Трубопрокатний агрегат
Номер патенту: 69899
Опубліковано: 15.09.2004
Автори: Павловський Борис Григорович, Гуляєв Юрій Геннадійович, Квітка Наталія Юріївна, Шифрін Євген Ісайович
Формула / Реферат
Трубопрокатний агрегат, переважно для виготовлення безшовних гарячедеформованих труб із заготовки круглого поперечного перерізу, що містить нагрівальний пристрій, пристрій для прошивання заготовки в порожнисту гільзу, пристрій для розкатки гільзи в трубу чорнового розміру, що містить двоклітьовий блок безперервної поздовжньої прокатки на рухомій утримуваній оправці, і пристрій для калібрування труби чорнового розміру в трубу чистового розміру, що виконаний у вигляді стана безперервної поздовжньої безоправляльної прокатки, який відрізняється тим, що за нагрівальним пристроєм розташований обтискувальний пристрій для деформації заготовки по діаметру, виконаний у вигляді стана гвинтової прокатки, а за двоклітьовим блоком безперервної поздовжньої прокатки на рухомій утримуваній оправці розташована розкатна машина, що виконана у вигляді двоклітьового стана безперервної поздовжньої прокатки на рухомій утримуваній оправці.
Текст
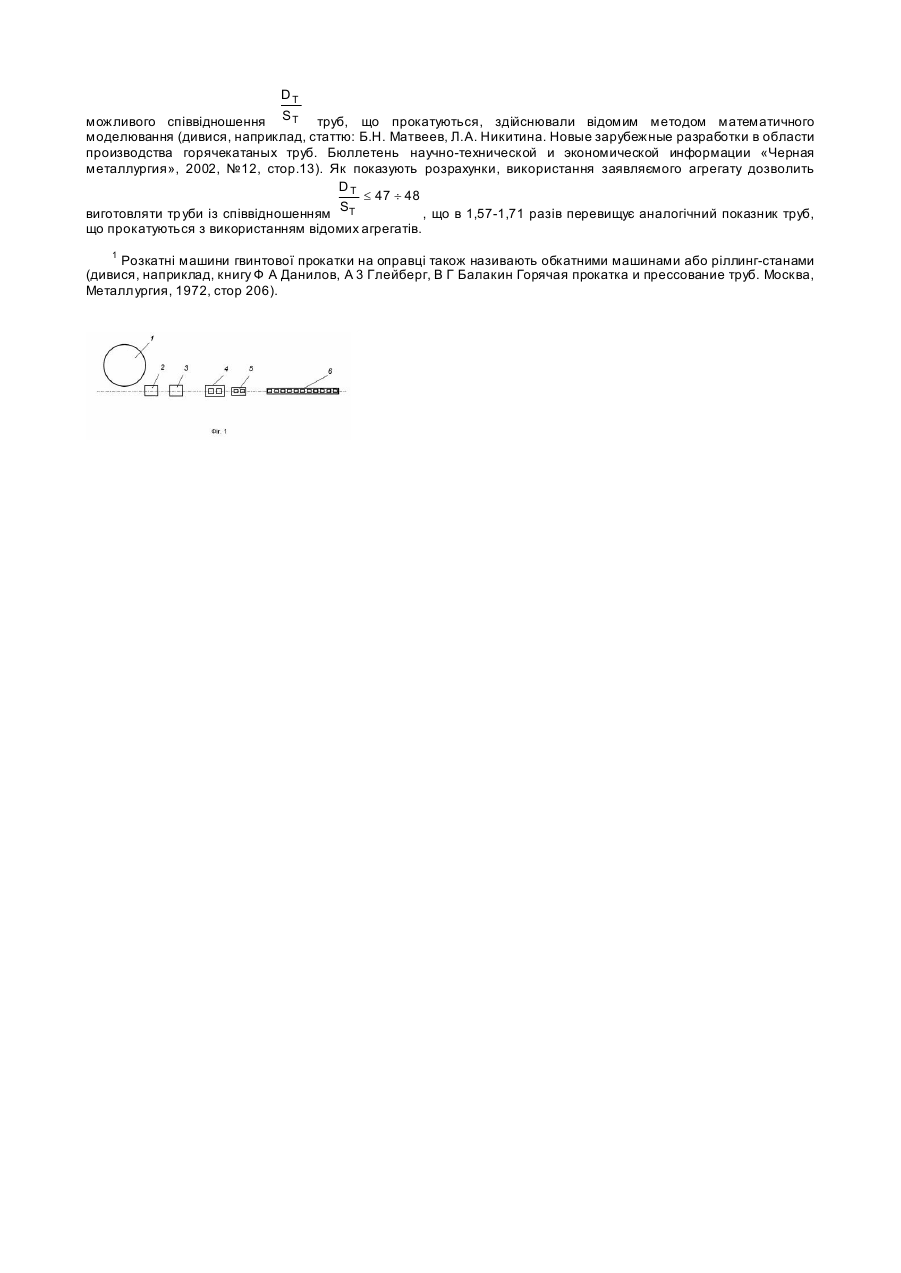
Винахід відноситься до обробки металів тиском і може бути використаний при виробництві гарячекатаних безшовних тр уб. Традиційна схема виготовлення безшовних гарячекатаних тр уб передбачає нагрів вихідної суцільної заготовки круглого поперечного перетину, що здійснює нагрівальний устрій трубопрокатного агрегату, і три основні операції (стадії) пластичної формозміни (дивися, наприклад, підручник: В.М. Друян, Ю.Г. Гуляєв, С.О. Чукмасов. Теорія та технологія тр убного виробництва. Дніпропетровськ, РВА "Дніпро-ВАЛ", 2000, стор.42): - пластична формозміна заготовки суцільного поперечного перетину з метою одержання порожнистої заготовки-гільзи, яку здійснює устрій для прошивки заготовки в порожнисту гільзу; - пластична формозміна гільзи з метою одержання труби чорнового розміру, яку здійснює устрій для розкочування; - пластична формозміна труби чорнового розміру з метою одержання товарної труби чистового розміру, яку здійснює устрій для калібрування. Кожна з основних операцій формозміни може складатися з декількох стадій деформації і, відповідно, кожний з устроїв для здійснення конкретної стадії пластичної деформації може складатися з декількох деформуючих агрегатів. Наприклад, одержання порожнистої гільзи з заготовки суцільного профілю може здійснюватися послідовною деформацією прошивки заготовки в стакан із наступною додатковою розкаткою (елонгуванням) його в гільзу, і, відповідно, устрій для одержання порожнистої заготовки-гільзи в цьому випадку складається з послідовно розташованих прошивного преса і стана-елонгатора поперечно-гвинтової прокатки (дивися, наприклад, підручник: В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов. Теория и технология трубного производства. Днепропетровск, РИА «Днепр-ВАЛ», 2001, рис.3.1.3). Або, наприклад, пластична