Пристрій для волочіння круглої заготовки
Номер патенту: 58916
Опубліковано: 15.08.2003
Автори: Должанський Анатолій Михайлович, Голобурда Юлія Вікторівна, Ломов Ілля Миколайович
Формула / Реферат
Пристрій для волочіння круглої заготовки, що містить корпус з порошкоподібною мастильною речовиною, розміщений в корпусі і нерухомій ущільнюючій втулці з можливістю обертання від приводу порожнистий шнек, співвісний з віссю волочіння по зовнішньому контуру 3-х...5-ти спіралеподібних виступів на його поверхні, який має наскрізні радіальні отвори в стінці, що розташовані в його передній по ходу волочіння частині і сполучені з його подовжньою циліндричною порожниною, що має діаметр, який перевищує діаметр заготовки, що знаходиться в порожнині шнека при волочінні, розміщену за задньою частиною шнека волоку в обоймі та корпусі, який відрізняється тим, що подовжній отвір в шнеку виконано з ексцентриситетом відносно осі останнього, рівним 1,0...1,2 позитивного допуску на діаметр заготовки, а шнек виконано конічним з довжиною, яка визначається виразом:
і кутом конусності:
де:
L - довжина шнека, м;
![]() - щільність мастильної речовини початкова насипна і після повного його ущільнення відповідно, кг/м3;
- щільність мастильної речовини початкова насипна і після повного його ущільнення відповідно, кг/м3;
![]() - діаметр шнека в його задній частині, який визначається в метрах за формулою:
- діаметр шнека в його задній частині, який визначається в метрах за формулою:
![]()
![]()
де:
![]() - розрахунковий діаметр задньої частини шнека без урахування його внутрішнього подовжнього отвору, м;
- розрахунковий діаметр задньої частини шнека без урахування його внутрішнього подовжнього отвору, м;
d0 - діаметр заготовки, м;
![]() - позитивний допуск на діаметр заготовки, м;
- позитивний допуск на діаметр заготовки, м;
еотв - ексцентриситет циліндричної порожнини в шнеку;
Ra - шорсткість заготовки, м;
V0 - швидкість волочіння, м/с;
n - частота обертання шнека, об/с.
Текст
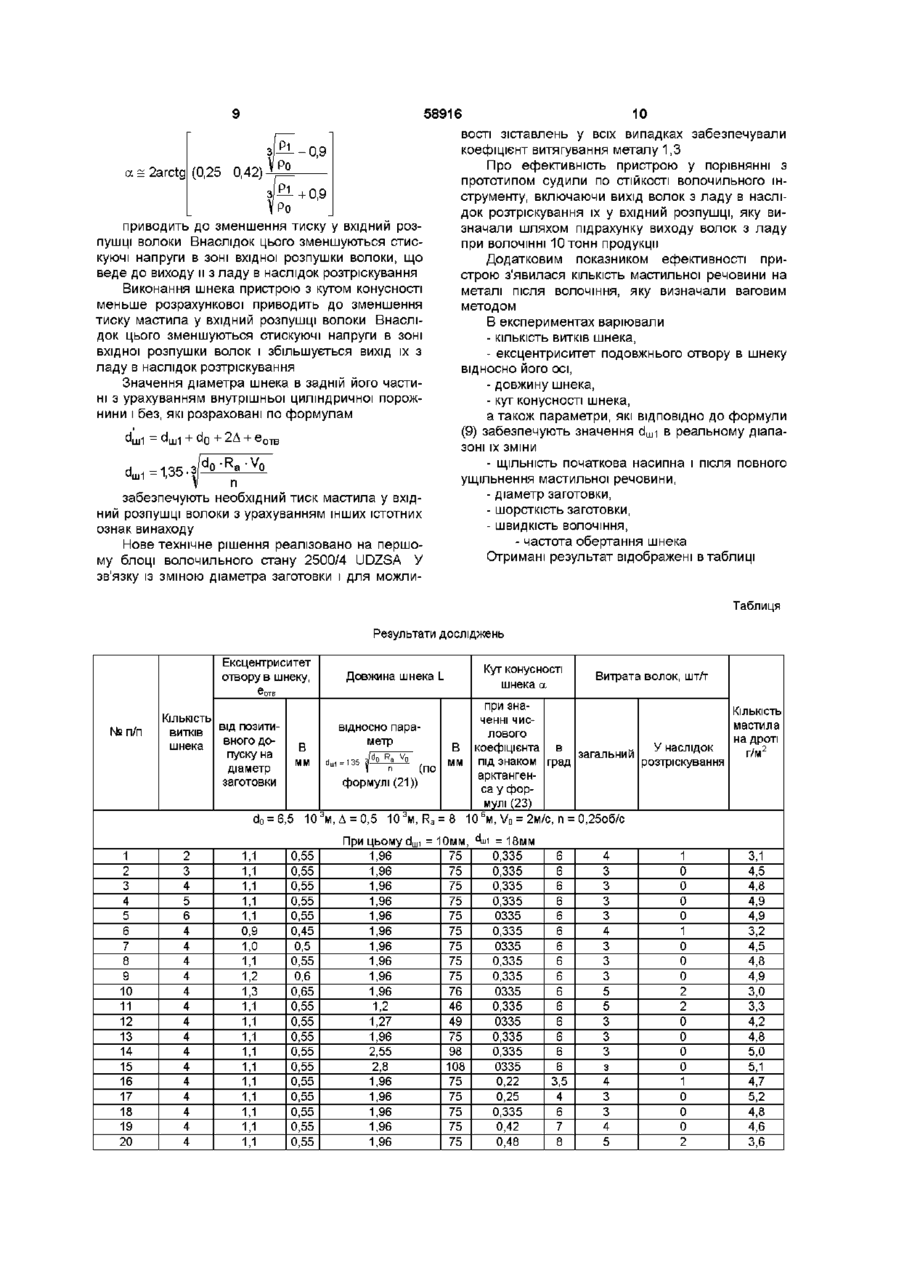
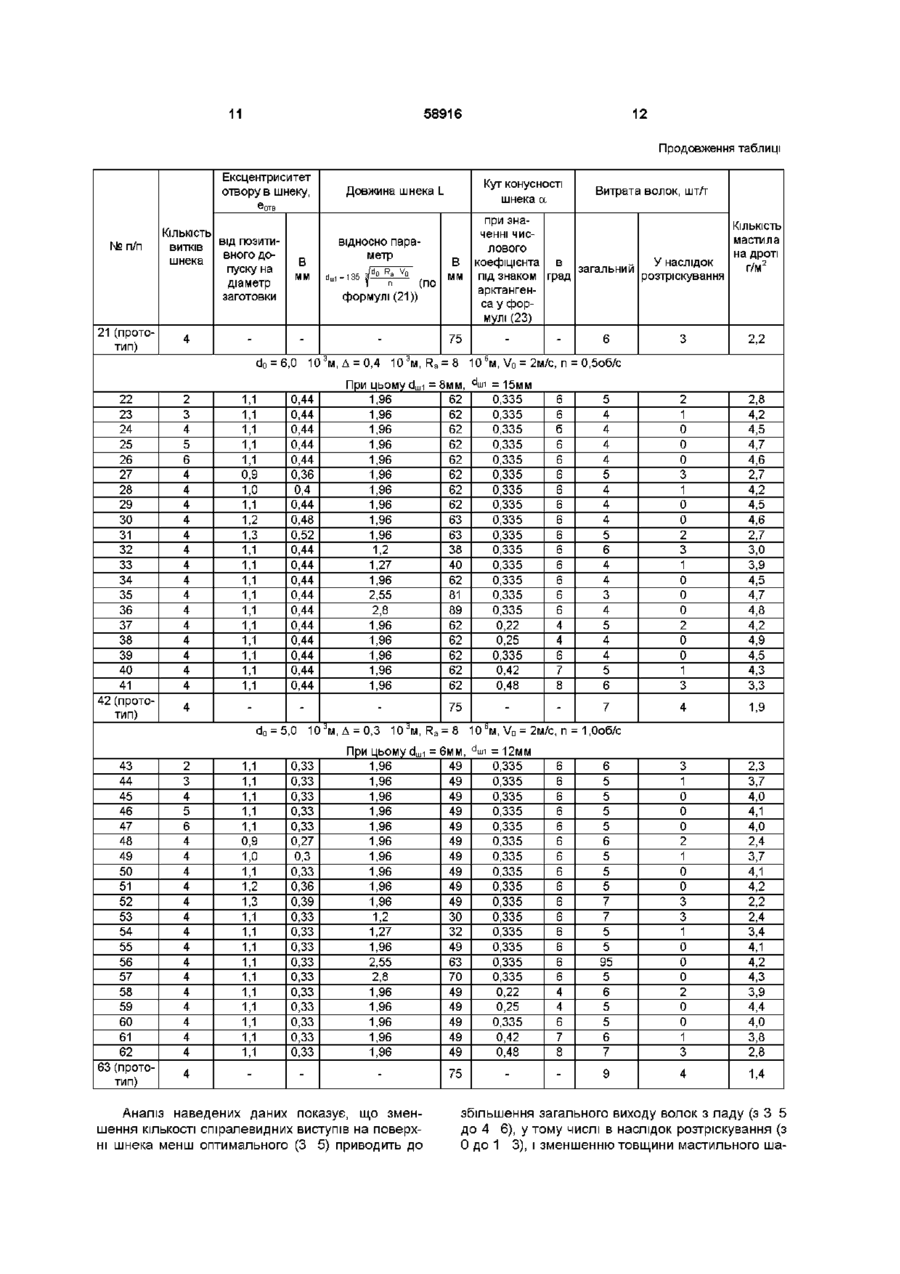
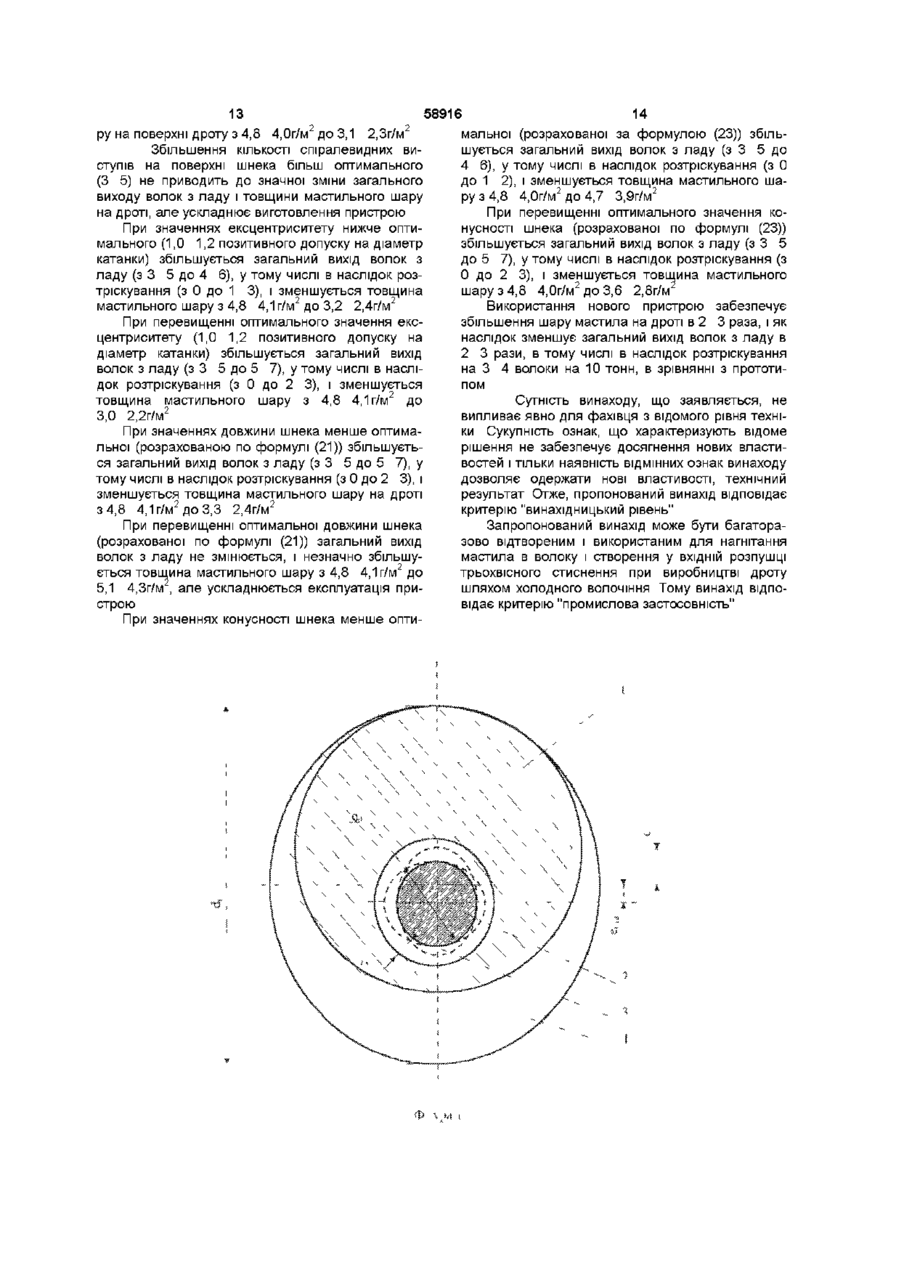
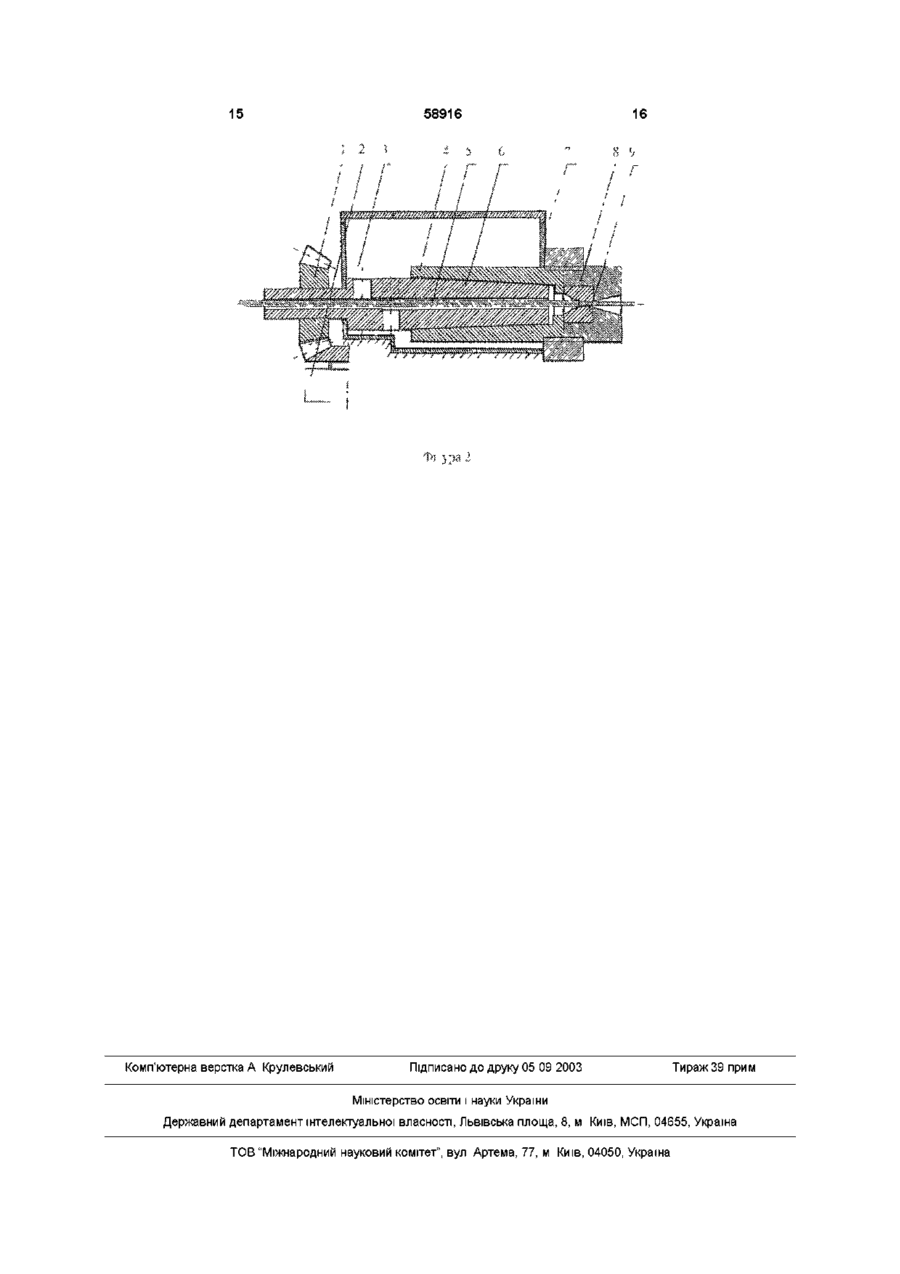
Пристрій для волочіння круглої заготовки, що містить корпус з порошкоподібною мастильною речовиною, розміщений в корпусі і нерухомій ущільнюючій втулці з можливістю обертання від приводу порожнистий шнек, СПІВВІСНИЙ з віссю волочіння по зовнішньому контуру 3-х 5-ти спіралеподібних виступів на його поверхні, який має наскрізні радіальні отвори в СТІНЦІ, ЩО розташовані в його передній по ходу волочіння частині і сполучені з його подовжньою циліндричною порожниною, що має діаметр, який перевищує діаметр заготовки, що знаходиться в порожнині шнека при ВОЛОЧІННІ, розміщену за задньою частиною шнека волоку в обоймі та корпусі, який відрізняється тим, що подовжній отвір в шнеку виконано з ексцентриситетом відносно осі останнього, рівним 1,0 1,2 позитивного допуску на діаметр заготовки, а шнек виконано конічним з довжиною, яка визначається виразом L = (1,27 2,3)d m1 a = 2arctg (0,25 0,42) Де L - довжина шнека, м, Ро.р-г ЩІЛЬНІСТЬ мастильної речовини початкова насипна і після повного його ущільнення ВІДПОВІДНО, кг/м3, d m 1 - діаметр шнека в його задній частині, який визначається в метрах за формулою «С =d m 1 +d 0 +2A + eOTB, =1,35-3 dn • FL • V, n Де d m 1 - розрахунковий діаметр задньої частини шнека без урахування його внутрішнього подовжнього отвору, м, do - діаметр заготовки, м, д - позитивний допуск на діаметр заготовки, м, е0Тв - ексцентриситет циліндричної порожнини в шнеку, Ra - шорсткість заготовки, м, Vo - ШВИДКІСТЬ ВОЛОЧІННЯ, М/С, п - частота обертання шнека, об/с і кутом конусності Винахід відноситься до області волочильного виробництва і може бути використаним на волочильних станах в технологічному потоці