготовлення декількох пар (замість однієї - у прототипі) забірних і калібруючих частин, які почергово працюють, зношуються та видаляються, а на їх місце вводиться нові незношені частини. Така конструкція мітчика не потребує його періодичного перезагострення на затилувальному верстаті, що означає підвищення технологічності відновлення різальної здатності мітчика лише шляхом простого видалення зношених частин. Суть винаходу пояснюється кресленнями. Перелік креслень: - на фіг.1 - загальний вигляд мітчика; - на фіг.2 - переріз А-А фіг.1 у збільшеному масштабі з зубцями різі; - на фіг.3 - переріз Б-Б фіг.2; - на фіг.4 - розгорнута схема багатозахідної гвинтової канавки на робочій частині мітчика. Мітчик має стружкові канавки 1, а на перах 2 - групи 3 зубців повного профілю. Гвинтова канавка 4 виконана на всій довжині робочої частини мітчика і вирізає частину зубців так, що утворюються групи 5 зубців заниженого профілю. Гвинтова канавка 4 виконана багатозахідною, а кількість її заходів /виконана рівною кількості n стружкових канавок (і пер 2), тобто і=n. Одна з сторін 6 багатозахідної гвинтової канавки 4 виконана співпадаючою з задніми поверхнями забірної частини мітчика. Зубці повного профілю групи 3 виконують функцію калібруючих, а зубці заниженого профілю групи 5 функцію ріжучих, тобто функцію забірної частини мітчика. Як відомо [3], забірна (ріжуча) частина мітчика виконується шляхом зрізання частини зубців на конус під кутом j в плані (див.фіг.2). Для надання різальних властивостей різальним кромкам, що створились при зрізанні зубців різі гвинтовою канавкою 4, напрямок якої обраний однаковим з напрямком різі, а одна з сторін 6 багатозахідної гвинтової канавки 4 виконана співпадаючою з задніми поверхнями забірної частини, потрібно спочатку задати необхідне числове значення заднього кута aN , а потім розрахувати (з трикутників на фіг.2, 3, 4) необхідну величину кута a0 - осьового кута підйому гвинтової поверхні: tgaN tga 0 = , sin j (1) де: aN, - задана величина заднього кута (фіг.3) в нормальному перерізі головних різальних кромок; j - головний кут в плані. Розрахована величина осьового кута a 0 підйому гвинтової поверхні може бути забезпеченою шляхом завдання відповідної величини H ходу гвинтової канавки 4 (див.фіг.4): H = pD × tg a 0 , (2) де D - діаметр мітчика. З іншого боку, величина H ходу гвинтової канавки 4 визначиться (див.фіг.4): H = p × i, (3) де p - крок гвинтової канавки 4; i - кількість заходів гвинтової канавки. Враховуючи формули (1), (2) та (3), отримаємо розрахункове значення кроку p гвинтової канавки 4: pD tgaN × p= . i sin j (4) l , Кожний крок p складається з відрізка p який визначає довжину групи 5 зубців заниженого профілю - забірну частину, та відрізка lK - довжину групи 3 зубців повного профілю (тобто калібруючих зубців). Мінімальна кількість калібруючих зубців в групі може дорівнювати mK min = 1 - 2 . Головний кут j забірної частини доцільно вибирати o рівним j = 6 ... 20 . Кут профілю гвинтової канавки 4 (не показаний) дорівнює 90°, але може бути й іншим. Глибина профілю h K h гвинтової канавки 4 повинна вибиратися більшою висоти профілю p різі згідно з залежністю: hK = 1,1 × h p . (5) Це дасть змогу краще направити мітчик по отвору, що нарізається. Утворення багатозахідної гвинтової канавки 4, яке призводить до одноразового попереднього отримання ряду точних головних задніх поверхонь забірних частин на всій довжині робочої частини мітчика, може бути виконано на черв'ячно-шліфувальному верстаті моделі 5887 дисковим абразивним кругом, заправленим за профілем гвинтової канавки 4. При осьовому куті підйому гвинтової канавки 4, більшому 45°, гвинтова канавка 4 може бути виконаною на зубошліфувальному верстаті моделі 5Д833 черв'ячним абразивним кругом, заправленим за профілем канавки. Початок гвинтової канавки 4 своїми сторонами, розташованими під кутами j до вісі, виконано повністю співпадаючими з задніми поверхнями пер 2 забірної частини мітчика. Останньою операцією підготовки мітчика до робота є зрізання залишків Z (див.фіг.4) неповних зубців попередньої групи 3 зубців повного профілю. Експлуатація мітчика виконується таким чином. По мірі зношування перших груп 3 та 5 зубців повного та заниженого профілю відповідно, декілька раз (2-6 раз) виконується перезагострення по переднім поверхням пер 2 мітчика по пунктирним лініям (див.фіг.1) при збереженні величини переднього кута (не показаний) та додержанні величини кута нахилу головних різальних o кромок l = 2... 10 . Після повного використання різальних можливостей перших груп 5 та 3 зубців заниженого профілю (тобто різальних) та повного профілю (тобто калібруючих) відповідно, вони видаляються повністю шляхом, наприклад, циліндричного шліфування, а залишків Z неповних зубців, - наприклад, вручну на точильношліфувальному верстаті. В подальшому процеси експлуатації та періодичного відновлення різальної здатності мітчика повинні повторюватися до повного використання всіх груп зубців на довжині його робочої частини. Простота відновлення різальної здатності мітчика на підприємствах-користувачах, яка не вимагає спеціальних верстатів, свідчить про підвищення технологічності відновлення різальної здатності мітчика. Збільшення повної кількості перезагострень та відновлення шляхом видалення зношених частин мітчика 3-10 раз свідчить про суттєве підвищення загального строку його служби. Джерела інформації: 1. Патент ФРГ №2031974, кл. В 23G5/06, 1975. 2. А.с. СССР №1039661, кл. В 23G5/06, 1980. 3. Шатин В.П., Шатин Ю.В. Справочник конструктора-инструментальщика. - М.: Машиностроение, 1975. С.246.
