Спосіб гідростатичного волочіння дроту
Номер патенту: 69881
Опубліковано: 15.09.2004
Автори: Дугадко Олександр Борисович, Матросов Микола Іванович, Медведська Ельвіда Олександрівна

Формула / Реферат
Спосіб гідростатичного волочіння дроту, переважно латунного з цинковим покриттям, що включає протягання заготовки через вхідну волоку з малим ступенем обтиснення, герметизовану камеру високого тиску змащення і вихідну робочу волоку, який відрізняється тим, що тиск мастильного середовища встановлюють у межах значень умовної границі плинності матеріалу покриття.
Текст
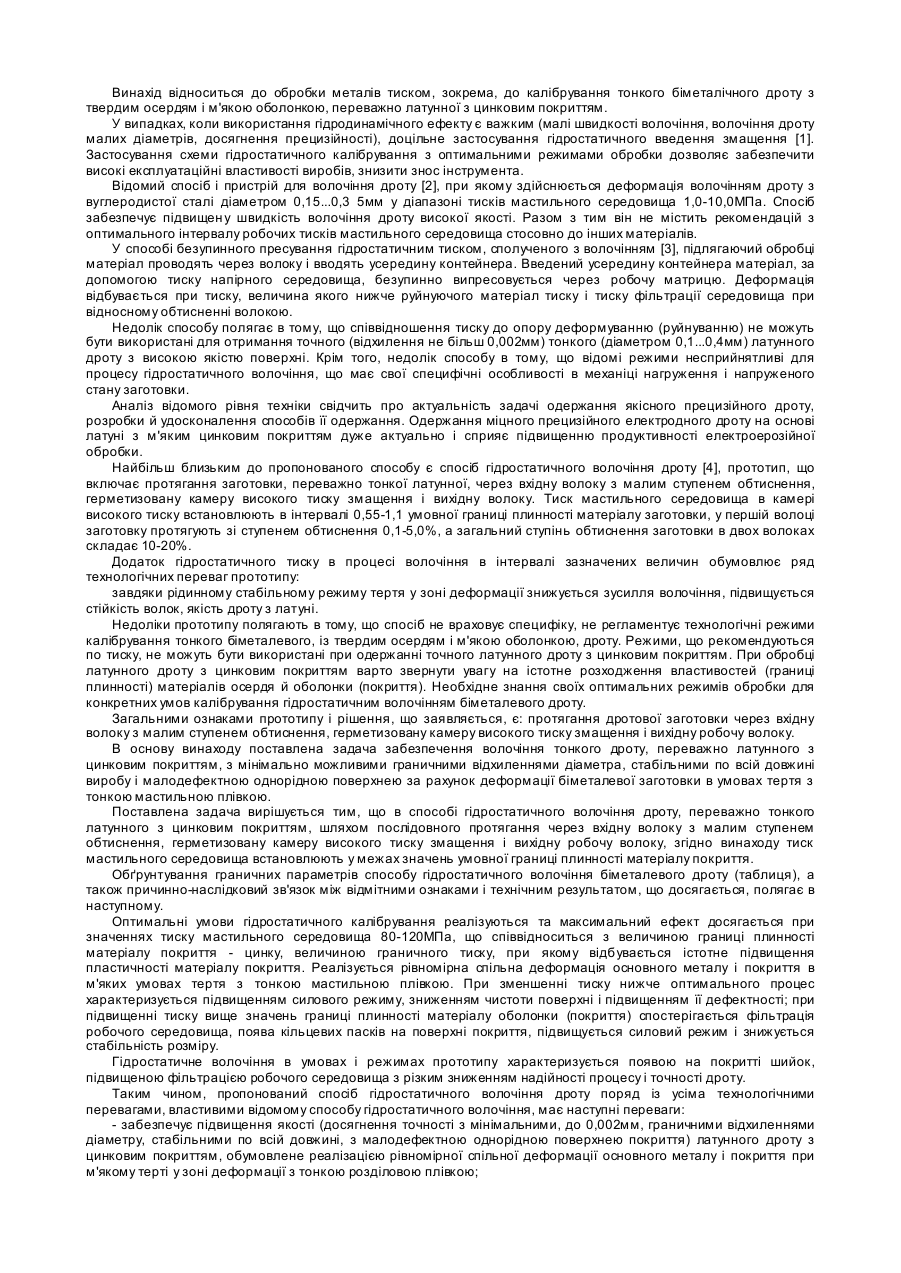
Винахід відноситься до обробки металів тиском, зокрема, до калібрування тонкого біметалічного дроту з твердим осердям і м'якою оболонкою, переважно латунної з цинковим покриттям. У випадках, коли використання гідродинамічного ефекту є важким (малі швидкості волочіння, волочіння дроту малих діаметрів, досягнення прецизійності), доцільне застосування гідростатичного введення змащення [1]. Застосування схеми гідростатичного калібрування з оптимальними режимами обробки дозволяє забезпечити високі експлуатаційні властивості виробів, знизити знос інструмента. Відомий спосіб і пристрій для волочіння дроту [2], при якому здійснюється деформація волочінням дроту з вуглеродистої сталі діаметром 0,15...0,3 5мм у діапазоні тисків мастильного середовища 1,0-10,0МПа. Спосіб забезпечує підвищен у швидкість волочіння дроту високої якості. Разом з тим він не містить рекомендацій з оптимального інтервалу робочих тисків мастильного середовища стосовно до інших матеріалів. У способі безупинного пресування гідростатичним тиском, сполученого з волочінням [3], підлягаючий обробці матеріал проводять через волоку і вводять усередину контейнера. Введений усередину контейнера матеріал, за допомогою тиску напірного середовища, безупинно випресовується через робочу матрицю. Деформація відбувається при тиску, величина якого нижче руйнуючого матеріал тиску і тиску фільтрації середовища при відносному обтисненні волокою. Недолік способу полягає в тому, що співвідношення тиску до опору деформуванню (руйнуванню) не можуть бути використані для отримання точного (відхилення не більш 0,002мм) тонкого (діаметром 0,1...0,4мм) латунного дроту з високою якістю поверхні. Крім того, недолік способу в тому, що