волочіння круглої заготовки з сухим порошкоподібним технологічним мастилом Деформація металу при ВОЛОЧІННІ ЗДІЙСНЮЄТЬ СЯ в запресованій в обоймі волоці, яка представляє собою тіло з отвором Отвір складається з декількох зон, які відрізняються кутом їх твірної з віссю волочіння вхідна розпушка (кут 45 ± 7,5°, не контактує з металом, що деформується), змащу вальний конус (кут 17 ± 3°, не контактує з металом, що деформується, він формує шар мастила), робочий конус (кут 7 ± 3°, контактує з металом при ВОЛОЧІННІ), калібруючий пасок (кут 0°, контактує з металом при ВОЛОЧІННІ), вихідна розпушка (кут 35 ± 7,5°, не контактує з металом при ВОЛОЧІННІ) При роботі волока зазнає вісьове стиснення і радіальне розтягування під дією металу, що деформується Обойма стискає волоку, компенсуючі розтягуючи радіальні напруги При недостатній компенсації схема напруженого стану волоки сприяє крихкому (О о> 00 ю руйнуванню останньої У всіх випадках на ВІЛЬНІЙ поверхні у вхідний розпушці волоки, що запресована в обоймі, напруга дорівнює нулю відсутність тут напруг стиснення приводить до деформаційного розтріскування і виходу волоки з ладу У свою чергу, при безперервному процесі волочіння це приводить до обриву металу в осередку деформації і відбраковці продукції Технічна суперечність полягає в тому, що для запобігання розтріскування волоки у вхідний розпушці необхідно створити трьохвісне стиснення Механічній (контактній) дії на цю зону перешкоджає змінний діаметр волочильної заготовки, у полі допуску останньої, який не може бути виключеним Відомий пристрій, який містить шнек, розміщений в МІСТКІСТЬ для мастил перед волокою і приводиться в рух заготовкою, яка рухається [Механизм для перемешивания и подачи к волоке технологической порошкообразной смазки при волочении металлов Ас № 145523 (740940/22 от 5 авг 1961 г ) Класс 7Ь, 4 50 , Бюл изобр — 1962 — № 6 — стр 16] При використанні цього пристрою для волочіння сталевого дроту циліндричний шнек не забезпечує у вхідний розпушці волоки необхідних значень тиску мастила Це відбувається через те, що він не нагнітає мастило у волоку, а лише транспортує і перемішує його У результаті тиск стиснення на ВІЛЬНІЙ поверхні вхідний розпушці волоки близький до нуля, що супроводжується розтріскуванням останньої Відомий пристрій, що містить корпус, в якому розміщений волокоудержувач з волокою, напірною втулкою і пробкою, засоби обертання волокоудержувача, корпус з порошкоподібним мастилом і розміщений в ньому СПІВІСНИЙ волокоудержувач у шнек з подовжньою циліндричною порожниною, закріплений на пробці волокоудержувач а, причому порожнина шнека сполучена з порожниною у корпусі за допомогою радіальних отворів в його западинах, перед пробкою встановлено перфорований диск, а в пробці виконано конічна порожнина, яка сполучена з подовжньою порожниною шнека [Устройство для волочения изделий в режиме гидродинамического трения Ас СССР № 1235589 (1814939 А1), 1984 Класс В 21 С 3/14 Бюл №18 — (15 05 93)] При використанні цього пристрою для волочіння заготовки циліндричний шнек не забезпечує в предосередкової зоні необхідних значень тиску мастила, чому, зокрема, перешкоджає перфорований диск, а в подовжньому отворі шнека виникає канал з ущільненого мастила (застійні зони), тобто виявляється так званий "тунельний ефект" У результаті тиск у вхідний розпушці волоки недостатній, і великий вихід волок з ладу через розтріскування Найближчим до об'єкта, що заявляється, пристрій для волочіння виробів в режимі гідродинамічного тертя, що містить корпус, заповнений в передній частині порошкоподібний мастилом, розміщений в передній частині корпусу з можливістю обертання від приводу порожнистий шнек із ЗОВНІШНІМИ спіралевидними виступами і з наскрізними радіальними отворами в СТІНЦІ, сполученими 58916 з його подовжньою циліндричною