Радіатор опалювальний
Номер патенту: 69319
Опубліковано: 11.06.2007
Автори: Політикін Микола Володимирович, Сабибін В'ячеслав Михайлович, Молчанов Фелікс Вікторович, Молчанов Ігор Феліксович
Формула / Реферат
1. Радіатор опалювальний, що містить виконані із сталевих труб верхній та нижній суцільні горизонтальні канали і з’єднуючі їх вертикальні канали, оребрення з ребрами у вигляді поздовжніх сталевих пластин, закріплених уздовж вертикального каналу, закрите захисним сталевим кожухом, який виконаний складеним у поздовжньому перерізі з двох половин, який відрізняється тим, що захисний сталевий кожух виконаний складеним у поперечному перерізі, так що він має основну середню частину та кінцеві верхню і нижню частини, при цьому зустрічні кінці двох половин основної середньої частини кожуха загнуті в напрямку до вертикального каналу і закріплені уздовж нього, а кожна з двох половин верхньої і нижньої кінцевих частин кожуха закріплена супротивно іншій відповідно на верхньому і нижньому горизонтальних каналах.
2. Радіатор опалювальний за п. 1, який відрізняється тим, що ребра оребрення закріплені уздовж вертикального каналу попарно під кутом одне до одного так, що зустрічні їхні краї стикуються по одній лінії кріплення.
3. Радіатор опалювальний за п. 1 або 2, який відрізняється тим, що зустрічні кінці двох половин основної середньої частини захисного сталевого кожуха закріплені уздовж вертикального каналу по одній лінії кріплення.
4. Радіатор опалювальний за будь-яким із пп. 1-3, який відрізняється тим, що верхня і нижня кінцеві частини захисного сталевого кожуха встановлені із зазором відносно його основної середньої частини.
5. Радіатор опалювальний за будь-яким із пп. 1-4, який відрізняється тим, що передня і задня поверхні верхньої і нижньої кінцевих частин захисного кожуха оснащені прорізами.
Текст
