Спосіб лиття під електромагнітним тиском
Номер патенту: 69647
Опубліковано: 16.01.2006
Автори: Дубодєлов Віктор Іванович, Горшков Андрій Олегович, Фікссен Владислав Миколайович, Слажнєв Микола Андрійович
Формула / Реферат
Корисна модель відноситься до пристроїв для спалювання всіх видів твердого палива, в т.ч. низькосортного, і може знайти своє застосування при термічній переробці сміття , побутових та промислових відходів в комунальному господарстві та в промисловості.
Відомий пристрій для спалювання побутових та промислових відходів [див. П-т RU №2100701, 6 F23G5/00, 1995р.], що містить робочу камеру з похилим жаростійким черенем і систему підведення в робочу камеру газоподібного окислювача. Похилий черінь виконаний у вигляді монолітної плити з жаростійкого матеріалу, яка містить ряди крізних отворів. В ці отвори введені шуровочні труби, сполучені одним кінцем з системою подачі окислювача, а іншим - виходять в робочий об'єм топки. Кожний ряд шуровочних труб забезпечений механізмом їх зворотно-поступального переміщення уздовж їх осей.
Недоліком відомого топочного пристрою є неможливість здійснення повного спалювання летючих газів, оскільки вони утворюються над спалюваною масою твердого палива, проходять під зведенням печі і відразу потрапляють у димар. Виконання череня похилим тільки в одній площині не забезпечує концентрацію летючих газів, оскільки відсутня зона їх скупчення і допалювання. Окрім того, топочний пристрій змонтований в монолітному корпусі, і при необхідності заміни чи ремонту окремих елементів, наприклад, футерівки, необхідно розібрати весь пристрій, що знижує корисний час роботи пристрою.
Найбільш близьким до заявляємої корисної моделі є пристрій для газогенераторного спалювання всіх видів твердого палива, побутових та промислових відходів [П-т UA №44982, 6 F23G5/00, Бюл. №3, 2002р.], вибраний за прототип. Пристрій містить завантажувальну камеру з жаростійким черенем у вигляді усіченого конуса, меншою підставою направленою вниз, з крізними каналами, що зв'язують окружний канал подачі повітря для первинного окислення палива з надколосниковим простором, центральний вертикально направлений донизу канал-камеру допалювання піролізного газу, що утворився при горінні палива, з'єднаний з автономною дозуючою камерою подачі повітря-окислювача. Зольна камера розміщена під центральним каналом - камерою допалювання піролізного газу і частинок незгорівшого палива.
Недоліком пристрою є неповне згоряння палива та його просипання в зольну камеру внаслідок нерівномірного змішування повітря - окислювача з нагрітим піролізним газом, що приводить до нестабільності процесу горіння. Окрім того, в процесі експлуатації пристрою виникає необхідність заміни чи ремонту його елементів. І коли пристрій змонтовано в одному корпусі, його потрібно повністю розбирати, що приводить до певних трудозатрат.
В основу корисної моделі поставлене завдання підвищення ефективності термічної переробки відходів та іншого твердого палива шляхом забезпечення повноти їх згоряння, за рахунок стабільного горіння палива по всій площі череня та безперешкодного руху потоків піролізного газу зверху череня в камеру допалювання, покращення екологічних показників роботи печі, технологічності пристрою в процесі монтажа і експлуатації.
Поставлене завдання вирішується тим, що в пристрої для спалювання твердого палива, побутових та промислових відходів, що містить робочу камеру з конусоподібним черенем, футерованим жаростійким матеріалом з крізними отворами та колосниковою решіткою, розміщену під нею камеру допалювання, окружний канал подачі повітря і канал відводу продуктів згоряння, згідно корисної моделі, окружний канал подачі повітря складається з автономних окружних каналів подачі повітря, розміщених по висоті череня, колосникова решітка виконана у вигляді жаростійкої надставки з отворами, що зв'язують надколосниковий простір з камерою допалювання, в верхній частині якої виконані сопла з можливістю багатоструменевої подачі повітря, при цьому, пристрій змонтовано на опорах і він складається з верхнього корпусу, в якому розміщена робоча камера, і нижнього - з камерою допалювання і каналом відводу продуктів згоряння, з'єднаних між собою окружним поясом.
