Пристрій для гідростатичного волочіння з нагріванням заготовки
Номер патенту: 69880
Опубліковано: 15.09.2004
Автори: Білошенко Віктор Олександрович, Матросов Микола Іванович, Дугадко Олександр Борисович, Медведська Ельвіда Олександрівна
Формула / Реферат
Пристрій для гідростатичного волочіння з нагріванням заготовки, що містить корпус з внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, розміщені по торцях ущільнювальну і деформуючу волоки, джерело струму й як струмопідводи - подаючу котушку і деформуючу волоку, який відрізняється тим, що він містить додатковий підпружинений ковзний струмопідвід, виконаний у вигляді твердосплавної вставки-волоки, своєю поверхнею каналу контактуючої з оброблюваною заготовкою і встановленої в закритий радіальний паз обойми з можливістю переміщення в напрямку, перпендикулярному осі обробки, розміщеної у порожнині високого тиску перед деформуючою волокою і з'єднаної з нею, при цьому діаметр каналу вставки складає не менше максимального діаметра дротової заготовки.
Текст
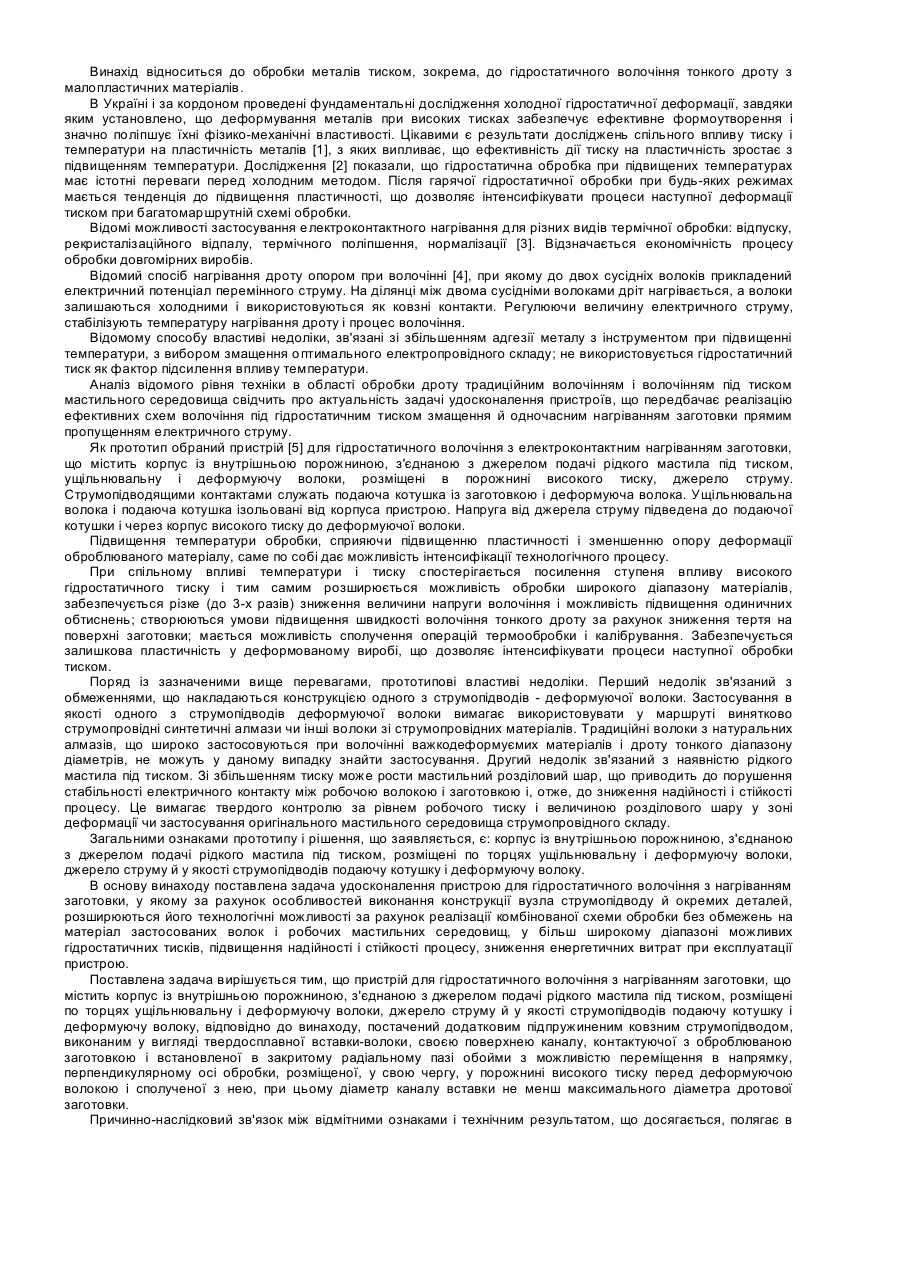
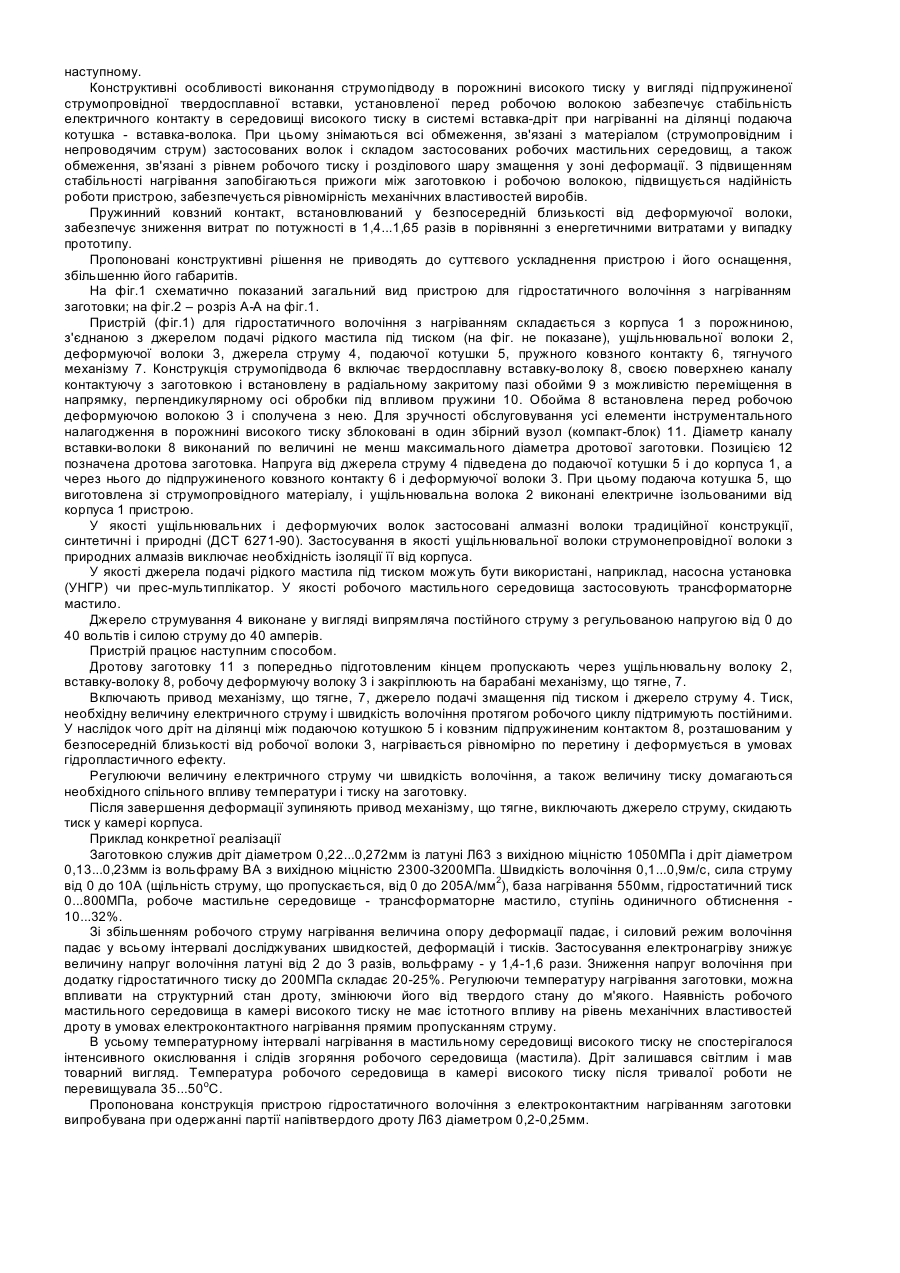
Винахід відноситься до обробки металів тиском, зокрема, до гідростатичного волочіння тонкого дроту з малопластичних матеріалів. В Україні і за кордоном проведені фундаментальні дослідження холодної гідростатичної деформації, завдяки яким установлено, що деформування металів при високих тисках забезпечує ефективне формоутворення і значно поліпшує їхні фізико-механічні властивості. Цікавими є результати досліджень спільного впливу тиску і температури на пластичність металів [1], з яких випливає, що ефективність дії тиску на пластичність зростає з підвищенням температури. Дослідження [2] показали, що гідростатична обробка при підвищених температурах має істотні переваги перед холодним методом. Після гарячої гідростатичної обробки при будь-яких режимах мається тенденція до підвищення пластичності, що дозволяє інтенсифікувати процеси наступної деформації тиском при багатомаршрутній схемі обробки. Відомі можливості застосування електроконтактного нагрівання для різних видів термічної обробки: відпуску, рекристалізаційного відпалу, термічного поліпшення, нормалізації [3]. Відзначається економічність процесу обробки довгомірних виробів. Відомий спосіб нагрівання дроту опором при волочінні [4], при якому до двох сусідніх волоків прикладений електричний потенціал перемінного струму. На ділянці між двома сусідніми волоками дріт нагрівається, а волоки залишаються холодними і використовуються як ковзні контакти. Регулюючи величину електричного струму, стабілізують температуру нагрівання дроту і процес волочіння. Відомому способу властиві недоліки, зв'язані зі збільшенням адгезії металу з інструментом при підвищенні температури, з вибором змащення оптимального електропровідного складу; не використовується гідростатичний тиск як фактор підсилення впливу температури. Аналіз відомого рівня техніки в області обробки дроту традиційним волочінням і волочінням під тиском мастильного середовища свідчить про актуальність задачі удосконалення пристроїв, що передбачає реалізацію ефективних