порожниною, розміщений в задній частині корпусу волочильний інструмент в обоймі Причому шнек оснащений внутрішніми спіралевидними виступами з протилежним напрямом навивки по відношенню до ЗОВНІШНІХ спіралевидних виступів [Устройство для волочения изделий в режиме гидродинамического трения А с СССР № 1235589 (1814939 А1), 1984 Класс В 21 С 3/14 Бюл №18 — (15 05 93)] При використанні цього пристрою для волочіння заготовок циліндричний шнек не забезпечує в предосередковой зоні необхідних значень тиску мастила, оскільки внутрішні виступи шнека відводять мастило з вхідної розпушки В результаті зменшується тиск мастила у вхідний розпушці волоки і не досягається його необхідних значень Це приводить до розтріскування волочильного інструменту У основу винаходу поставлена задача виключення вказаних недоліків прототипу, а саме зменшення розтріскування волок в зоні їх вхідної розпушки шляхом створення там напруженого стану, який наближається до трьохвісного стиснення Вказана задача вирішується тим, що в пристрої для волочіння круглої заготовки, який містить корпус і порошкоподібною мастильною речовиною, розміщений в корпусі і нерухомій ущільнюючій втулці з можливістю обертання від приводу порожнистий шнек, СПІВІСНИЙ з віссю волочіння по зовнішньому контуру 3-х 5-ти спіралевидних виступів на його поверхні, який має наскрізні радіальні отвори в СТІНЦІ, розташовані в його передній по ходу волочіння частини і сполучені з його подовжньою циліндричною порожниною, яка має діаметр, який перевищує діаметр заготовки, що знаходиться в порожнині шнека при ВОЛОЧІННІ, розміщену за задньою частиною шнека волоку в обоймі і корпусі, причому подовжній отвір в шнеку пристрою виконано з ексцентриситетом відносно ВІСІ останнього і дорівнює 1,0 1,2 позитивного допуску на діаметр заготовки, а шнек виконано конічним з довжиною, яка визначається виразом L = (1,27 2,3)dm1- з р - + 0,9 РО х • і кутом конусності а = 2arctg (0,25 0,42) де L - довжина шнека, ро, рі - ЩІЛЬНІСТЬ мастильної речовини початкова насипна і після повного його ущільнення ВІДПОВІДНО, кг/м3, d m 1 - діаметр шнека в його задній частині, який визначається в метрах за формулою d m i = d m 1 + d 0 + 2Д + е о т в , d m 1 = 1,35 • де d m i - розрахунковий діаметр задньої частини шнека без урахування його внутрішнього подовжнього отвору, м, 58916 do - діаметр заготовки, м, Д - позитивний допуск на діаметр заготовки, м, е0Тв - ексцентриситет циліндричної порожнина шнеку, Ra - шорсткість заготовки, м, Vo - ШВИДКІСТЬ ВОЛОЧІННЯ, М/С, п - частота обертання шнека, об/с Представлені залежності отримані з наступних міркувань За умовами залучення мастила витрати його у волоці Q визначаються Q=Fo-V o , (1) де Fo - площа поперечного перетину мастильного шару на заготовці в перетині входу металу в 2 осередок деформації, м , Vo - швидкість заготовки на вході у волоку, м/с Ураховуючи діаметр заготовки do, із (1) витікає або після перетворення (2) де - товщини мастильного шару на загото вці Видатки потоку на виході шнека (в задній його частині, перед волокою) за умовами його роботи для ущільненого мастила за даними роботи [Чиняев И А Роторные насосы (справочное пособие) — М Машиностроение, 1969 —216 с ] Qi = 8ti • е ш і • dmi • n (3) де ti - крок гвинта в задній частині шнека, м, сіші - діаметр шнека в задній частині, м, е ш і - відстань (ексцентриситет) між центром поперечного перетину гвинта і віссю гвинта шнека (див фіг 1 ), м, п - частота обертання шнека, об/с На фігурі 1 позиціями позначено 1 - перетин шнека, 2 - заготовка, 3 - допуск на діаметр заготовки, 4 - гребень шнека Згідно з ГОСТ 10057 ^Ш- = Ю Тоді ЄШ1 = 0,1 • d m i і вираз (3) приймає вид (4) Q 1 =0,8t 1 -dJ l 1 -n (5) За даними роботи [Адашев И С , Спивак С Г, Тараканов Г П Машины и механизмы транспортного строительства — Транспорт, 1976 — 440с] t=0,8dm (6) Тоді І З (5) витікає Q1 = 0,64 - dJi -n, Прирівнюючи (2) і (7) отримаємо (7) Q1 = 0,64 - d2ii -n, Прирівнюючи (2) і (7) отримуємо (7) =1,35-3 dd° " (8) Звичайно волочіння ведеться в режимі змішаного тертя, при якому ^о и Ra, де Ra - шорсткість заготовки в подовжньому напрямку У результаті остаточно dn-R.