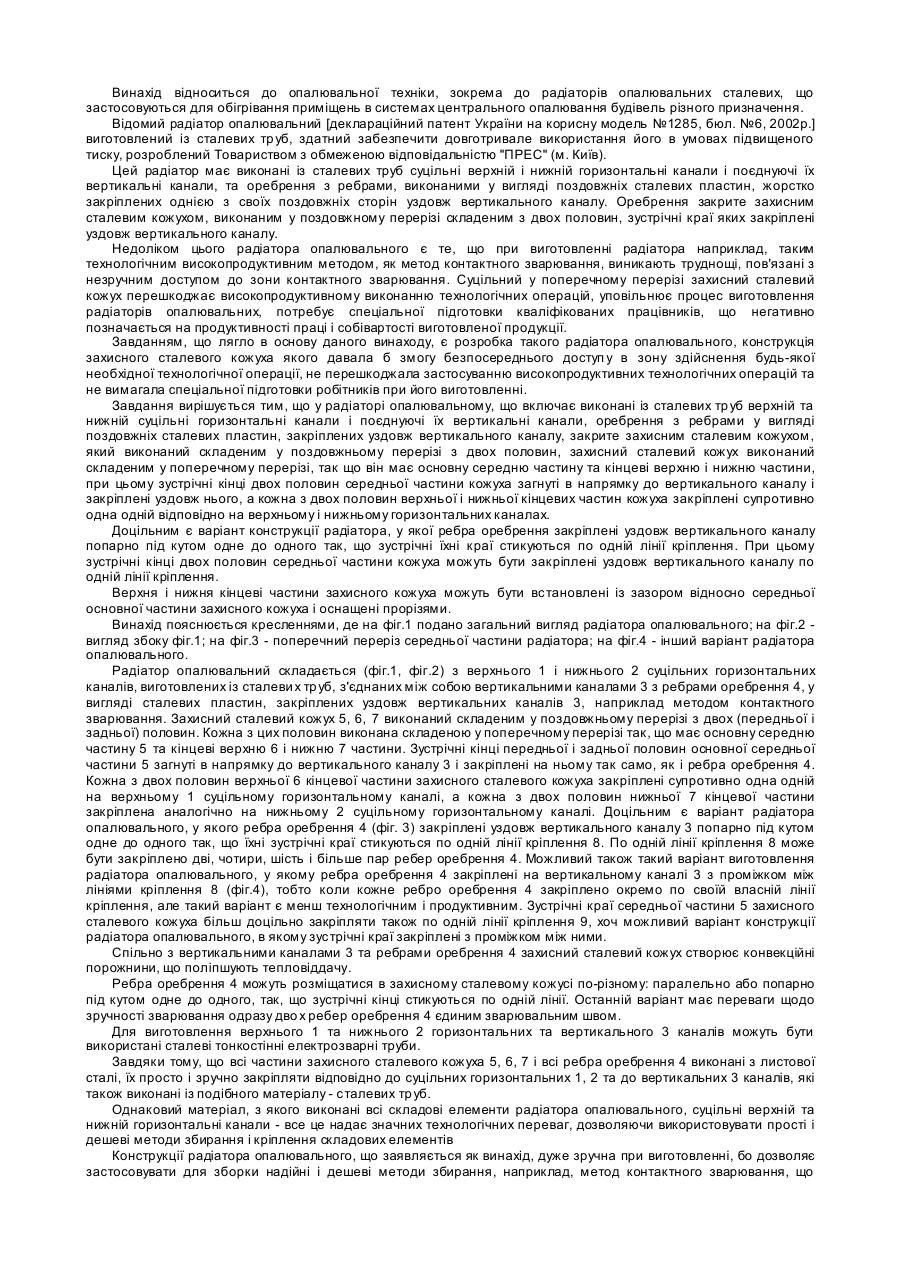
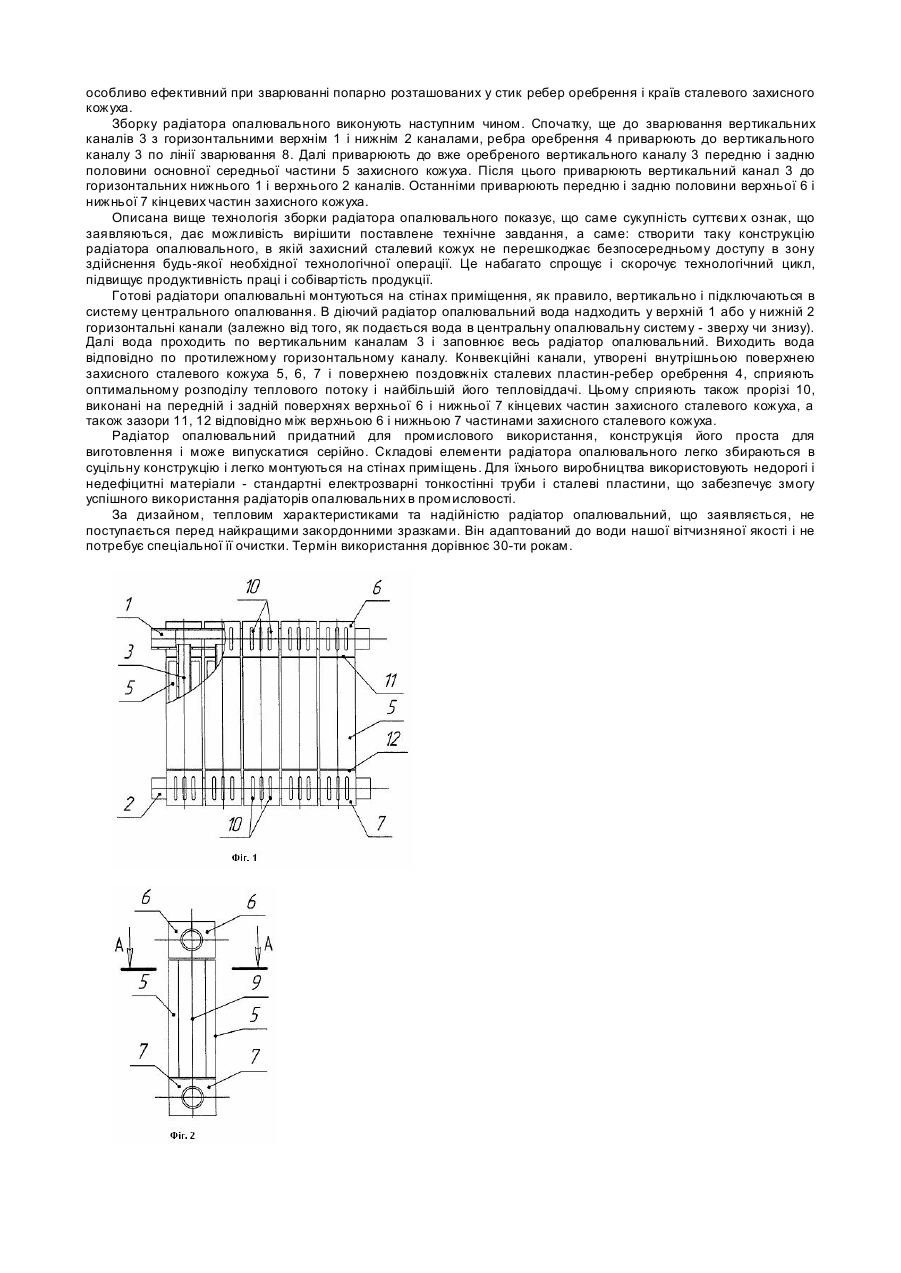
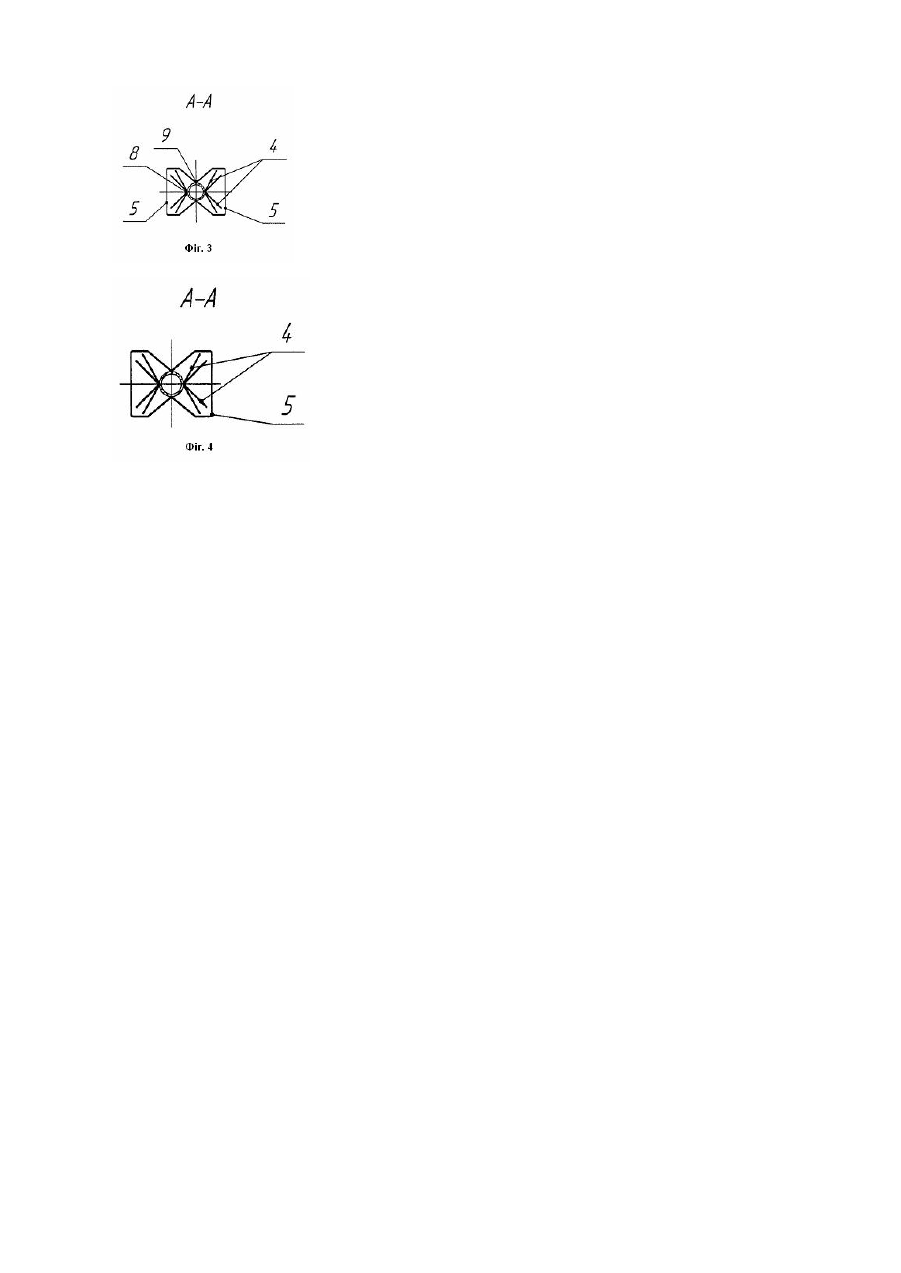
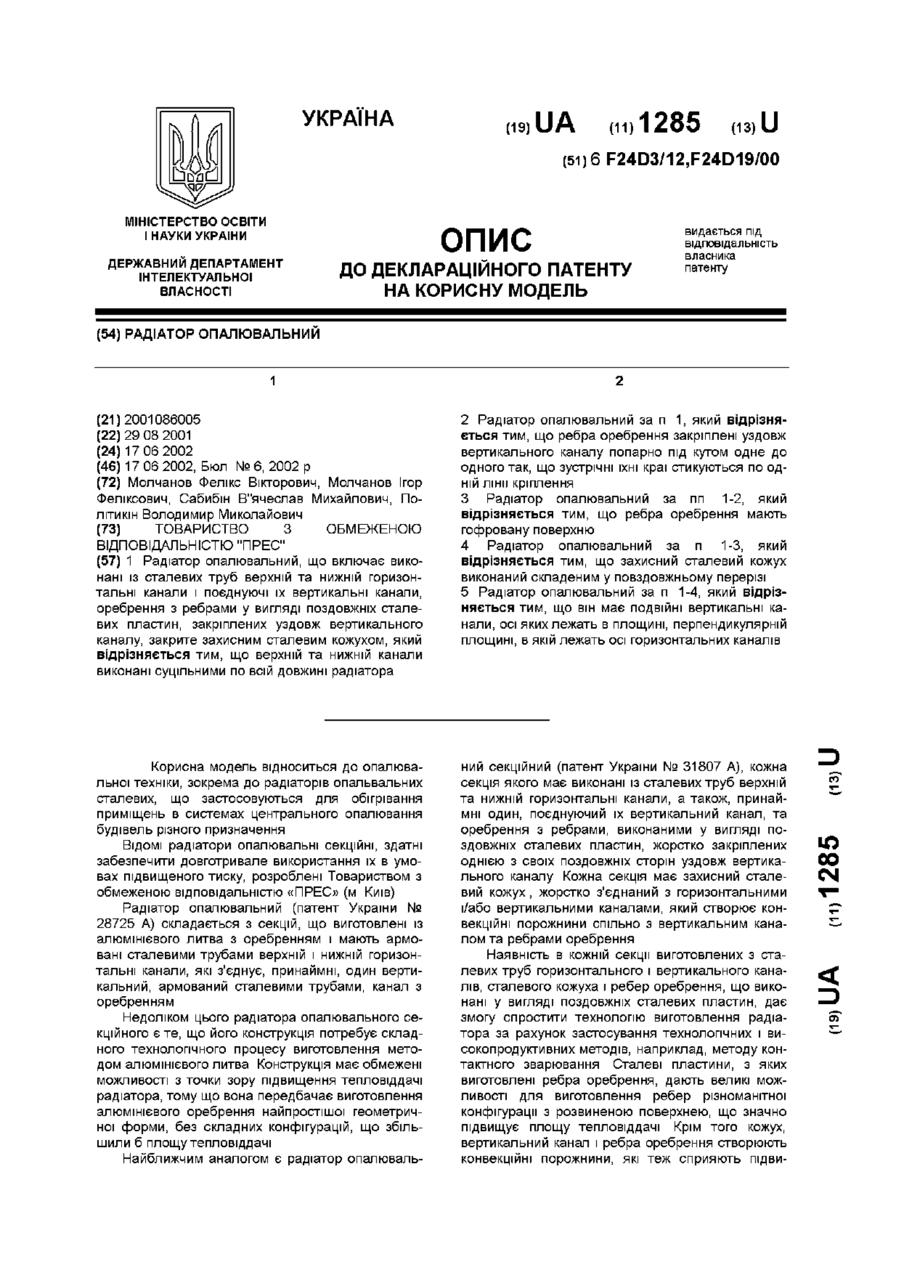
Винахід відноситься до опалювальної техніки, зокрема до радіаторів опалювальних сталевих, що застосовуються для обігрівання приміщень в системах центрального опалювання будівель різного призначення. Відомий радіатор опалювальний [деклараційний патент України на корисну модель №1285, бюл. №6, 2002p.] виготовлений із сталевих тр уб, здатний забезпечити довготривале використання його в умовах підвищеного тиску, розроблений Товариством з обмеженою відповідальністю "ПРЕС" (м. Київ). Цей радіатор має виконані із сталевих труб суцільні верхній і нижній горизонтальні канали і поєднуючі їх вертикальні канали, та оребрення з ребрами, виконаними у вигляді поздовжніх сталевих пластин, жорстко закріплених однією з своїх поздовжніх сторін уздовж вертикального каналу. Оребрення закрите захисним сталевим кожухом, виконаним у поздовжному перерізі складеним з двох половин, зустрічні краї яких закріплені уздовж вертикального каналу. Недоліком цього радіатора опалювального є те, що при виготовленні радіатора наприклад, таким технологічним високопродуктивним методом, як метод контактного зварювання, виникають труднощі, пов'язані з незручним доступом до зони контактного зварювання. Суцільний у поперечному перерізі захисний сталевий кожух перешкоджає високопродуктивному виконанню технологічних операцій, уповільнює процес виготовлення радіаторів опалювальних, потребує спеціальної підготовки кваліфікованих працівників, що негативно позначається на продуктивності праці і собівартості виготовленої продукції. Завданням, що лягло в основу даного винаходу, є розробка такого радіатора опалювального, конструкція захисного сталевого кожуха якого давала б змогу безпосереднього