відомі режими несприйнятливі для процесу гідростатичного волочіння, що має свої специфічні особливості в механіці нагруження і напруженого стану заготовки. Аналіз відомого рівня техніки свідчить про актуальність задачі одержання якісного прецизійного дроту, розробки й удосконалення способів її одержання. Одержання міцного прецизійного електродного дроту на основі латуні з м'яким цинковим покриттям дуже актуально і сприяє підвищенню продуктивності електроерозійної обробки. Найбільш близьким до пропонованого способу є спосіб гідростатичного волочіння дроту [4], прототип, що включає протягання заготовки, переважно тонкої латунної, через вхідну волоку з малим ступенем обтиснення, герметизовану камеру високого тиску змащення і вихідну волоку. Тиск мастильного середовища в камері високого тиску встановлюють в інтервалі 0,55-1,1 умовної границі плинності матеріалу заготовки, у першій волоці заготовку протягують зі ступенем обтиснення 0,1-5,0%, а загальний ступінь обтиснення заготовки в двох волоках складає 10-20%. Додаток гідростатичного тиску в процесі волочіння в інтервалі зазначених величин обумовлює ряд технологічних переваг прототипу: завдяки рідинному стабільному режиму тертя у зоні деформації знижується зусилля волочіння, підвищується стійкість волок, якість дроту з латуні. Недоліки прототипу полягають в тому, що спосіб не враховує специфіку, не регламентує технологічні режими калібрування тонкого біметалевого, із твердим осердям і м'якою оболонкою, дроту. Режими, що рекомендуються по тиску, не можуть бути використані при одержанні точного латунного дроту з цинковим покриттям. При обробці латунного дроту з цинковим покриттям варто звернути увагу на істотне розходження властивостей (границі плинності) матеріалів осердя й оболонки (покриття). Необхідне знання своїх оптимальних режимів обробки для конкретних умов калібрування гідростатичним волочінням біметалевого дроту. Загальними ознаками прототипу і рішення, що заявляється, є: протягання дротової заготовки через вхідну волоку з малим ступенем обтиснення, герметизовану камеру високого тиску змащення і вихідну робочу волоку. В основу винаходу поставлена задача забезпечення волочіння тонкого дроту, переважно латунного з цинковим покриттям, з мінімально можливими граничними відхиленнями діаметра, стабільними по всій довжині