-V, (9) n З конструктивних міркувань фактичний діа=1,35-3 метр шнека d m i повинен бути більше, ніж його розрахунковий діаметр d m i на величину розміру внутрішнього подовжнього отвору в шнеку з урахуванням діаметра заготовки do, позитивного допуску на її діаметр Д і ексцентриситету внутрішнього ОТВОРУ В ШНеку Є0Тв d m i = сі ш і + d 0 + 2Д + е о т в (1 0) Для шнека по масовій витраті речовини (мастила), що транспортується, виконується рівняння Мо = М-і, а з урахуванням необхідного підпору мастила в передосередковій зоні волоки (як показали випробування) Мо = (1,20 1,50)Мі, (11) де Мо - масова витрата в передній частині шнека, кг/с, Мі - масова витрата в задній частині шнека, кг/с, 1,20 1,50 - коефіцієнт забезпечення підпору Масові витрати визначаються через об'ємні вирази Mo = Qo-po, (12) Мі = Qi • pi, (13) де ро - питома насипна маса (аналог ЩІЛЬНОСТІ) не ущільненого сухого порошкоподібного мастила, кг/м3, рі - ЩІЛЬНІСТЬ повністю ущільненого сухого мастила, кг/м3 Ураховуючи (11), (12) (13), об'ємні витрати на вході шнека визначаться Рі (14) Ро З урахуванням (4) і (6) і згідно роботи [Чиняев И А Роторные насосы (справочное пособие) — М Машиностроение, 1969 — 216 с ] із (14) отримуємо Q o = (1,20 1,50) •Q1 Q 0 =0,64-dJ,o-n (15) Прирівнюючи (14) і (15) з урахуванням (7) і (9) отримуємо 'о (16) 1,483)-з Рі п Ро а з урахуванням розмірів внутрішнього подовжнього отвору в шнеку аналогічно (10) d m 0 =(1,46 dmo = duj0 + d 0 + 2Д + е о т в Довжина шнека L згідно [Чиняев И А Роторные насосы (справочное пособие) — М Машиностроение 1969 — 2 1 6 с ] визначається за формулою L = t-z (18) де z - КІЛЬКІСТЬ витків (спіралевидних виступів) шнека Підставляючи вираз (6) у (18) і враховуючи оптимальну КІЛЬКІСТЬ витків шнека (z = 3 5), визначену експериментально з урахуванням забезпечення підпору (по обмежувальній частині формули винаходу), маємо = 0,8-d m o D -(3 шор и ДЄ 5) = (2,4 4)-dшор> (19) 8 58916 d, 'шор dшО ~ d ш1 (20) Підставляючи в (19) формулу (20) і враховуючи (16), після перетворення отримуємо (21) L = (1,27 2,55) • d m 1 • з р - + 0,9 4 Ро Кут конусності шнека визначили з геометричних співвідношень (22) 2 2L звідки з урахуванням (16) і (17) а = 2arctg (0,25 0,42) (23) В результаті отримані вирази (9), (10), (21) і (23), які визначають суттєві ВІДМІННІ ознаки винаходу Не дивлячись на ВІДОМІСТЬ співвідношень, які зв'язують геометричні параметри шнека між собою, технологічні особливості процесу волочіння, для якого використовується пристрій, визначають новизну і початкову неочевидність його суттєвих ознак Виконання подовжнього циліндричного внутрішнього отвору в шнеку з ексцентриситетом відносно ВІСІ останнього необхідне для руйнування застійних зон мастильної речовини навкруги заготовки, що рухається При цьому повинен бути забезпечений незначний фрикційний контакт між зовнішньою поверхнею заготовки з урахуванням позитивного допуску на її діаметр і внутрішньою поверхнею отвору в шнеку Це забезпечується величиною ексцентриситету е0Тв рівного 1,0 1,2 позитивного допуску на діаметр заготовки На підставі наявних у заявників відомостей запропоновано сполучати ознаки, які характеризують суть винаходу, невідому по рівню техніки, тому винахід відповідає критерію «новизна» Схема пристрою наведена на фіг 2 Позиціями позначені 1 - механічна передача, 2 - двигун, 3 порошкоподібна мастильна речовина, 4 - нерухома конічна ущільнююча втулка, розташована СПІВІсно ВІСІ волочіння, 5 - заготовка, 6 - порожнистий конічний шнек з