ДивитисяДодаткова інформація
Назва патенту англійськоюTap
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюМетчик
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23G 5/00
Мітки: мітчик
Код посилання
<a href="https://ua.patents.su/3-68671-mitchik.html" target="_blank" rel="follow" title="База патентів України">Мітчик</a>
Мітчик
Номер патенту: 51159
Опубліковано: 15.11.2002
Автор: Сторчевой Микола Макарович
Мітки: мітчик
Формула / Реферат:
Мітчик для нарізання як метричної, так і дюймової різі в отворах, який має циліндричну нарізну частину та конічну нарізну частину, який відрізняється тим, що кінцева частина мітчика виконана у вигляді свердла з його циліндричною частиною та конічною частиною, причому діаметр циліндричної частини свердла дорівнює теоретично розрахованому діаметру отвору під різь.
Мітчик різьбовий, що звільняється
Номер патенту: 2070
Опубліковано: 15.10.2003
Автори: Шлахтер Ілля Семенович, Буняк Борис Трохимович, Розенфельд Ілля Михайлович, Розновець Володимир Степанович
МПК: E21B 31/00
Мітки: звільняється, мітчик, різьбовий
Формула / Реферат:
Мітчик різьбовий, що звільняється, який містить корпус, різьбовий конус і підпружинену запірну втулку, який відрізняється тим, що він оснащений обмежувальною муфтою і кульками-фіксаторами радіально розташованими в циліндричних гніздах корпуса, на якому встановлений ударник і виконані циліндричні проточки перемінного перерізу і рівної довжини, а в різьбовому конусі виконані відповідні щодо корпуса циліндричні розточки перемінного перерізу,...
Пристрій для нарізання внутрішніх різьб малих діаметрів
Номер патенту: 66816
Опубліковано: 15.06.2004
Автори: Резінкіна Тетяна Валеріївна, Канарєєв Фелікс Миколайович, Полянцев Іван Олександрович
МПК: B23G 1/00
Мітки: малих, пристрій, нарізання, діаметрів, різьб, внутрішніх
Формула / Реферат:
Пристрій для нарізання внутрішніх різьб малих діаметрів, що містить корпус, привід головного руху, механізм подачі, шпиндель, патрон, мітчик, який відрізняється тим, що в корпусі встановлена з можливістю обертання втулка, кінематично зв'язана з приводом, всередині якої розміщено шпиндель і на зазначеній втулці встановлено стакан, а на останньому закріплено диск з отвором, причому конфігурація отвору відповідає конфігурації поперечного...
Мітчик та спосіб його виготовлення
Номер патенту: 42766
Опубліковано: 15.11.2001
Автори: Молоканов Анатолій Іванович, Шевченко Анатолій Іванович
Мітки: виготовлення, спосіб, мітчик
Формула / Реферат:
1. Метчик, содержащий заборную, калибрующую и хвостовую части, угол подъема резьбы на каждом зубе которого меньше номинального угла подъема витков резьбы, отличающийся тем, что в нем угол подъема резьбы на каждом зубе меньше номинального угла подъема витков резьбы на величину от 2°30' до значения угла затылования боковой стороны зуба.2. Способ изготовления метчика, при котором выполняют шлифование профиля резьбы с радиальным и...
Мітчик з внутрішнім підводом мастильно-охолоджувальної рідини
Номер патенту: 40579
Опубліковано: 15.08.2001
Автор: Молоканов Анатолій Іванович
МПК: B23G 5/00
Мітки: мастильно-охолоджувальної, рідини, внутрішнім, підводом, мітчик
Формула / Реферат:
1. Метчик с центральным каналом для охлаждения, содержащий заборную, калибрующую и хвостовую части, на боковых и задних поверхностях зубьев которого, а также в промежутке между зубьями выполнено эанижение, при этом границы занижения отстоят от передней и тыльной поверхностей зуба на расстоянии более 0,1 ширины пера, но не менее 0,15 мм, а величина занижения - не более 0,2 Р, где Р – шаг резьбы, и занижение соединено каналами с центральным...
Попередній патент: Антиметастатичний засіб
Наступний патент: Спосіб лікування хронічної серцевої недостатності ішемічного генезу із супутнім хронічним бронхітом
Випадковий патент: Пристрій для контролю ресурсу комутаційних апаратів