доступ у в зону здійснення будь-якої необхідної технологічної операції, не перешкоджала застосуванню високопродуктивних технологічних операцій та не вимагала спеціальної підготовки робітників при його виготовленні. Завдання вирішується тим, що у радіаторі опалювальному, що включає виконані із сталевих тр уб верхній та нижній суцільні горизонтальні канали і поєднуючі їх вертикальні канали, оребрення з ребрами у вигляді поздовжніх сталевих пластин, закріплених уздовж вертикального каналу, закрите захисним сталевим кожухом, який виконаний складеним у поздовжньому перерізі з двох половин, захисний сталевий кожух виконаний складеним у поперечному перерізі, так що він має основну середню частину та кінцеві верхню і нижню частини, при цьому зустрічні кінці двох половин середньої частини кожуха загнуті в напрямку до вертикального каналу і закріплені уздовж нього, а кожна з двох половин верхньої і нижньої кінцевих частин кожуха закріплені супротивно одна одній відповідно на верхньому і нижньому горизонтальних каналах. Доцільним є варіант конструкції радіатора, у якої ребра оребрення закріплені уздовж вертикального каналу попарно під кутом одне до одного так, що зустрічні їхні краї стикуються по одній лінії кріплення. При цьому зустрічні кінці двох половин середньої частини кожуха можуть бути закріплені уздовж вертикального каналу по одній лінії кріплення. Верхня і нижня кінцеві частини захисного кожуха можуть бути встановлені із зазором відносно середньої основної частини захисного кожуха і оснащені прорізями. Винахід пояснюється кресленнями, де на фіг.1 подано загальний вигляд радіатора опалювального; на фіг.2 вигляд збоку фіг.1; на фіг.3 - поперечний переріз середньої частини радіатора; на фіг.4 - інший варіант радіатора опалювального. Радіатор опалювальний складається (фіг.1, фіг.2) з верхнього 1 і нижнього 2 