подовжнім циліндричним отвором не СПІВІСНИМ з віссю волочіння і розташованим СПІВІСНО ВІСІ волочіння по зовнішньому контуру, 7 корпус, 8 - обойма, 9 - волока Пристрій працює таким чином мастило 3 завантажується в корпус 7 через отвір в ньому, який закривається Шнек 6 приводиться в обертання через механічну передачу 1 двигуном 2 Мастило З нагнітається до волоки 9 в результаті обертання конічного шнека 6, який розташований в нерухомій КОНІЧНІЙ ущільнюючій втулці 4, сполученою з обоймою 8 волоки 9 При обертанні конічного шнека 6 в процесі волочіння мастило 3 нагнітається спіральними виступами на поверхні шнека у вхідну розпушку волоки 9 Заготовка 5 проходить через порожнину шнека 6 і захоплює мастило 3, яке попадає через радіальні отвори конічного шнека 6, і нагнітає його також у вхідну розпушку волоки 9 Таким чином, за рахунок нагнітання мастила в передосередкову зону деформації там створюється необхідний тиск, що забезпечує роботу матеріалу волоки в зоні и вхідний розпушці в умовах близьких до тривісного стиснення Ексцентриситет відносно осі шнека в подовжньому циліндричному внутрішньому отворі останнього величиною 1,0 1,2 позитивного допуску на діаметр заготовки сприяє руйнуванню застійних зон мастильної речовини навкруги заготовки, що рухається Виконання внутрішньої циліндричної порожнини шнека пристрою з ексцентриситетом менше 1,0 позитивною допуску на діаметр заготовки не усуває застійних зон мастильної речовини навкруги заготовки, що рухається Внаслідок цього зменшуються стискуючі напруги в зоні вхідної розпушки волоки і збільшується вихід и з ладу внаслідок розтріскування Крім того, зменшується підпір технологічного мастила, його товщина на поверхні заготовки, збільшується тертя і зношення волок При ексцентриситеті більше 1,2 позитивного допуску на діаметр заготовки відбувається інтенсивне тертя заготовки об внутрішню поверхню порожнини В результаті збільшуються дотичні напруги від тертя металів заготовки і шнека, підпір мастила у вхідний розпушці зменшується, шар мастила на поверхні заготовки стає нерівномірним (є місця сухого тертя у осередку деформації) Внаслідок цього зменшуються стискуючі напруги в зоні вхідної розпушки волоки, що веде до виходу и з ладу в наслідок розтріскування Крім того, зменшується товщина технологічного мастила на поверхні заготовки, збільшується тертя в осередку деформації і зношення волок Виконання шнека пристрою з КІЛЬКІСТЮ ВИТКІВ менш 3-х приводить до зменшення тиску мастила у вхідний розпушці волоки Внаслідок цього зменшуються стискуючі напруги в зоні вхідної розпушки волок і збільшується вихід їх з ладу в наслідок розтріскування При КІЛЬКОСТІ витків шнека більш 5-ти тиск мастила у вхідний розпушці волоки істотно не збільшується, але ускладнюється виготовлення шнека при заявленому діапазоні його характеристик, що перешкоджає його нормальній експлуатації Виконання шнека довжиною менш розрахованої за формулою L = (1,27 2,55)-d m1 приводять до зменшення тиску у вхідний розпушці волоки Внаслідок цього зменшуються стискуючі напруги в цій зоні, що веде до виходу волок з ладу в наслідок розтріскування Виконання шнека довжиною більш розрахункової не приводить до істотного збільшення тиску мастила у вхідний розпушці волоки, але збільшує довжину пристрою до розмірів, які перешкоджають його нормальній експлуатації Виконання шнека пристрою з кутом конусності більш розрахункової за формулою 58916 3J-B1 - 0,9 a = 2arctg (0,25 0,42) приводить до зменшення тиску у вхідний розпушці волоки Внаслідок цього зменшуються стискуючі напруги в зоні вхідної розпушки волоки, що веде до виходу и з ладу в наслідок розтріскування Виконання шнека пристрою з кутом конусності меньше розрахункової приводить до зменшення тиску мастила у вхідний розпушці волоки Внаслідок цього зменшуються стискуючі напруги в зоні