формозміна порожнистої гільзи з метою одержання труби чорнового розміру може здійснюватися устроєм для розкатки, що складається з послідовно розташованих рейкового справочного стана поздовжньої протяжки і справочного стана гвинтової прокатки (дивися, наприклад, підручник: В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов. Теория и технология трубного производства. Днепропетровск, РИА «Днепр-ВАЛ», 2001, рис.3.1.21). Відомий трубопрокатний агрегат, переважно для виготовлення безшовних гарячедеформованих труб із заготовки круглого поперечного перетину, що містить нагрівальний устрій, устрій для прошивки заготовки в порожнисту гільзу, устрій для розкатки порожнистої гільзи в трубу чорнового розміру, що виконаний у виді послідовно розташованих двох одноклітьових станів поздовжньої прокатки на нерухомій оправці і розкатної машини гвинтової прокатки на нерухомій оправці 1, і устрій для калібрування труби чорнового розміру в тр убу чистового розміру, що виконаний у виді стана безперервної поздовжньої безоправочної прокатки (дивися, наприклад, статтю: В.Я. Остренко. Производство горячекатаных труб на установках с автоматическими станами. У збірнику «Производство тр уб», Дніпропетровськ, ВНИТИ, 1968, стор.70 - аналог). Недолік трубопрокатного агрегату відповідно до аналогу є в низькій точності готових тр уб унаслідок: - неможливості абсолютно точного кантування труби на 90° в устрої для розкатки між одноклітьовими станами подовжньої прокатки, що визначає високий рівень поперечної різностінності і різнодіаметренності труб (дивися, наприклад, книгу: В.Н. Данченко, А.В. Чус. «Продольная прокатка труб». Москва, Металлургия, 1984, стор.45-46); - властивої станам гвинтової прокатки на оправці хвилеподібної зміни діаметра і товщини стінки по довжині труби (дивися, наприклад, книгу: Ю.Г. Гуляев, М.З. Володарский, О.И. Лев та ін. Повышение точности и качества труб. Москва, Ме таллургия, 1992, мал.45). До недоліків трубопрокатного агрегату відповідно аналогу можна також однести: - мале сумарне обтиснення по стінці гільзи устроєм для розкатки порожнистої гільзи в тр убу чорнового розміру, що обмежує товщину стінки ST труб, що прокатуються, розміром ST≤5-6мм (дивися, наприклад, статтю: В.К. Позументщиков, В.В. Перчаник, Н.Ю. Гуляева. Продольная прокатка труб в круглом калибре с деформацией за линией центров валков. Теория и практика металлургии, 2002, №1, стор.45) і, відповідно, обмежує сортамент труб, що прокатуються, верхньою межею співвідношень діаметра DT і товщини стінки ST труби в межах DT < 28 ¸ 30 ST ; - утворення на внутрішній поверхні труб характерних дефектів у вигляді поздовжніх рисок (дивися, наприклад, статтю: В.