суцільних горизонтальних каналів, виготовлених із сталеви х тр уб, з'єднаних між собою вертикальними каналами 3 з ребрами оребрення 4, у вигляді сталевих пластин, закріплених уздовж вертикальних каналів 3, наприклад методом контактного зварювання. Захисний сталевий кожух 5, 6, 7 виконаний складеним у поздовжньому перерізі з двох (передньої і задньої) половин. Кожна з цих половин виконана складеною у поперечному перерізі так, що має основну середню частину 5 та кінцеві верхню 6 і нижню 7 частини. Зустрічні кінці передньої і задньої половин основної середньої частини 5 загнуті в напрямку до вертикального каналу 3 і закріплені на ньому так само, як і ребра оребрення 4. Кожна з двох половин верхньої 6 кінцевої частини захисного сталевого кожуха закріплені супротивно одна одній на верхньому 1 суцільному горизонтальному каналі, а кожна з двох половин нижньої 7 кінцевої частини закріплена аналогічно на нижньому 2 суцільному горизонтальному каналі. Доцільним є варіант радіатора опалювального, у якого ребра оребрення 4 (фіг. 3) закріплені уздовж вертикального каналу 3 попарно під кутом одне до одного так, що їхні зустрічні краї стикуються по одній лінії кріплення 8. По одній лінії кріплення 8 може бути закріплено дві, чотири, шість і більше пар ребер оребрення 4. Можливий також такий варіант виготовлення радіатора опалювального, у якому ребра оребрення 4 закріплені на вертикальному каналі 3 з проміжком між лініями кріплення 8 (фіг.4), тобто коли кожне ребро оребрення 4 закріплено окремо по своїй власній лінії кріплення, але такий варіант є менш технологічним і продуктивним. Зустрічні краї середньої частини 5 захисного сталевого кожуха більш доцільно закріпляти також по одній лінії кріплення 9, хоч можливий варіант конструкції радіатора опалювального, в якому зустрічні краї закріплені з проміжком між ними. Спільно