Окрім того, верхній шар всієї жаростійкої футерівки, включаючи черінь, надставку і камеру допалювання, містить дрібнодисперсний каталізатор горіння, що підвищує ефективність протікання процесів в усіх зонах пристрою.
Корисна модель пояснюється кресленнями, де
на Фіг.1 дана схема вертикального розрізу пристрою,
на Фіг.2 - її загальний вигляд.
Пристрій містить робочу камеру 1 з черенем 2, футерованим жаростійким матеріалом, з крізними отворами 3, які розміщені по периметру череня, утворюючи яруси, та зв'язуючи надколосниковий простір з каналами подачі повітря 4, розміщеними по висоті череня з можливістю автономної подачі повітря до кожного його ярусу. Черінь 2 виконано збірним із окремих секцій, що технологічно при виготовленні та зменшує вірогідність його розтріскування через різкі перепади температур в процесі експлуатації. В верхній частині робочої камери 1 виконано люк 5 для завантаження палива, а в нижній - розміщена жаростійка надставка 6 з отворами 7 для проходження піролизних газів і незгорілих частинок палива з надколосникового простору в камеру допалювання 8, в верхній частині якої виконані сопла 9 з можливістю багатоструменевої подачі повітря. Камера допалювання 8 оснащена автономним дозуючим каналом подачі повітря та розміщена вертикально під робочою камерою 1. Під камерою допалювання 8 розміщено зольник 10, з’єднаний з каналом для відводу відпрацьованих газів 11, в якому установлено димосос 12. В робочій камері 1 установлені пальники 13 для первинного розпалу та прогріву пристрою. До пристрою, також, підключено теплообмінник 14 для утилізації тепла відпрацьованих газів, і встановлений він в нижньому корпусі пристрою 16.
Весь пристрій виконано у вигляді верхнього 15 и нижнього 16 корпусів, які сполучені між собою окружним поясом 17. Для забезпечення зручності експлуатації пристрій змонтовано на опорах 18, на яких встановлено верхній 15 та нижній 16 корпуси за допомогою упорів 19 і 20, які забезпечують регулювання положення корпусів пристрою як в горизонтальній, так і в вертикальній площині. Таке виконання пристрою дозволяє підвищити технологічність при монтуванні та легко проводити заміну чи ремонт будь-якої його частини, не демонтуючи повністю.
В якості жаростійкого матеріалу для футерівки череня 2 , надставки 6, камери допалювання 8 використана кераміка, поверхневий шар якої містить дрібнодисперсний каталізатор горіння, що сприяє підвищенню температури та прискоренню протікання реакцій горіння на всіх етапах.
Пристрій для спалювання твердого палива, побутових та промислових відходів працює таким чином.
Сировину загружають в робочу камеру 1 через люк 5. Потім за допомогою пальників 13 розпалюють і прогрівають жаростійку надставку 6 та камеру допалювання 8 до температури 960-1000°С. Горіння відбувається за рахунок тяги димососа 12, розміщеного в каналі відводу відпрацьованих газів 11.
В результаті первинного нагріву в надколосниковому просторі починається процес піролизу - від горючих складових сировини відокремлюються летючі речовини, утворюються пари води та вугілля.
Через канали 4 в надколосниковий простір подають повітря, регулюючи його кількість та інтенсивність подачі по ярусам череня, що забезпечує його більш якісне змішування з утвореними в результаті нагріву піролізними газами. На жаростійкій надставці б утворився шар вугілля, частинки якого вступають в реакцію з киснем, що міститься в дуттєвому повітрі, в результаті чого утворюється двоокисел вуглецю СO2 та пари води, які є компонентами горючого газу. Горючий газ під дією розрідження спускається в камеру допалювання 8, проходячи через шар вугілля та розігріваючись за рахунок збільшення площі контактної поверхні з цією розігрітою масою до температури утворення окислу вуглецю та водню, тобто, стає активним - готовим до окислення.
Далі, потрапляючи в камеру допалювання 8, яка разом з надставочним простором, (під надставкою 6), утворює епіцентр горіння, ці елементи концентруються там при високій температурі, одночасно окислюючись. Для забезпечення повного згоряння в камеру допалювання 8 багатоструменево через сопла 9 подають повітря з нижнього окружного каналу 4.