схем волочіння під гідростатичним тиском змащення й одночасним нагріванням заготовки прямим пропущенням електричного струму. Як прототип обраний пристрій [5] для гідростатичного волочіння з електроконтактним нагріванням заготовки, що містить корпус із внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, ущільнювальну і деформуючу волоки, розміщені в порожнині високого тиску, джерело струму. Струмопідводящими контактами служать подаюча котушка із заготовкою і деформуюча волока. Ущільнювальна волока і подаюча котушка ізольовані від корпуса пристрою. Напруга від джерела струму підведена до подаючої котушки і через корпус високого тиску до деформуючої волоки. Підвищення температури обробки, сприяючи підвищенню пластичності і зменшенню опору деформації оброблюваного матеріалу, саме по собі дає можливість інтенсифікації технологічного процесу. При спільному впливі температури і тиску спостерігається посилення ступеня впливу високого гідростатичного тиску і тим самим розширюється можливість обробки широкого діапазону матеріалів, забезпечується різке (до 3-х разів) зниження величини напруги волочіння і можливість підвищення одиничних обтиснень; створюються умови підвищення швидкості волочіння тонкого дроту за рахунок зниження тертя на поверхні заготовки; мається можливість сполучення операцій термообробки і калібрування. Забезпечується залишкова пластичність у деформованому виробі, що дозволяє інтенсифікувати процеси наступної обробки тиском. Поряд із зазначеними вище перевагами, прототипові властиві недоліки. Перший недолік зв'язаний з обмеженнями, що накладаються конструкцією одного з струмопідводів - деформуючої волоки. Застосування в якості одного з струмопідводів деформуючої волоки вимагає використовувати у маршруті винятково струмопровідні синтетичні алмази чи інші волоки зі струмопровідних матеріалів. Традиційні волоки з натуральних алмазів, що широко застосовуються при волочінні важкодеформуємих матеріалів і дроту тонкого діапазону діаметрів, не можуть у даному випадку знайти застосування. Другий недолік зв'язаний з наявністю рідкого мастила під тиском. Зі збільшенням тиску може рости мастильний розділовий шар, що приводить до порушення стабільності електричного контакту між робочою волокою і заготовкою і, отже, до зниження надійності і стійкості процесу. Це вимагає твердого контролю за рівнем робочого тиску і величиною розділового шару у зоні деформації чи застосування оригінального мастильного середовища струмопровідного складу. Загальними ознаками прототипу і рішення, що заявляється, є: корпус із внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, розміщені по торцях ущільнювальну і деформуючу волоки, джерело струму й у якості струмопідводів подаючу котушку і деформуючу волоку. В основу винаходу поставлена задача удосконалення пристрою для гідростатичного волочіння з нагріванням заготовки, у якому за рахунок особливостей виконання конструкції вузла струмопідводу й окремих деталей, розширюються його технологічні можливості за рахунок реалізації комбінованої схеми обробки без обмежень на матеріал застосованих волок і робочих