з вертикальними каналами 3 та ребрами оребрення 4 захисний сталевий кожух створює конвекційні порожнини, що поліпшують тепловіддачу. Ребра оребрення 4 можуть розміщатися в захисному сталевому кожусі по-різному: паралельно або попарно під кутом одне до одного, так, що зустрічні кінці стикуються по одній лінії. Останній варіант має переваги щодо зручності зварювання одразу дво х ребер оребрення 4 єдиним зварювальним швом. Для виготовлення верхнього 1 та нижнього 2 горизонтальних та вертикального 3 каналів можуть бути використані сталеві тонкостінні електрозварні труби. Завдяки тому, що всі частини захисного сталевого кожуха 5, 6, 7 і всі ребра оребрення 4 виконані з листової сталі, їх просто і зручно закріпляти відповідно до суцільних горизонтальних 1, 2 та до вертикальних 3 каналів, які також виконані із подібного матеріалу - сталевих тр уб. Однаковий матеріал, з якого виконані всі складові елементи радіатора опалювального, суцільні верхній та нижній горизонтальні канали - все це надає значних технологічних переваг, дозволяючи використовувати прості і дешеві методи збирання і кріплення складових елементів Конструкції радіатора опалювального, що заявляється як винахід, дуже зручна при виготовленні, бо дозволяє застосовувати для зборки надійні і дешеві методи збирання, наприклад, метод контактного зварювання, що особливо ефективний при зварюванні попарно розташованих у стик ребер оребрення і країв сталевого захисного кожуха. Зборку радіатора опалювального виконують наступним чином. Спочатку, ще до зварювання вертикальних каналів 3 з горизонтальними верхнім 1 і нижнім 2 каналами, ребра оребрення 4 приварюють до вертикального каналу 3 по лінії зварювання 8. Далі приварюють до вже оребреного вертикального каналу 3 передню і задню половини основної середньої частини 5 захисного кожуха. Після цього приварюють