Даний процес можна регулювати шляхом підтримки необхідної температури в зоні епіцентру горіння, дозуючи подачу повітря і кількість палива, чого не можна було досягти в пристрої, прийнятому за прототип. Як показують експериментальні дослідження, температура в зоні горіння повинна підтримуватись в межах 1100-1400°С. При таких умовах кількість шкідливих речовин в відпрацьованих газах знаходяться в межах норми.
Перевага пристрою заключається в тому, що його конструкція забезпечує оптимальні умови згоряння продуктів пролізу завдяки тому, що первинне горіння палива та допалювання піролізних газів відбувається зверху вниз, що забезпечує можливість їх розігріву, проходженням крізь шар вугілля, розігрітого до температури 1200°С і сприяє їх розпаду на складові компоненти та робить активними, тобто, готовими до повного окислення. Спрямований рух потоків піролізного газу і концентрація його компонентів в епіцентрі горіння при високій температурі забезпечує їх повне спалювання.
Виконання конструкції пристрою з двох корпусів, кожен з яких установлений на опорах незалежно від іншого, забезпечує його технологічність в процесі збірки та експлуатації, знижує трудовитрати.
Наприклад, нижню частину пристою, де установлено теплообмінник, можна пристосувати до різних умов експлуатації, залежно від способу утилізації тепла і його призначення. Заміну одного виду теплообмінника на інший можна провести, не демонтуючи верхній корпус.
Таким чином, запропонована корисна модель забезпечує підвищення повноти згоряння палива, одночасно забезпечуючи технологічність пристрою в процесі монтажу та експлуатації.
Текст
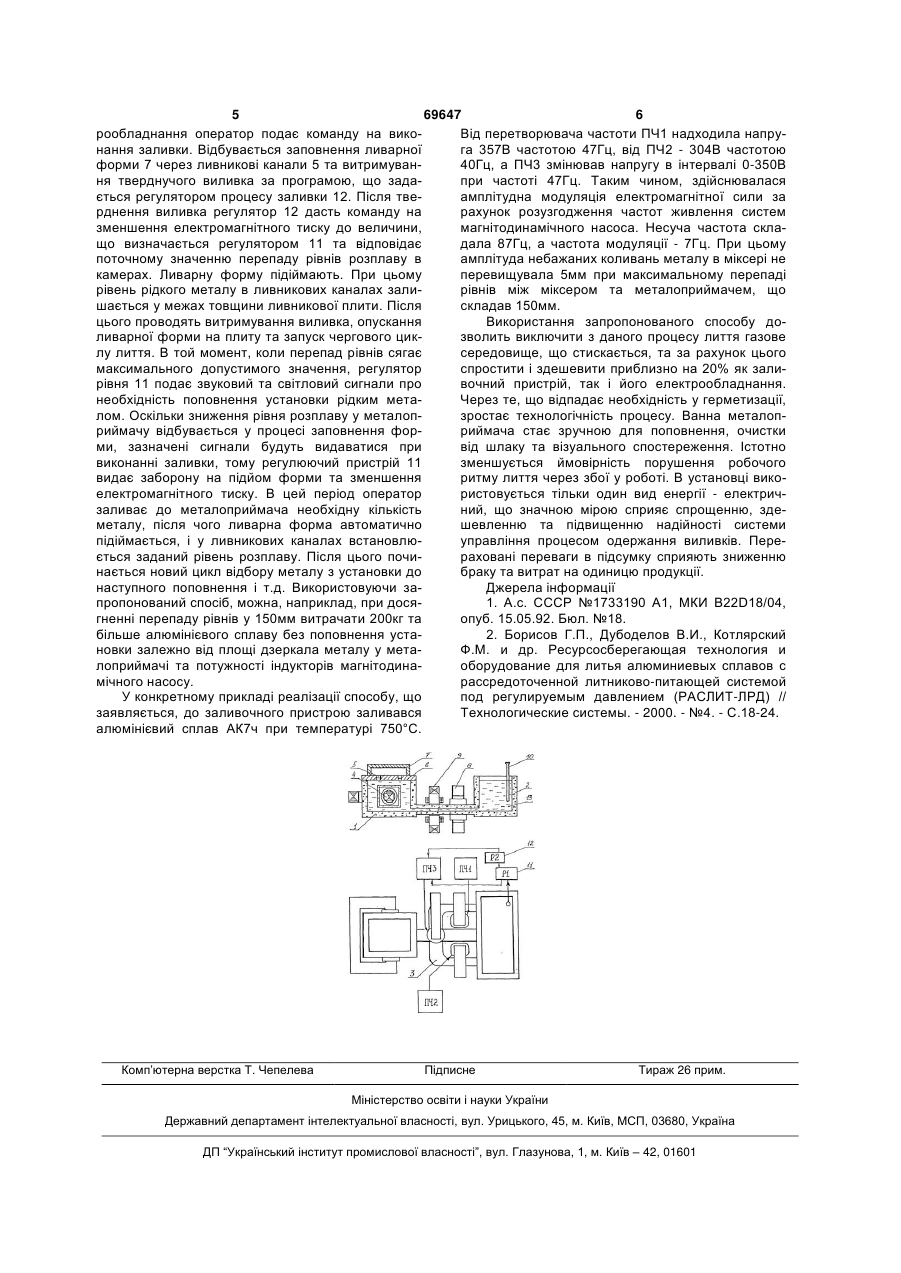
Спосіб лиття під електромагнітним тиском, що включає подачу рідкого металу за допомогою електромагнітного насоса до ливарної форми за технологічною схемою лиття під низьким тиском через розосереджену ливниково-живильну систему, поповнення установки рідким металом під час витримування тверднучого виливка під електромагнітним тиском та підтримання рівня розплаву в ливникових каналах у проміжках часу між заливками із заданою точністю, який відрізняється тим, що рівень рідкого металу в ливникових каналах підтримують модульованим за амплітудою електромагнітної сили, створюваної електромагнітним насосом. UA (21) 20031110086 (22) 10.11.2003 (24) 16.01.2006 (46) 16.01.2006, Бюл. № 1, 2006 р. (72) Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович, Горшков Андрій Олегович, Слажнєв Микола Андрійович (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 1733190, A1, 15.05.1992 SU 1419801, A1, 30.08.1988 SU 431961, 15.06.1974 SU 448068, 30.10.1974 SU 639641, 30.12.1978 SU 835630, 07.06.1981 SU 944779, 23.07.1982 SU 1118481, A, 15.10.1984 RU 2055686, C1, 10.03.1996 US 5215141, A, 01.06.1993 US 4714102, A, 22.12.1987 JP 61132258, 19.06.1986 JP 55122660, 20.09.1980 C2 2 (19) 1 3 69647 4 рядну роль електромагнітного затвора при поповмодульованого за амплітудою струму, що протікає ненні установки металом. По закінченні процесу у робочій зоні електромагнітного насоса, створютверднення виливка ливарну форму залишають на ється модульована за амплітудою електромагнітна позиції заливки, вмикають електромагнітний насос, сила. Оскільки у такому разі у робочій зоні не може а після цього зменшують газовий тиск. Електромасформуватися певна усталена система вихорів, гнітний насос забезпечує мінімальний підпір виливластива конкретному