виробу і малодефектною однорідною поверхнею за рахунок деформації біметалевої заготовки в умовах тертя з тонкою мастильною плівкою. Поставлена задача вирішується тим, що в способі гідростатичного волочіння дроту, переважно тонкого латунного з цинковим покриттям, шляхом послідовного протягання через вхідну волоку з малим ступенем обтиснення, герметизовану камеру високого тиску змащення і вихідну робочу волоку, згідно винаходу тиск мастильного середовища встановлюють у межах значень умовної границі плинності матеріалу покриття. Обґрунтування граничних параметрів способу гідростатичного волочіння біметалевого дроту (таблиця), а також причинно-наслідковий зв'язок між відмітними ознаками і технічним результатом, що досягається, полягає в наступному. Оптимальні умови гідростатичного калібрування реалізуються та максимальний ефект досягається при значеннях тиску мастильного середовища 80-120МПа, що співвідноситься з величиною границі плинності матеріалу покриття - цинку, величиною граничного тиску, при якому відбувається істотне підвищення пластичності матеріалу покриття. Реалізується рівномірна спільна деформація основного металу і покриття в м'яких умовах тертя з тонкою мастильною плівкою. При зменшенні тиску нижче оптимального процес характеризується підвищенням силового режиму, зниженням чистоти поверхні і підвищенням її дефектності; при підвищенні тиску вище значень границі плинності матеріалу оболонки (покриття) спостерігається фільтрація робочого середовища, поява кільцевих пасків на поверхні покриття, підвищується силовий режим і знижується стабільність розміру. Гідростатичне волочіння в умовах і режимах прототипу характеризується появою на покритті шийок, підвищеною фільтрацією робочого середовища з різким зниженням надійності процесу і точності дроту. Таким чином, пропонований спосіб гідростатичного волочіння дроту поряд із усіма технологічними перевагами, властивими відомому способу гідростатичного волочіння, має наступні переваги: - забезпечує підвищення якості (досягнення точності з мінімальними, до 0,002мм, граничними відхиленнями діаметру, стабільними по всій довжині, з малодефектною однорідною поверхнею покриття) латунного дроту з цинковим покриттям, обумовлене реалізацією рівномірної спільної деформації основного металу і покриття при м'якому терті у зоні