вертикальний канал 3 до горизонтальних нижнього 1 і верхнього 2 каналів. Останніми приварюють передню і задню половини верхньої 6 і нижньої 7 кінцевих частин захисного кожуха. Описана вище технологія зборки радіатора опалювального показує, що саме сукупність суттєви х ознак, що заявляються, дає можливість вирішити поставлене технічне завдання, а саме: створити таку конструкцію радіатора опалювального, в якій захисний сталевий кожух не перешкоджає безпосередньому доступу в зону здійснення будь-якої необхідної технологічної операції. Це набагато спрощує і скорочує технологічний цикл, підвищує продуктивність праці і собівартість продукції. Готові радіатори опалювальні монтуються на стінах приміщення, як правило, вертикально і підключаються в систему центрального опалювання. В діючий радіатор опалювальний вода надходить у верхній 1 або у нижній 2 горизонтальні канали (залежно від того, як подається вода в центральну опалювальну систему - зверху чи знизу). Далі вода проходить по вертикальним каналам 3 і заповнює весь радіатор опалювальний. Виходить вода відповідно по протилежному горизонтальному каналу. Конвекційні канали, утворені внутрішньою поверхнею захисного сталевого кожуха 5, 6, 7 і поверхнею поздовжніх сталевих пластин-ребер оребрення 4, сприяють оптимальному розподілу теплового потоку і найбільшій його тепловіддачі. Цьому сприяють також прорізі 10, виконані на передній і задній поверхнях верхньої 6 і нижньої 7 кінцевих частин захисного сталевого кожуха, а також зазори 11, 12 відповідно між верхньою 6 і нижньою 7 частинами захисного сталевого кожуха. Радіатор опалювальний придатний для промислового використання, конструкція його проста для виготовлення і може випускатися серійно. Складові елементи радіатора опалювального легко збираються в суцільну конструкцію і легко монтуються на стінах приміщень. Для