режиму включення індуктовка, при якому рідкий метал не відривається від рів та електромагніта, амплітуда небажаних некещойно сформованої нижньої поверхні ливникової рованих коливань гідравлічного напору, що ствоплити. Завдяки цьому вдається запобігти окисленрюється електромагнітним насосом, різко ню металу та, відповідно, усунути брак по неметазменшується. Відповідно знижується і амплітуда левих включеннях у виливках. Головним недоліколивань перепаду рівнів, створюваного електроком цього способу є необхідність герметизації магнітною силою. Дослідження, проведені у металоприйомника та електромагнітного насоса, а ФТІМС НАН України, показали, що за амплітудної одночасне використання електромагнітного і газомодуляції електромагнітної сили у магнітодинамічвого тиску призводить до істотного ускладнення ному насосі у 4-5 разів знижується амплітуда кообладнання та, відповідно, до підвищення імовірливань рівня рідкого металу. ності виходу його з ладу і збоїв робочого ритму При реалізації запропонованого способу виколиття. ристовується заливочний пристрій, наведений у Для усунення зазначених недоліків пропонупрототипі, але розгерметизований, у якого відсутється новий спосіб лиття під електромагнітним ня пневматична система, а заливка ливарної фотиском, в якому заповнення ливарних форм та рми, тверднення виливка та підтримання рівня підтримання заданого рівня рідкого металу в ливрозплаву у ливникових отворах здійснюється за никових каналах у проміжках часу між заливками допомогою електромагнітного насоса. Такий зализабезпечується дією електромагнітного тиску без вочний пристрій (Фіг. складається із заливочної застосування пневматичного тиску. Поставлена камери (міксера) 1 та металоприймача 2, що з'єдзадача вирішується тим, що в способі лиття під нані Ш-подібним каналом 3 магнітодинамічного електромагнітним тиском, який включає подачу насосу. Підтримання технологічної температури рідкого металу до ливарної форми електромагнітрозплаву в заливочній камері та його перемішуним насосом за технологічною схемою лиття під вання здійснюється індуктором 4, підключеним до низьким тиском через розосереджену ливниковостандартної електромережі. Обігрів розплаву в живильну систему, поповнення установки рідким металоприйомнику та підтримання його рівня у металом під час витримування тверднучого виливливникових каналах 5 плити 6 здійснюється магніка під електромагнітним тиском та підтримання тодинамічним насосом, що складається з Шрівня розплаву в ливникових каналах у часових подібного каналу 3, двох індукторів 8 і електромагпроміжках між заливками із заданою точністю, згініта 9. Кожний з індукторів підключений відповідно дно винаходу, рівень рідкого металу в ливникових до окремого перетворювача частоти ПЧ1 та ПЧ2, у каналах підтримують модульованою за амплітуяких як частота, такі напруга є незалежними одна дою електромагнітною силою, створюваною елеквід одної регульованими величинами. Електроматромагнітним насосом. гніт підключений до аналогічного перетворювача Застосування модульованої за амплітудою частоти ПЧ3. До складу електрообладнання залиелектромагнітної сили дасть змогу суттєво зменвочного пристрою входять також датчик рівня мешити амплітуду некерованих коливань металу в талу 10, встановлений у металоприйомнику 2, реливникових каналах. Без модуляції їхня частота гулятор рівня 11 та регулятор процесу складає 0,3-0,5Гц, а амплітуда зростає із збільзаповнення 