мастильних середовищ, у більш широкому діапазоні можливих гідростатичних тисків, підвищення надійності і стійкості процесу, зниження енергетичних витрат при експлуатації пристрою. Поставлена задача вирішується тим, що пристрій для гідростатичного волочіння з нагріванням заготовки, що містить корпус із внутрішньою порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском, розміщені по торцях ущільнювальну і деформуючу волоки, джерело струму й у якості струмопідводів подаючу котушку і деформуючу волоку, відповідно до винаходу, постачений додатковим підпружиненим ковзним струмопідводом, виконаним у вигляді твердосплавної вставки-волоки, своєю поверхнею каналу, контактуючої з оброблюваною заготовкою і встановленої в закритому радіальному пазі обойми з можливістю переміщення в напрямку, перпендикулярному осі обробки, розміщеної, у свою чергу, у порожнині високого тиску перед деформуючою волокою і сполученої з нею, при цьому діаметр каналу вставки не менш максимального діаметра дротової заготовки. Причинно-наслідковий зв'язок між відмітними ознаками і технічним результатом, що досягається, полягає в наступному. Конструктивні особливості виконання струмопідводу в порожнині високого тиску у вигляді підпружиненої струмопровідної твердосплавної вставки, установленої перед робочою волокою забезпечує стабільність електричного контакту в середовищі високого тиску в системі вставка-дріт при нагріванні на ділянці подаюча котушка - вставка-волока. При цьому знімаються всі обмеження, зв'язані з матеріалом (струмопровідним і непроводячим струм) застосованих волок і складом застосованих робочих мастильних середовищ, а також обмеження, зв'язані з рівнем робочого тиску і розділового шару змащення у зоні деформації. З підвищенням стабільності нагрівання запобігаються прижоги між заготовкою і робочою волокою, підвищується надійність роботи пристрою, забезпечується рівномірність механічних властивостей виробів. Пружинний ковзний контакт, встановлюваний у безпосередній близькості від деформуючої волоки, забезпечує зниження витрат по потужності в 1,4...1,65 разів в порівнянні з енергетичними витратами у випадку прототипу. Пропоновані конструктивні рішення не приводять до суттєвого ускладнення пристрою і його оснащення, збільшенню його габаритів. На фіг.1 схематично показаний загальний вид пристрою для гідростатичного волочіння з нагріванням заготовки; на фіг.2 – розріз А-А на фіг.1. Пристрій (фіг.1) для гідростатичного волочіння з нагріванням складається з корпуса 1 з порожниною, з'єднаною з джерелом подачі рідкого мастила під тиском (на фіг. не показане), ущільнювальної волоки 2, деформуючої волоки 3, джерела струму 4, подаючої котушки 5, пружного ковзного контакту 6, тягнучого механізму 7. Конструкція струмопідвода 6 включає твердосплавну вставку-волоку 8, своєю поверхнею каналу контактуючу з заготовкою і встановлену в радіальному закритому пазі обойми 9 з можливістю переміщення в напрямку, перпендикулярному осі обробки під впливом пружини 10. Обойма 8 встановлена перед робочою деформуючою волокою 3 і сполучена з нею. Для зручності обслуговування усі елементи