деформації з тонкою розділовою плівкою; - підвищує надійність процесу гідростатичного калібрування дроту з покриттям. Здійснення гідростатичного волочіння в зазначеному режимі створює необхідні умови деформації для рішення поставленої задачі з належним результатом: необхідної точності, чистоти поверхні дроту з малодефектним однорідним покриттям. Зниження величини напружень складає ~ 20 %, коефіцієнт надійності процесу волочіння досягає 2,9. Дріт, деформований при оптимальній величині тиску, має більш рівноважний стан з менш вираженою криволінійністю і спиралевидністю. Порівняння рішення, що заявляється, із прототипом показує, що спосіб, що заявляється, має відмітні ознаки і корисність і, отже, відповідає критерію «новизна». Для реалізації способу використовують установку для гідростатичного волочіння пресового чи насосного типів. Волоки встановлені по торцях горизонтального блоку - контейнера, усередині якого створюють і підтримують постійний тиск робочого середовища. В якості робочого середовища застосовують легкі мінеральні мастила (індустріальне 12 чи 20, трансформаторне), волоки з природних чи синтетичних алмазів традиційної конструкції за ДСТ 6271-90. Вихідна заготовка діаметром 0,24мм із латуні Л63 з покриттям з цинку, чистотою 99,96 %, товщиною 0,005...0,0075мм. Величина попереднього обтиснення (наклепу) дротової заготовки 77,5...88,5%, межа міцності 900 МПа, границя плинності матеріалу покриття цинку ЦО 83...115МПа. Зусилля волочіння створюється пристроєм, що тягне, віддаюча котушка перебуває за межами камери високого тиску. Швидкість волочіння від 0,01 до 2,0м/с. Граничне відхилення діаметра вимірюють підоймовим мікрометром з ціною розподілу 0,001мм, якість поверхні оцінюють оптичним методом. Температура деформування - кімнатна. За показник ефективності процесу волочіння приймають величину напруги волочіння, відсутність дефектності покриття, шорсткість поверхні, стабільність діаметру, величину розділового шару змащення у зоні деформації, надійність процесу. У таблиці представлені приклади реалізації способу при граничних умовах, усередині діапазону і за його межами. Таблиця Тиск мастиль- Напруга При- ного волоклад середо- чіння, МПа вища, МПа 1 2 3 1 0 400 2 40 380 3 80 360 4 120 320 5 160 370 6 200 380 Інші показники 4 Високий силовий режим. Наявність подовжніх