12. шенням електромагнітного тиску до 10-25мм. При Спосіб здійснюють таким чином. таких коливаннях рідкий метал може або відриваВідключений від електроживлення двокамертися від ливникової плити або виливатися через ний заливочний пристрій заповнюють рідким меливникові канали на плиту. Причиною вказаних талом 13 таким чином, щоб його рівень знаходивнебажаних коливань є періодичні переміщення ся приблизно на середині товщини ливникової вихрових структур, що формуються у робочій зоні плити, тобто є на 15мм нижче верхньої площини каналу електромагнітного насоса внаслідок прояву ливникової плити. На ливникову плиту 6 встановмагнітогідродинамічних ефектів. люють ливарну форму 7. Після цього вмикають Для пояснення сказаного порівняємо гідродиіндуктор заливочної камери 4 та регулятор рівня намічні ситуації в робочій зоні магнітодинамічного 11. Після цього подають напруги від перетворюванасоса для режимів роботи з модуляцією електчів частоти ПЧ1, ПЧ2 і ПЧ3 відповідно на індуктори ромагнітної сили та без неї. В електромагнітному 8 та електромагніт 9. Оскільки розплав ще не віднасосі з Ш-подібним каналом (Фіг.) можуть бути бирався з установки, то регулятор рівня 11 видає у реалізовані три режими роботи: синфазний, проперетворювач частоти ПЧ3 сигнал, що відповідає тифазний та несиметричний (по фазі). Кожному з нульовому перепаду рівнів. Водночас сигнал від них відповідає своя характерна вихрова структура. регулятора рівня подається на регулятор процесу При модуляції струму відбувається процес безпезаповнення 12, де здійснюється корекція закону рервного плавного переходу сумісної роботи індурегулювання електромагнітного тиску відповідно кторів з синфазного режиму через несиметричний величині перепаду рівнів розплаву між ливниковиу протифазний, а після цього у зворотній послідоми каналами та дзеркалом металу в металопривності з проходженням кутів зсуву струмів по фазі йомнику. від 0 до 2π з частотою модуляції. При взаємодії Після вмикання усіх складових частин елект 5 69647 6 рообладнання оператор подає команду на викоВід перетворювача частоти ПЧ1 надходила напрунання заливки. Відбувається заповнення ливарної га 357В частотою 47Гц, від ПЧ2 - 304В частотою форми 7 через ливникові канали 5 та витримуван40Гц, а ПЧ3 змінював напругу в інтервалі 0-350В ня тверднучого виливка за програмою, що задапри частоті 47Гц. Таким чином, здійснювалася ється регулятором процесу заливки 12. Після твеамплітудна модуляція електромагнітної сили за рднення виливка регулятор 12 дасть команду на рахунок розузгодження частот живлення систем зменшення електромагнітного тиску до величини, магнітодинамічного насоса. Несуча частота склащо визначається регулятором 11 та відповідає дала 87Гц, а частота модуляції - 7Гц. При цьому поточному значенню перепаду рівнів розплаву в амплітуда небажаних коливань металу в міксері не камерах. Ливарну форму підіймають. При цьому перевищувала 5мм при максимальному перепаді рівень рідкого металу в ливникових каналах залирівнів між міксером та металоприймачем, що шається у межах товщини ливникової плити. Після складав 150мм. цього проводять витримування виливка, опускання Використання запропонованого способу доливарної форми на плиту та запуск чергового цикзволить виключити з даного процесу лиття газове лу лиття. В той момент, коли перепад рівнів сягає середовище, що стискається, та за рахунок цього максимального допустимого значення, регулятор