інструментального налагодження в порожнині високого тиску зблоковані в один збірний вузол (компакт-блок) 11. Діаметр каналу вставки-волоки 8 виконаний по величині не менш максимального діаметра дротової заготовки. Позицією 12 позначена дротова заготовка. Напруга від джерела струму 4 підведена до подаючої котушки 5 і до корпуса 1, а через нього до підпружиненого ковзного контакту 6 і деформуючої волоки 3. При цьому подаюча котушка 5, що виготовлена зі струмопровідного матеріалу, і ущільнювальна волока 2 виконані електричне ізольованими від корпуса 1 пристрою. У якості ущільнювальних і деформуючих волок застосовані алмазні волоки традиційної конструкції, синтетичні і природні (ДСТ 6271-90). Застосування в якості ущільнювальної волоки струмонепровідної волоки з природних алмазів виключає необхідність ізоляції її від корпуса. У якості джерела подачі рідкого мастила під тиском можуть бути використані, наприклад, насосна установка (УНГР) чи прес-мультиплікатор. У якості робочого мастильного середовища застосовують трансформаторне мастило. Джерело струмування 4 виконане у вигляді випрямляча постійного струму з регульованою напругою від 0 до 40 вольтів і силою струму до 40 амперів. Пристрій працює наступним способом. Дротову заготовку 11 з попередньо підготовленим кінцем пропускають через ущільнювальну волоку 2, вставку-волоку 8, робочу деформуючу волоку 3 і закріплюють на барабані механізму, що тягне, 7. Включають привод механізму, що тягне, 7, джерело подачі змащення під тиском і джерело струму 4. Тиск, необхідну величину електричного струму і швидкість волочіння протягом робочого циклу підтримують постійними. У наслідок чого дріт на ділянці між подаючою котушкою 5 і ковзним підпружиненим контактом 8, розташованим у безпосередній близькості від робочої волоки 3, нагрівається рівномірно по перетину і деформується в умовах гідропластичного ефекту. Регулюючи величину електричного струму чи швидкість волочіння, а також величину тиску домагаються необхідного спільного впливу температури і тиску на заготовку. Після завершення деформації зупиняють привод механізму, що тягне, виключають джерело струму, скидають тиск у камері корпуса. Приклад конкретної реалізації Заготовкою служив дріт діаметром 0,22...0,272мм із латуні Л63 з вихідною міцністю 1050МПа і дріт діаметром 0,13...0,23мм із вольфраму ВА з вихідною міцністю 2300-3200МПа. Швидкість волочіння 0,1...0,9м/с, сила струму від 0 до 10А (щільність струму, що пропускається, від 0 до 205А/мм2), база нагрівання 550мм, гідростатичний тиск 0...800МПа, робоче мастильне середовище - трансформаторне мастило, ступінь одиничного обтиснення 10...32%. Зі збільшенням робочого струму нагрівання величина опору деформації падає, і силовий режим волочіння падає у всьому інтервалі досліджуваних швидкостей, деформацій і тисків. Застосування електронагріву знижує величину напруг волочіння латуні від 2 до 3 разів, вольфраму - у 1,4-1,6 рази. Зниження напруг волочіння при додатку гідростатичного тиску до 200МПа складає 20-25%. Регулюючи температуру нагрівання заготовки, можна впливати на структурний стан дроту, змінюючи його від