рисок на поверхні і дефектів покриття у виді тріщин. Зниження силового режиму. Окремі дефекти. Малодефектна поверхня покриття. Стабільність розміру в межах 0,002 мм. Низький силовий режим. Наявність тонкої мастильної плівки у зоні деформації. Малодефектна поверхня покриття. Стабільність розміру в межах 0,002 мм. Низький силовий режим. Наявність тонкої мастильної плівки у зоні деформації. Підвищення напруги волочіння. Збільшення товщини розділового мастильного шару. Зниження стабільності розміру профілю. Підвищення напруги волочіння. Збільшення товщини мастильного шару, утворення поперечних кілець на поверхні покриття, зниження стабільності розміру перетину виробу, зниження надійності процесу. Пропоноване рішення реалізоване в ДонФТІ ПАН України при одержанні прецизійного електродного, латунного з цинковим покриттям, дроту діаметром 0,2...0,25мм для дротяно-вирізних електроерозійних верстатів. Пропоноване рішення доцільно використовувати в машинобудівній, інструментальній, електротехнічній і інших галузях промисловості, що виробляють і застосовують прецизійний біметалевий дріт. Джерела інформації: 1. Перлин И.А., Ерманюк М.З. Теория волочения. - М.: Металургия, 1971,133с. 2. Заявка 52-82660, Японія, В21C1/04 надр. 11.07.77. 3. Заявка 55-12325, Японія, В21C1/00 надр. 01.04.80. 4. А.с. 1592071, СРСР, В21С 1/00 надр. 15.09.90, Б.В.34.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hydrostatic wire drawing
Автори англійськоюMatrosov Mykola Ivanovych, Medvedska Elvida Oleksandrivna, Duhadko Oleksandr Borysovych
Назва патенту російськоюСпособ гидростатического волочения проволоки
Автори російськоюМатросов Николай Иванович, Медведская Эльвида Александровна, Дугадко Александр Борисович
МПК / Мітки
МПК: B21C 1/00
Мітки: спосіб, дроту, волочіння, гідростатичного
Код посилання
<a href="https://ua.patents.su/3-69881-sposib-gidrostatichnogo-volochinnya-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідростатичного волочіння дроту</a>
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Васильєв Олександр Генадійович
МПК: B21B 27/02
Мітки: дроту, спосіб, волочіння
Текст:
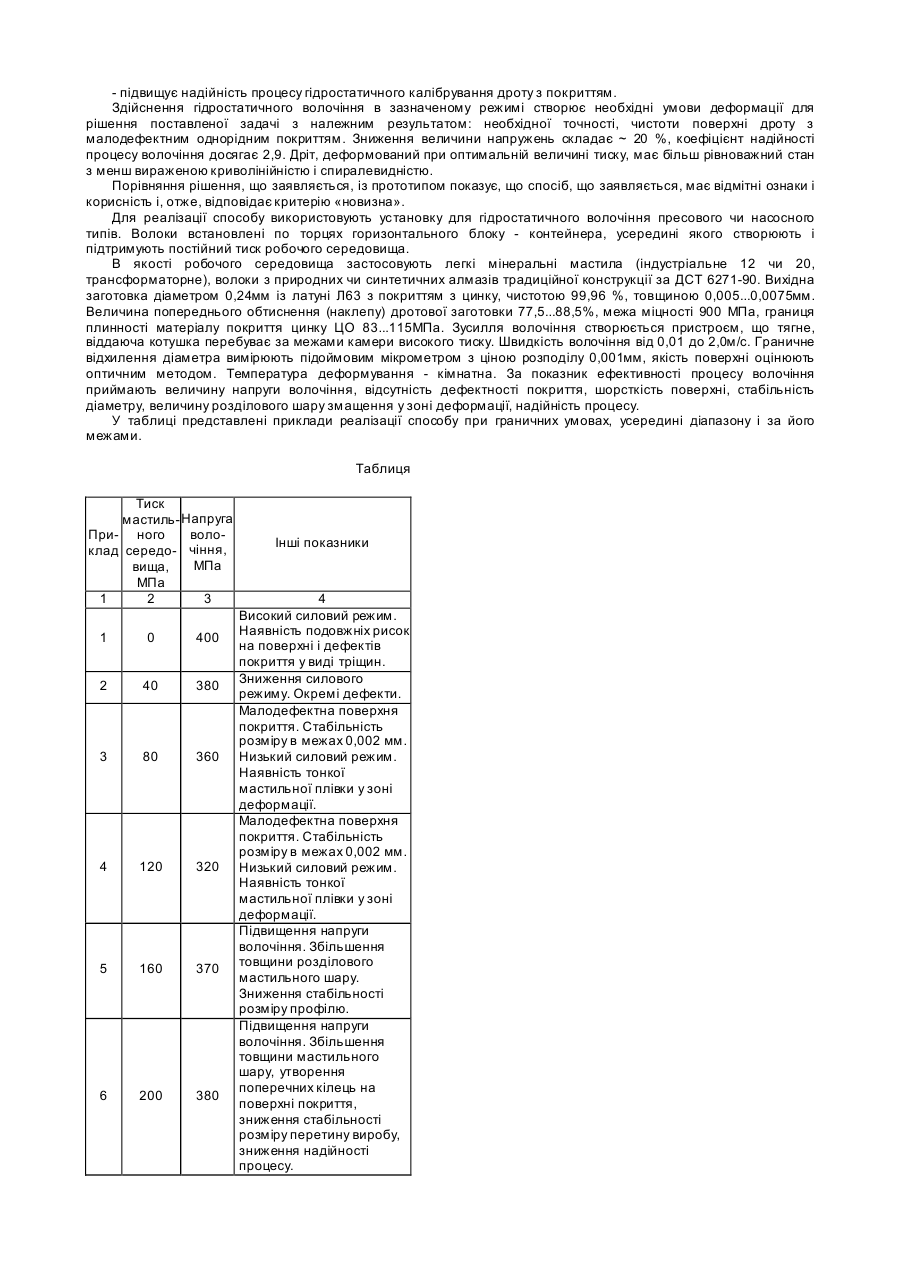
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб для гідростатичного волочіння дроту
Номер патенту: 15608
Опубліковано: 30.06.1997