спростити і здешевити приблизно на 20% як залирівня 11 подає звуковий та світловий сигнали про вочний пристрій, так і його електрообладнання. необхідність поповнення установки рідким метаЧерез те, що відпадає необхідність у герметизації, лом. Оскільки зниження рівня розплаву у металопзростає технологічність процесу. Ванна металоприймачу відбувається у процесі заповнення форриймача стає зручною для поповнення, очистки ми, зазначені сигнали будуть видаватися при від шлаку та візуального спостереження. Істотно виконанні заливки, тому регулюючий пристрій 11 зменшується ймовірність порушення робочого видає заборону на підйом форми та зменшення ритму лиття через збої у роботі. В установці викоелектромагнітного тиску. В цей період оператор ристовується тільки один вид енергії - електричзаливає до металоприймача необхідну кількість ний, що значною мірою сприяє спрощенню, здеметалу, після чого ливарна форма автоматично шевленню та підвищенню надійності системи підіймається, і у ливникових каналах встановлюуправління процесом одержання виливків. Переється заданий рівень розплаву. Після цього почираховані переваги в підсумку сприяють зниженню нається новий цикл відбору металу з установки до браку та витрат на одиницю продукції. наступного поповнення і т.д. Використовуючи заДжерела інформації пропонований спосіб, можна, наприклад, при дося1. А.с. СССР №1733190 A1, МКИ В22D18/04, гненні перепаду рівнів у 150мм витрачати 200кг та опуб. 15.05.92. Бюл. №18. більше алюмінієвого сплаву без поповнення уста2. Борисов Г.П., Дубоделов В.И., Котлярский новки залежно від площі дзеркала металу у метаФ.М. и др. Ресурсосберегающая технология и лоприймачі та потужності індукторів магнітодинаоборудование для литья алюминиевых сплавов с мічного насосу. рассредоточенной литниково-питающей системой У конкретному прикладі реалізації способу, що под регулируемым давлением (РАСЛИТ-ЛРД) // заявляється, до заливочного пристрою заливався Технологические системы. - 2000. - №4. - С.18-24. алюмінієвий сплав АК7ч при температурі 750°С. Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of casting under electromagnetic pressure
Автори англійськоюFikssen Vladyslav Mykolaiovych, Dubodelov Viktor Ivanovych, Horshkov Andrii Olehovych, Slazhniev Mykola Andriiovych
Назва патенту російськоюСпособ литья под электромагнитным давлением
Автори російськоюФикссен Владислав Николаевич, Дубоделов Виктор Иванович, Горшков Андрей Олегович, Слажнев Николай Андреевич
МПК / Мітки
МПК: B22D 39/00
Мітки: тиском, лиття, електромагнітним, спосіб
Код посилання
<a href="https://ua.patents.su/3-69647-sposib-littya-pid-elektromagnitnim-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття під електромагнітним тиском</a>
Спосіб капсульного лиття під тиском
Номер патенту: 72130
Опубліковано: 17.01.2005
Автори: Борисов Георгій Павлович, Жовтий Олександр Миколайович, Головаченко Віктор Петрович, Вернидуб Анатолій Григорович, Зайцев Микола Олександрович
МПК: B22D 17/00
Мітки: спосіб, тиском, капсульного, лиття
Формула / Реферат:
Спосіб капсульного лиття під тиском, що включає виготовлення брикетів із гранул, їх нагрівання, заповнення під дією тиску порожнини ливарної форми металом та кристалізацію виливка, який відрізняється тим, що гранули матричного матеріалу брикетів нагрівають до температури двофазного або рідкого стану, який утримується в них завдяки наявності поверхневої окисної плівки (капсули).