вхідної розпушки волок і збільшується вихід їх з ладу в наслідок розтріскування Значення діаметра шнека в задній його частині з урахуванням внутрішньої циліндричної порожнини і без, які розраховані по формулам d m 1 = dш1 d m 1 =1,35-3 +2Д+ ес d o -R a -V, n забезпечують необхідний тиск мастила у вхідний розпушці волоки з урахуванням інших істотних ознак винаходу Нове технічне рішення реалізовано на першому блоці волочильного стану 2500/4 UDZSA У зв'язку із зміною діаметра заготовки і для можли 10 вості зіставлень у всіх випадках забезпечували коефіцієнт витягування металу 1,3 Про ефективність пристрою у порівнянні з прототипом судили по СТІЙКОСТІ волочильного інструменту, включаючи вихід волок з ладу в наслідок розтріскування їх у вхідний розпушці, яку визначали шляхом підрахунку виходу волок з ладу при ВОЛОЧІННІ 10 тонн продукції Додатковим показником ефективності пристрою з'явилася КІЛЬКІСТЬ мастильної речовини на металі після волочіння, яку визначали ваговим методом В експериментах варіювали - КІЛЬКІСТЬ витків шнека, - ексцентриситет подовжнього отвору в шнеку ВІДНОСНО ЙОГО ОСІ, - довжину шнека, - кут конусності шнека, а також параметри, які ВІДПОВІДНО ДО формули (9) забезпечують значення сіші в реальному діапазоні їх зміни - ЩІЛЬНІСТЬ початкова насипна і після повного ущільнення мастильної речовини, - діаметр заготовки, - шорсткість заготовки, - ШВИДКІСТЬ ВОЛОЧІННЯ, - частота обертання шнека Отримані результат відображені в таблиці Таблиця Результати досліджень Ексцентриситет отвору в шнеку, Кут конусності шнека а Довжина шнека L Єотв № п/п КІЛЬКІСТЬ ВИТКІВ ВІД ПОЗИТИВНОГО дошнека пуску на діаметр заготовки відносно параметр В MM йш| 3 І п (по формулі (21)) d 0 = 6,5 10 м,Д = 0,5 10 Ч В мм Витрата волок, шт/г при знаКІЛЬКІСТЬ ченні чисмастила лового на дроті коефіцієнта в У наслідок г/м2 загальний під знаком град розтріскування арктангенса у формулі (23) 6 R3 = 8 10 м, Vo = 2м/с, п = 0,25об/с d 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 2 3 4 5 6 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 1,1 1,1 1,1 1,1 1,1 0,9 1,0 1,1 1,2 1,3 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 0,55 0,55 0,55 0,55 0,55 0,45 0,5 0,55 0,6 0,65 0,55 0,55 0,55 0,55 0,55 0,55 0,55 0,55 0,55 0,55 При цьому сіші = 10мм, Lui = 18мм 1,96 75 0,335 1,96 75 0,335 1,96 75 0,335 1,96 75 0,335 1,96 75 0335 1,96 75 0,335 1,96 75 0335 1,96 75 0,335 1,96 75 0,335 1,96 76 0335 46 0,335 1,2 1,27 49 0335 1,96 75 0,335 2,55 98 0,335 2,8 108 0335 1,96 75 0,22 1,96 75 0,25 1,96 75 0,335 1,96 75 0,42 1,96 75 0,48 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 3,5 4 6 7 8 4 3 3 3 3 4 3 3 3 5 5 3 3 3 3 4 3 3 4 5 1 0 0 0 0 1 0 0 0 2 2 0 0 0 0 1 0 0 0 2 3,1 4,5 4,8 4,9 4,9 3,2 4,5 4,8 4,9 3,0 3,3 4,2 4,8 5,0 5,1 4,7 5,2 4,8 4,6 3,6 11 58916 12 Продовження таблиці Ексцентриситет отвору в шнеку, Кут конусності шнека а Довжина шнека L Єотв Кількість № п/п ВИТКІВ шнека ВІД ПОЗИТИВНОГО допуску на діаметр заготовки 21(прототип) 4 В мм Витрата волок, шт/г при знаКількість ченні чисмастила лового на дроті коефіцієнта в В У наслідок г/м2 загальний мм під знаком град розтріскування І п (по арктангенформулі (21)) са у формулі (23) відносно параметр йш| 75 3 6 3 2,2 6 d 0 = 6,0 10 Ч Л = 0,4 10 м, R3 = 8 10 м, Vo = 2м/с, п = 0,5об/с 22 23 24 25 26 27 28 29 ЗО 31 32 33 34 35 36 37 38 39 40 41 42 (прототип) 2 3 4 5 6 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 1,1 1,1 1,1 1,1 1,1 0,9 1,0 1,1 1,2 1,3 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 4 При цьому сіші = 8мм, dLui = 15мм 1,96 62 0,335 1,96 62 0,335 1,96 62 0,335 1,96 62 0,335 1,96 62 0,335 1,96 62 0,335 1,96 62 0,335 1,96 62 0,335 1,96 63 0,335 1,96 63 0,335 38 0,335 1,2 1,27 40 0,335 1,96 62 0,335 2,55 81 0,335 2,8 89 0,335 1,96 62 0,22 1,96 62 0,25 1,96 62 