їхнього виробництва використовують недорогі і недефіцитні матеріали - стандартні електрозварні тонкостінні труби і сталеві пластини, що забезпечує змогу успішного використання радіаторів опалювальних в промисловості. За дизайном, тепловим характеристиками та надійністю радіатор опалювальний, що заявляється, не поступається перед найкращими закордонними зразками. Він адаптований до води нашої вітчизняної якості і не потребує спеціальної її очистки. Термін використання дорівнює 30-ти рокам.
ДивитисяДодаткова інформація
Назва патенту англійськоюHeating radiator
Автори англійськоюMolchanov Feliks Viktorovych, Molchanov Ihor Feliksovych, Sabibin Viacheslav Mykhailovych, Politykin Mykola Volodymyrovych
Назва патенту російськоюРадиатор отопительный
Автори російськоюМолчанов Феликс Викторович, Молчанов Игорь Феликсович, Сабибин Вячеслав Михайлович, Политикин Миколай Владимирович
МПК / Мітки
МПК: F24D 19/00, F24D 3/12
Мітки: опалювальний, радіатор
Код посилання
<a href="https://ua.patents.su/3-69319-radiator-opalyuvalnijj.html" target="_blank" rel="follow" title="База патентів України">Радіатор опалювальний</a>
Радіатор опалювальний
Номер патенту: 1285
Опубліковано: 17.06.2002
Автори: Політикін Володимир Миколайович, Молчанов Фелікс Вікторович, Молчанов Ігор Феліксович, Сабибін В'ячеслав Михайлович
МПК: F24D 19/00, F24D 3/12
Мітки: опалювальний, радіатор
Формула / Реферат:
1. Радіатор опалювальний, що включає виконані із сталевих труб верхній та нижній горизонтальні канали і поєднуючі їх вертикальні канали, оребрення з ребрами у вигляді поздовжніх сталевих пластин, закріплених уздовж вертикального каналу, закрите захисним сталевим кожухом, який відрізняється тим, що верхній та нижній канали виконані суцільними по всій довжині радіатора.2. Радіатор опалювальний за п. 1, який відрізняється тим, що ребра...