Пристрій для лиття видавлюванням з кристалізацією під тиском
Номер патенту: 67886
Опубліковано: 15.07.2004
Автори: Шинський Олег Йосипович, Яковишин Олег Анатолійович, Шульга Василь Тимофійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Тарасевич Микола Іванович
МПК: B22D 18/00
Мітки: тиском, видавлюванням, лиття, кристалізацією, пристрій
Формула / Реферат:
Пристрій для лиття видавлюванням з кристалізацією під тиском, що включає станину з валом і приводом його повороту, закріплену на валу опорну плиту з контейнером, рухому плиту з камерою видавлювання, механізм вертикального переміщення рухомої плити і механізми фіксації контейнера, і камери видавлювання, який відрізняється тим, що футерівка пуансона контейнера виконана таким чином, що навколо ливникового каналу утворюється обмежувальне кільце...
Пристрій для лиття витисканням з кристалізацією металу під тиском
Номер патенту: 58251
Опубліковано: 15.07.2003
Автори: Тарасевич Микола Іванович, Католіченко Володимир Іванович, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Яковишин Олег Анатолійович, Барабаш Віктор Андрійович
МПК: B22D 18/00
Мітки: витисканням, лиття, металу, кристалізацією, пристрій, тиском
Формула / Реферат:
1. Пристрій для лиття витисканням з кристалізацією металу під тиском, який містить верхню траверсу, рухому траверсу з контейнером, нижню траверсу з камерою витискання і механізми фіксації контейнера і камери витискання, який відрізняється тим, що в донній частині камери витискання розміщений плунжер, виконаний з можливістю надання йому після витискання рідкого металу в форму поступального в напрямку форми і обертового навколо своєї осі руху...
Спосіб лиття під низьким тиском і установка для його здійснення
Номер патенту: 13751
Опубліковано: 25.04.1997
Автори: Ісайчева Ніна Петрівна, Шнитко Володимир Костянтинович, Борисов Георгій Павлович, Шейгам Валерій Юрійович
МПК: B22D 18/04
Мітки: тиском, низьким, здійснення, установка, лиття, спосіб
Формула / Реферат:
(57) 1. Способ литья под низким давлением, включающий сборку формы, создание газового давления в камере печи, заполнение формы металлом по металлопроводу через фильтр, кристаллизацию отливки под избыточным давлением, сброс газового давления в камере, печи, раскрытие формы с отливкой, слив остатков жидкого металла из металлопровода, отличающийся тем, что при заполнении формы металлом пропускную способность фильтра увеличивают, а при сливе...
Спосіб лиття під тиском короткозамкнутого ротора електричної машини
Номер патенту: 7074
Опубліковано: 30.06.1995
Автори: Штефан Анатолій Михайлович, Бондарев Віктор Миколайович
МПК: B22D 27/02
Мітки: спосіб, ротора, лиття, машини, короткозамкнутого, електричної, тиском
Текст:
...клетки 8. Внутри паза возникает ударная волна в кристаллизующемся расплаве, что приводит к перемешиванию расплава, 55 ломке растущих дендритов и переносу их конвективным потоком от границы затвердевания в объем жидкого ядра. Это явление способствует возникновению новых центров кристаллизации, снижению химической неоднородности и улучшению структуры металла. Этот известный эффект в конечном итоге улучшает электропроводность беличьей клетки и...
Попередній патент: Лікарський засіб, що містить кристалічну модифікацію циклічного депсипептиду, та спосіб боротьби з ендопаразитами у тварин
Наступний патент: Абонентська мовна система доступу до інтернету
Випадковий патент: Пристрій для пломбування