0,335 1,96 62 0,42 1,96 62 0,48 0,44 0,44 0,44 0,44 0,44 0,36 0,4 0,44 0,48 0,52 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 0,44 75 З 3 6 6 б 6 6 6 6 6 6 6 6 6 6 6 6 4 4 6 7 8 5 4 4 4 4 5 4 4 4 5 6 4 4 3 4 5 4 4 5 6 2 1 0 0 0 3 1 0 0 2 3 1 0 0 0 2 0 0 1 3 2,8 4,2 4,5 4,7 4,6 2,7 4,2 4,5 4,6 2,7 3,0 3,9 4,5 4,7 4,8 4,2 4,9 4,5 4,3 3,3 7 4 1,9 6 d 0 = 5,0 10 м, Л = 0,3 10 м, R3 = 8 10 м, Vo = 2м/с, п = 1,0об/с 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 2 3 4 5 6 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 1,1 1,1 1,1 1,1 1,1 0,9 1,0 1,1 1,2 1,3 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,1 0,33 0,33 0,33 0,33 0,33 0,27 0,3 0,33 0,36 0,39 0,33 0,33 0,33 0,33 0,33 0,33 0,33 0,33 0,33 0,33 63 (прототип) 4 При ЦЬОМУ СІШ1 = бММ, dLu1 = 12ММ 1,96 1,96 1,96 1,96 1,96 1,96 1,96 1,96 1,96 1,96 1,2 1,27 1,96 2,55 2,8 1,96 1,96 1,96 1,96 1,96 49 49 49 49 49 49 49 49 49 49 ЗО 32 49 63 70 49 49 49 49 49 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,335 0,22 0,25 0,335 0,42 0,48 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 4 4 6 7 8 6 5 5 5 5 6 5 5 5 7 7 5 5 95 5 6 5 5 6 7 3 1 0 0 0 2 1 0 0 3 3 1 0 0 0 2 0 0 1 3 2,3 3,7 4,0 4,1 4,0 2,4 3,7 4,1 4,2 2,2 2,4 3,4 4,1 4,2 4,3 3,9 4,4 4,0 3,8 2,8 75 9 4 1,4 Аналіз наведених даних показує, що зменшення кількості спіралевидних виступів на поверхні шнека менш оптимального (3 5) приводить до збільшення загального виходу волок з ладу (з 3 5 до 4 6), у т о м у числі в наслідок розтріскування (з 0 до 1 3), і зменшенню товщини мастильного ша 13 58916 14 2 2 ру на поверхні дроту з 4,8 4,0г/м до 3,1 2,3г/м мальної (розрахованої за формулою (23)) збільшується загальний вихід волок з ладу (з 3 5 до Збільшення КІЛЬКОСТІ спіралевидних ви4 6), у тому числі в наслідок розтріскування (з 0 ступів на поверхні шнека більш оптимального до 1 2), і зменшується товщина мастильного ша(З 5) не приводить до значної зміни загального 2 2 ру з 4,8 4,0г/м до4,7 3,9г/м виходу волок з ладу і товщини мастильного шару на дроті, але ускладнює виготовлення пристрою При перевищенні оптимального значення конусності шнека (розрахованої по формулі (23)) При значеннях ексцентриситету нижче оптизбільшується загальний вихід волок з ладу (з 3 5 мального (1,0 1,2 позитивного допуску на діаметр до 5 7), утому числі в наслідок розтріскування (з катанки) збільшується загальний вихід волок з 0 до 2 3), і зменшується товщина мастильного ладу (з 3 5 до 4 6), у тому числі в наслідок роз2 шару з 4,8 4,0г/м до3,6 2,8г/м тріскування (з 0 до 1 3), і зменшується товщина 2 2 мастильного шару з 4,8 4,1 г/м до 3,2 2,4г/м Використання нового пристрою забезпечує збільшення шару мастила на дроті в 2 3 раза, і як При перевищенні оптимального значення екснаслідок зменшує загальний вихід волок з ладу в центриситету (1,0 1,2 позитивного допуску на 2 3 рази, в тому числі в наслідок розтріскування діаметр катанки) збільшується загальний вихід на 3 4 волоки на 10 тонн, в зрівнянні з прототиволок з ладу (з 3 5 до 5 7), у тому числі в насліпом док розтріскування (з 0 до 2 3), і зменшується товщина мастильного шару з 4,8 4,1 г/м2 до Сутність винаходу, що заявляється, не випливає явно для фахівця з відомого рівня техні3.0 2,2г/м2 ки Сукупність ознак, що характеризують відоме При значеннях довжини шнека менше оптимарішення не забезпечує досягнення нових властильної (розрахованою по формулі (21)) збільшуєтьвостей і тільки наявність ВІДМІННИХ ознак винаходу ся загальний вихід волок з ладу (з 3 5 до 5 7), у дозволяє одержати нові властивості, технічний тому числі в наслідок розтріскування (з 0 до 2 3), і результат Отже, пропонований винахід відповідає зменшується товщина мастильного шару на дроті критерію "винахідницький рівень" з 4,8 4,1г/м 2 до3,3 2,4г/м2 При перевищенні оптимальної довжини шнека Запропонований