твердого стану до м'якого. Наявність робочого мастильного середовища в камері високого тиску не має істотного впливу на рівень механічних властивостей дроту в умовах електроконтактного нагрівання прямим пропусканням струму. В усьому температурному інтервалі нагрівання в мастильному середовищі високого тиску не спостерігалося інтенсивного окислювання і слідів згоряння робочого середовища (мастила). Дріт залишався світлим і мав товарний вигляд. Температура робочого середовища в камері високого тиску після тривалої роботи не перевищувала 35...50oС. Пропонована конструкція пристрою гідростатичного волочіння з електроконтактним нагріванням заготовки випробувана при одержанні партії напівтвердого дроту Л63 діаметром 0,2-0,25мм. Пропоноване рішення поряд із усіма достоїнствами комплексної гідростатичної обробки з нагріванням, властивими і прототипові, має низку додаткових переваг: - завдяки додатковому ковзному контакту забезпечується надійний електричний контакт із дротом незалежно від умов тертя у зоні деформації робочої волоки; – за рахунок цього підвищується стійкість процесу нагрівання і, отже, стійкість, надійність процесу волочіння і роботи пристрою, підвищується рівномірність механічних властивостей (якість) дротових виробів; - з'являються можливості використання в роботі деформуючих волок із природних алмазів, незамінних при волочінні важкодеформуємих матеріалів і дроту малих діаметрів; – знижуються вимоги до складу робочого мастильного середовища. Таким чином, забезпечується рішення поставленої задачі і досягнення необхідного технічного результату - розширення технологічних можливостей. Пристрій для гідростатичного волочіння з нагріванням заготовки має перспективу у виробництві тонкого дроту з важкодеформуємих металів і сплавів для потреб машинобудівної, інструментальної, електротехнічної, електронної й інших галузей промисловості. Джерела інформації: 1. Колмогоров Β.Α. Напряжения, деформации, разрушение.-М.: Металлургия, 1970, 229с. 2. КолпашниковА.И. и др. Горячее гидропрессование металлических материалов. -М.: Машиностроение, 1977, 271с. 3. Коврев Г.С. Электроконтактный нагрев при обработке цветных металлов.-М.: Металлургия, 1972, 312с. 4. Заявка 56-105810, Япония, В21С9/00 oп. 22.08.81. 5. Физика и техника высоких давлений (ФТВД), №2, 1994, с.95-101.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hydrostatic drawing of billet with heating
Автори англійськоюMatrosov Mykola Ivanovych, Biloshenko Viktor Oleksandrovych, Medvedska Elvida Oleksandrivna, Duhadko Oleksandr Borysovych
Назва патенту російськоюУстройство для гидростатического волочения с нагревом заготовки
Автори російськоюМатросов Николай Иванович, Билошенко Виктор Александрович, Медведская Эльвида Александровна, Дугадко Александр Борисович
МПК / Мітки
МПК: B21C 9/00
Мітки: волочіння, пристрій, заготовки, гідростатичного, нагріванням
Код посилання
<a href="https://ua.patents.su/3-69880-pristrijj-dlya-gidrostatichnogo-volochinnya-z-nagrivannyam-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гідростатичного волочіння з нагріванням заготовки</a>
Пристрій для гідростатичного волочіння мікродроту