Н. Данченко. Проблемы повышения качества труб. Труды четвертого конгресса прокатчиков. Москва, Черметинформация, 2002, стор.13-16). Найбільш близьким до заявляемого є трубопрокатний агрегат, переважно для виготовлення безшовних гарячедеформованих тр уб із заготовки круглого поперечного перетину, що містить нагрівальний устрій, устрій для прошивки заготовки в порожнисту гільзу, устрій для розкатки гільзи в трубу чорнового розміру, що містить послідовно розташовані двоклітьовий блок безперервної поздовжньої прокатки на рухомій утримуваній оправці і розкатну машину гвинтової прокатки на оправці, і устрій для калібрування труби чорнового розміру в тр убу чистового розміру, що виконано у виді стана безперервної поздовжньої безоправочної прокатки (дивися, наприклад, книгу: В.Н. Данченко, А.В. Чус. «Продольная прокатка труб». Москва, Металлургия, 1984, стор.44, другий абзац знизу). Використання трубопрокатного агрегату для виготовлення безшовних гарячедеформованих труб із заготовки круглого поперечного перетину, що описаний у прототипі, дозволяє знизити поперечну різностінність і різнодіаметренність труб у порівнянні з аналогом унаслідок забезпечення точного влучення ділянок труби, деформованих у зонах вип усків калібру першої кліті, у зони вершин калібру другої кліті двоклітьового блока безперервної поздовжньої прокатки на рухомій утримуваній оправці. Інші недоліки трубопрокатного агрегату відповідно до аналогу (хвилеподібна зміна розмірів діаметра і товщини стінки по довжині труби, відносно мале DT значення показника S T труб, що можливо прокатувати, поява поздовжніх рисок на внутрішній поверхні труб) залишаються властивими і трубопрокатному агрегату відповідно до прототипу. В основу винаходу поставлена задача розширити сортамент продукції, що виготовляється на агрегаті, за DT рахунок збільшення співвідношення S T труб, що прокатуються, та підвищити точність готової продукції за рахунок зменшення (усунення) хвилеподібної зміни (коливання) величин діаметра та товщини стінки по довжині труби. Додатково заявляємий винахід має задачу підвищити якість внутрішньої поверхні труб, що прокатуються, за рахунок усунення дефектів у вигляді поздовжніх рисок на внутрішній поверхні труби. Поставлена перед винаходом задача вирішується тим, що відомий трубопрокатний агрегат, переважно для виготовлення безшовних гарячедеформованих труб із заготовки круглого поперечного перетину, що містить нагрівальний устрій, устрій для прошивки заготовки в порожнисту гільзу, устрій для розкатки гільзи в тр убу чорнового розміру, що містить двоклітьовий блок безперервної поздовжньої прокатки на рухомій утримуваній оправці, і устрій для калібрування труби чорнового розміру в трубу чистового розміру, що виконано у виді стана безперервної поздовжньої безоправочної прокатки, за нагрівальним устроєм обладнано обтиснюючим устроєм для деформації заготовки по діаметру, виконаним у виді стана гвинтової прокатки, а за двоклітьовим блоком безперервної поздовжньої прокатки на рухомій утримуваній оправці обладнано розкатною машиною, виконаною у виді двоклітьового стана безперервної поздовжньої прокатки на рухомій утримуваній оправці. Загальними ознаками найбільш близького та заявляємого агрегатів, переважно для виготовлення