Радіатор опалювальний
Номер патенту: 28725
Опубліковано: 16.10.2000
Автори: Ряжских Валерій Петрович, Молчанов Фелікс Вікторович, Сабибін В'ячеслав Михайлович, Макаревич Ігор Олександрович
МПК: F24D 19/00, F28F 1/10
Мітки: опалювальний, радіатор
Формула / Реферат:
1. Радіатор опалювальний, який складається із секцій з алюмінієвого литва з оребренням, кожна з яких має армовані сталевими трубами верхній і нижній горизонтальні канали, який відрізняється тим, що кожна секція має щонайменшеє один вертикальний армований сталевою трубою канал з оребренням, який з'єднує верхній і нижній горизонтальні канали.2. Радіатор опалювальний за п. 1, який відрізняється тим, що площина всіх ребер оребрення...
Радіатор опалювальний секційний

Номер патенту: 31807
Опубліковано: 15.12.2000
Автори: Молчанов Ігор Феліксович, Політикін Володимир Миколайович, Молчанов Фелікс Вікторович, Сабибін Вячеслів Михайлович
МПК: F24D 3/12, F24D 19/00, F28F 1/10
Мітки: опалювальний, секційний, радіатор
Текст:
...ребер оребрення обираються в залежності від зручності їхного закріплення, наприк лад методом зварювання, та в залежності від максимальної тепловіддачі. Винахід пояснюється кресленнями, де на фіг.1 подано загальний вигляд радіатора опалювального секційного; на фіг.2 - вигляд збоку фіг.1 ; на фіг.З - в иг ляд звер ху ( по ст ріл ці А) фіг.1 ; на фіг.4 - ро зріз фіг.2 по В-В (з одним вертикальним каналом у секції); на фіг.5 - розріз фіг.2 по В-В...
Радіатор опалювальний

Номер патенту: 17997
Опубліковано: 16.10.2006
Автор: Макаревич Ігор Олександрович
МПК: F24D 19/00, F24D 3/12
Мітки: опалювальний, радіатор
Формула / Реферат:
1. Радіатор опалювальний, що містить секції, через які проходять верхній і нижній горизонтальні канали, з'єднані вертикальними каналами у вигляді сталевих труб, який відрізняється тим, що горизонтальні канали складені із окремих частин, герметично з'єднаних між собою і виконаних із сталевого литва.2. Радіатор за п. 1, який відрізняється тим, що кожна секція містить два вертикальних канали.3. Радіатор за п. 1, який відрізняється...
Радіатор опалювальний
Номер патенту: 71567
Опубліковано: 15.12.2004
Автор: Богдан Григорій Федорович
МПК: F24C 15/00
Мітки: опалювальний, радіатор
Формула / Реферат:
Радіатор опалювальний для систем водяного опалення будівель з теплоносієм температурою до 150°С і робочим надлишковим тиском до 0,6 Мпа, виконаний у вигляді змійовика з горизонтальними каналами однакового прохідного перерізу для проходження теплоносія з двома приєднувальними штуцерами з трубною зовнішньою різзю, який відрізняється тим, що змійовик виконаний з уніфікованих гнутих елементів гладкої сталевої труби зовнішнім діаметром (dзов) від...
Попередній патент: Спосіб біодеструкції нафтопродуктів в промислових відходах
Наступний патент: Застосування похідних арил- (або гетероарил-) азолілкарбінолів
Випадковий патент: Спосіб антеградної інтубації кишечнику