Номер патенту: 56550
Опубліковано: 15.05.2003
Автори: Белошенко Віктор Олександрович, Дугадко Олександр Борисович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович
МПК: B21C 3/14
Мітки: гідростатичного, пристрій, волочіння, мікродроту
Формула / Реферат:
Пристрій для гідростатичного волочіння дроту, що містить контейнер із внутрішньою циліндричною порожниною, сполученою з джерелом подачі мастила під тиском, розміщені в ній послідовно по ходу обробки ущільнювальну та деформуючу волоки, об'єднані в загальний компакт-блок, що утворює з контейнером замкнуту робочу камеру, який відрізняється тим, що корпус компакт-блока виконаний із закритим радіальним пазом з циліндричною підставою та...
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Жук Анатолій Якович
МПК: B21C 1/02
Мітки: спосіб, волочіння, дроту
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Пристрій для волочіння круглої заготовки
Номер патенту: 58916
Опубліковано: 15.08.2003
Автори: Ломов Ілля Миколайович, Должанський Анатолій Михайлович, Голобурда Юлія Вікторівна
МПК: B21C 3/00
Мітки: заготовки, круглої, пристрій, волочіння
Формула / Реферат:
Пристрій для волочіння круглої заготовки, що містить корпус з порошкоподібною мастильною речовиною, розміщений в корпусі і нерухомій ущільнюючій втулці з можливістю обертання від приводу порожнистий шнек, співвісний з віссю волочіння по зовнішньому контуру 3-х...5-ти спіралеподібних виступів на його поверхні, який має наскрізні радіальні отвори в стінці, що розташовані в його передній по ходу волочіння частині і сполучені з його подовжньою...
Пристрій для волочіння дроту
Номер патенту: 42507
Опубліковано: 15.10.2001
Автори: Таратута Костянтин Васильович, Жук Анатолій Якович
МПК: B21C 3/14
Мітки: дроту, волочіння, пристрій
Формула / Реферат:
Пристрій для волочіння дроту, що містить ущільнювальну та робочу волоки з робочою камерою між ними, який відрізняється тим, що робоча волока та встановлена попереду натискна волока мають обойму з ущільнювачем, яка з'єднується з обоймою ущільнювальної волоки за допомогою осей з пружинами.
Пристрій для гідростатичного волочіння виробів
Номер патенту: 15609
Опубліковано: 30.06.1997
Автори: Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович, Матросов Микола Іванович, Медведська Ельвіда Олександрівна
МПК: B21C 1/00
Мітки: пристрій, гідростатичного, виробів, волочіння
Формула / Реферат:
Устройство для гидростатического волочения изделий, содержащее контейнер высокого давления, размещенный в контейнере компакт-блок, несущий установленный на оси тянущий барабан и волоки, и привод вращения тянущего барабана, вал которого соединен с осью барабана быстроразъемным соединением, отличающееся тем, что оно снабжено дополнительными тянущими барабанами с осями вращения, установленными вдоль осевой полости контейнера, дополнительными...
Попередній патент: Пневмогвинтова установка
Наступний патент: Спосіб гідростатичного волочіння дроту
Випадковий патент: Роторозширювач для проведення остеосинтезу суглобового відростка нижньої щелепи внутрішньоротовим способом під ендоскопічним контролем