безшовних гарячедеформованих труб із заготовки круглого поперечного перетину, є те, що вони містять нагрівальний устрій, устрій для прошивки заготовки в порожнисту гільзу, устрій для розкатки гільзи в тр убу чорнового розміру, що містить двоклітьовий блок безперервної поздовжньої прокатки на рухомій утримуваній оправці, і устрій для калібрування труби чорнового розміру в трубу чистового розміру, виконаний у виді стана безперервної поздовжньої безоправочної прокатки. Відрізняючи ознаки заявляємого трубопрокатного агрегату, переважно для виготовлення безшовних гарячедеформованих тр уб із заготовки круглого поперечного перетину, є в тому, що за нагрівальним устроєм агрегат обладнано обтиснюючим устроєм для деформації заготовки по діаметру, виконаним у виді стана гвинтової прокатки, а за двоклітьовим блоком безперервної поздовжньої прокатки на рухомій утримуваній оправці агрегат обладнано розкатною машиною, виконаною у виді двоклітьового стана безперервної поздовжньої прокатки на рухомій утримуваній оправці. Трубопрокатний агрегат поясняється кресленням. На кресленні показано план розташування обладнання трубопрокатного агрегату: 1 - нагрівальний устрій; 2 - обтиснюючий устрій для деформації заготовки по діаметру, виконаний у виді стана гвинтової прокатки; 3 - устрій для прошивки заготовки в порожнисту гільзу; 4 - устрій для розкатки гільзи в тр убу чорнового розміру, що містить двоклітьовий блок безперервної поздовжньої прокатки на рухомій утримуваній оправці; 5 - розкатна машина, виконана у виді двоклітьового стана безперервної поздовжньої прокатки на рухомій утримуваній оправці; 6 - устрій для калібрування труби чорнового розміру в трубу чистового розміру, що виконано у виді стана безперервної поздовжньої безоправочної прокатки. Трубопрокатний агрегат працює наступним чином Безперервнолита, катана або кована заготовка круглого профілю нагрівається в нагрівальному устрої (кільцевій печі) 1 до температури гарячої деформації і подається до обжимного устрою 2 (виконаному у виді двоабо тривалкового стана гвинтової прокатки), де здійснюється обтиснення заготовки по діаметру, що забезпечує L m= 0 L ,L L1 розмір деформації витяжки (тут 0 1 - довжина заготовки або труби до деформації і після деформації , відповідно, м) у межах m = 1 05 ¸ 1,35 . Обтисн ута в обжимному устрої 2 заготовка подається до устрою для прошивки 3, виконаному у виді одного або двох послідовно розташованих дво- або тривалкових прошивних станів гвинтової прокатки і деформується в порожнисту гільзу з загальним коефіцієнтом витяжки m = 2,0 ¸ 5,5 . Порожниста гільза поступає в устрій 4 для розкатки гільзи в трубу чорнового розміру, що містить двоклітьовий блок безперервної поздовжньої прокатки на рухомій утримуваній оправці, і деформується в ньому з витяжкою m y = I m m mII m = 110 ¸ 1 80 . При цьому співвідношення , , витяжок в першій ( I ) та другій ( II ) клітях двоклітьового блоку безперервної поздовжньої прокатки на рухомій