винахід може бути багатора(розрахованої по формулі (21)) загальний вихід зово відтвореним і використаним для нагнітання волок з ладу не змінюється, і незначно збільшумастила в волоку і створення у ВХІДНІЙ розпушці ється товщина мастильного шару з 4,8 4,1 г/м2 до трьохвісного стиснення при виробництві дроту шляхом холодного волочіння Тому винахід відпо5.1 4,3г/м , але ускладнюється експлуатація привідає критерію "промислова застосовність" строю При значеннях конусності шнека менше опти Ф \ 15 Комп'ютерна верстка А Крулевський 58916 16 Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for dragging round billet
Автори англійськоюDolzhanskyi Anatolii Mykhailovych, Lomov Illia Mykolaiovych
Назва патенту російськоюУстройство для волочения круглой заготовки
Автори російськоюДолжанский Анатолий Михайлович, Ломов Илья Николаевич
МПК / Мітки
МПК: B21C 3/00
Мітки: пристрій, заготовки, круглої, волочіння
Код посилання
<a href="https://ua.patents.su/8-58916-pristrijj-dlya-volochinnya-kruglo-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для волочіння круглої заготовки</a>
Пристрій для волочіння дроту
Номер патенту: 42507
Опубліковано: 15.10.2001
Автори: Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 3/14
Мітки: волочіння, дроту, пристрій
Формула / Реферат:
Пристрій для волочіння дроту, що містить ущільнювальну та робочу волоки з робочою камерою між ними, який відрізняється тим, що робоча волока та встановлена попереду натискна волока мають обойму з ущільнювачем, яка з'єднується з обоймою ущільнювальної волоки за допомогою осей з пружинами.
Інструмент для волочіння

Номер патенту: 35391
Опубліковано: 15.03.2001
Автори: Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович, Васильєв Олександр Генадійович
МПК: B21C 3/14
Мітки: волочіння, інструмент
Формула / Реферат:
Інструмент для волочіння, який включає корпус, в якому розташовані цангова втулка з напірною та робочою волоками, розділені ущільнювальною шайбою, накидну гайку та упорну шайбу, який відрізняється тим, що на виході з робочої волоки встановлена запірна торцева кришка, яка має циліндричний елемент, який входить у отвір цангової втулки.
Інструмент для волочіння
Номер патенту: 37964
Опубліковано: 15.05.2001
Автори: Васильєв Олександр Геннадійович, Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: волочіння, інструмент
Формула / Реферат:
Інструмент для волочіння, що містить корпус, спряжений з конусною обоймою, в середині яких розташовані напірна і робоча волоки, та затискну гайку, що встановлена на виході конусної обойми, який відрізняється тим, що конусна обойма виконана суцільною та має спряження з корпусом звужувальним конусним торцем, при цьому напірна волока встановлена у корпус, а робоча волока - у конусну обойму.
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Жук Анатолій Якович, Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: дроту, волочіння, спосіб
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Спосіб волочіння дроту
Номер патенту: 42172
Опубліковано: 15.10.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Жук Анатолій Якович
МПК: B21C 1/02
Мітки: дроту, спосіб, волочіння
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягнення крізь дві волоки, який відрізняється тим, що вібронавантаження здійснюють шляхом надання дроту колових коливань, відносно лінії волочіння, з кутовою частотою w = 5-25с-1 та відносною амплітудою a/l=0,0025-0,01, де a - амплітуда віброколивань,мм, l - відстань між волокою та пристроєм для збудження віброколивань, мм.
Попередній патент: Спосіб відбору проб стільникового меду для визначення наявності радіоактивних речовин
Наступний патент: Спосіб формування інформаційного масиву ідентифікатора
Випадковий патент: Спосіб отримання мезенхімальних стовбурових клітин із пупкового канатику собак