Автори: Матросов Микола Іванович, Соннікова Людмила Федорівна, Раханський Генадій Афанасійович, Чернишев Владислав Анатолійович, Дугадко Олександр Борисович, Ярош Павло Данилович
МПК: B21C 1/00
Мітки: гідростатичного, дроту, волочіння, спосіб
Формула / Реферат:
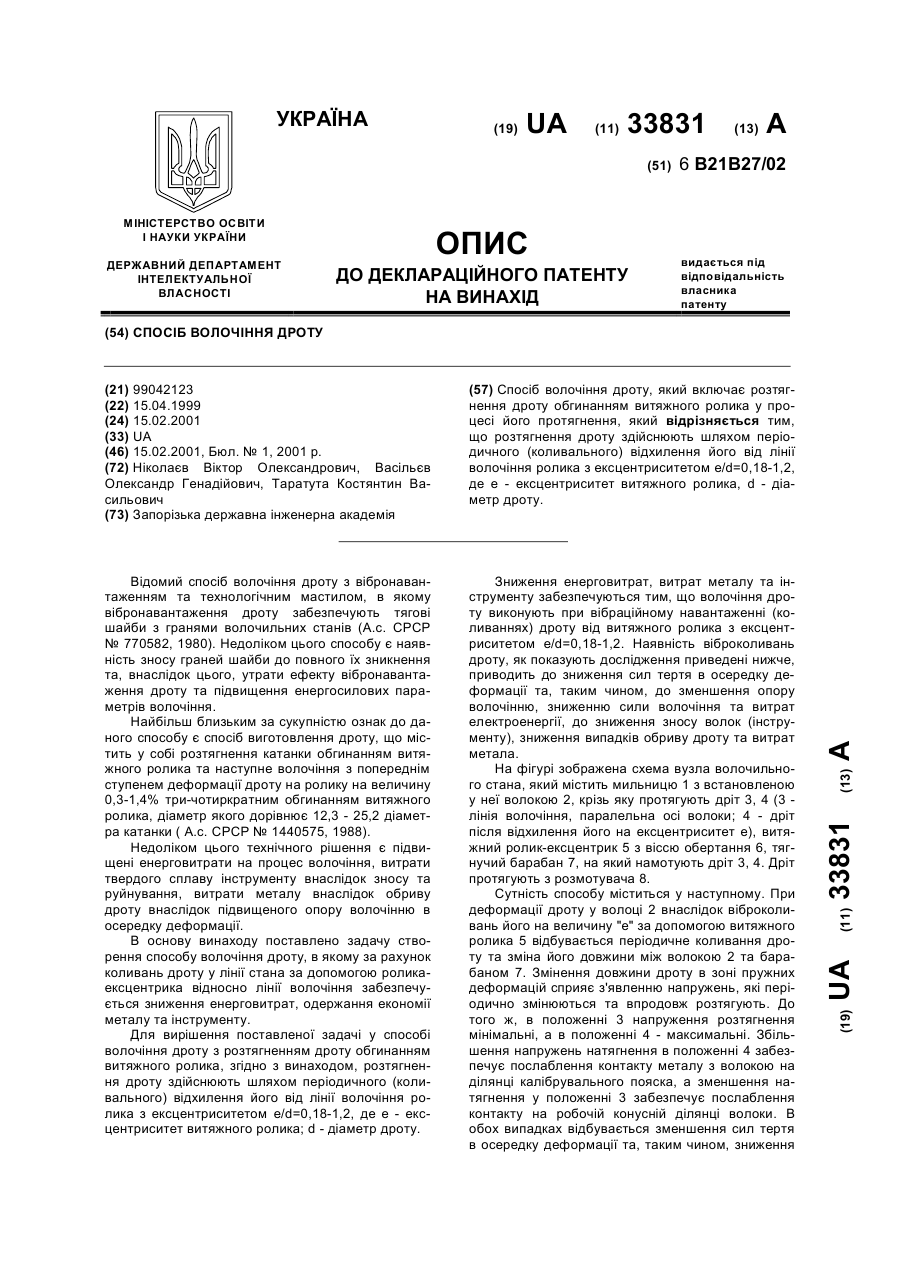
Способ гидростатического волочения проволоки, преимущественно тонкой из аустенитных сталей, включающий протягивание заготовки через камеру высокого давления жидкости и рабочую волоку, отличающийся тем, что перед протягиванием заготовку охлаждают до отрицательных температур, а протягивание осуществляют со скоростью не менее 1м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25-100 ее диаметров.
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Медведська Ельвіда Олександрівна, Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович, Матросов Микола Іванович
МПК: B21C 1/00
Мітки: волочіння, дроту, гідростатичного, спосіб
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Спосіб багаторазового волочіння сталевого дроту
Номер патенту: 57524
Опубліковано: 16.06.2003
Автори: Зубанов Володимир Олександрович, Петров Юрій Михайлович, Іванцов Іван Іванович
МПК: B21C 1/00
Мітки: волочіння, дроту, спосіб, багаторазового, сталевого
Формула / Реферат:
Спосіб багаторазового волочіння сталевого дроту, що включає волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок, який відрізняється тим, що волочіння заготовки виконують зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому волочіння заготовки в n-ій волоці ведуть з величиною частинного обтиснення відповідно до залежності:
Спосіб волочіння дроту
Номер патенту: 43126
Опубліковано: 15.11.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
Мітки: волочіння, спосіб, дроту
Формула / Реферат:
Спосіб волочіння дроту технологічним мастилом, що включає деформацію дроту в декількох волоках з протинатягом дроту перед наступною волокою проміжними тяговими пристроями, який відрізняється тим, що протинатяг дроту виконують непривідними проміжними тяговими пристроями, контактна поверхня яких має профіль твірної, яка відповідає поперечному перерізу дроту, що протягається.
Попередній патент: Пристрій для гідростатичного волочіння з нагріванням заготовки
Наступний патент: П’єзоелектричний перетворювач механічних величин
Випадковий патент: Пластмасовий сцинтилятор