утримуваній оправці устрою 4 для розкатки гільзи в тр убу , чорнового розміру становить величину в межах y = 11 ¸ 1,6 . Труба чорнового розміру задається в розкатну машину 5, виконану у виді двоклітьового стана безперервної поздовжньої прокатки на рухомій утримуваній m y = I m mII оправці, де деформується з витяжкою m = 1,002 ¸ 1,040 . При цьому співвідношення витяжок в першій ( I ) та другій ( mII ) клітях двоклітьового блоку безперервної поздовжньої прокатки розкатної машини 5 становить , , величину в межах y = 1 0015 ¸ 1 0040 . Після деформації в обкатній машині 5 трубу транспортують до устрою 6 для калібрування труби чорнового розміру в трубу чистового розміру, що виконано у виді стана безперервної поздовжньої безоправочної прокатки, кількість клітей в котрому може становити 4-15. В устрої 6 чорнова труба , деформується з витяжкою m = 1,01 ¸ 112 і набуває розмірів чистової труби. Наявність в заявляємому агрегаті розкатної машини 5, що виконана у виді двоклітьового стана безперервної поздовжньої прокатки на рухомій утримуваній оправці, замість розкатної машини гвинтової прокатки на оправці, що має місце у агрегаті відповідно до аналогу та прототипу, дозволяє підвищити точність готової продукції за рахунок зменшення (усунення) хвилеподібної зміни (коливання) величин діаметра та товщини стінки по довжині труби та усунути дефекти у вигляді поздовжніх рисок на внутрішній поверхні чистової тр уби. Порівняння відомих (аналог та прототип) та заявляемого трубопрокатних агрегатів з точки зору максимально DT можливого співвідношення S T труб, що прокатуються, здійснювали відомим методом математичного моделювання (дивися, наприклад, статтю: Б.Н. Матвеев, Л.А. Никитина. Новые зарубежные разработки в области производства горячекатаных труб. Бюллетень научно-технической и экономической информации «Черная металлургия», 2002, №12, стор.13). Як показують розрахунки, використання заявляємого агрегату дозволить DT £ 47 ¸ 48 виготовляти труби із співвідношенням ST , що в 1,57-1,71 разів перевищує аналогічний показник труб, що прокатуються з використанням відомих агрегатів. 1 Розкатні машини гвинтової прокатки на оправці також називають обкатними машинами або ріллинг-станами (дивися, наприклад, книгу Ф А Данилов, А 3 Глейберг, В Г Балакин Горячая прокатка и прессование труб. Москва, Металлургия, 1972, стор 206).
ДивитисяДодаткова інформація
Назва патенту англійськоюPipe-rolling plant
Автори англійськоюPavlovskyi Borys Hryhorovych, Huliaiev Yurii Hennadiiovych, Shyfrin Yevhen Isaiovych, Kvitka Natalia Yuriivna
Назва патенту російськоюТрубопрокатный агрегат
Автори російськоюПавловский Борис Григорьевич, Гуляев Юрий Геннадиевич, Шифрин Евгений Исаевич, Квитка Наталья Юрьевна
МПК / Мітки
МПК: B21B 23/00
Мітки: трубопрокатний, агрегат
Код посилання
<a href="https://ua.patents.su/3-69899-truboprokatnijj-agregat.html" target="_blank" rel="follow" title="База патентів України">Трубопрокатний агрегат</a>
Спосіб виробництва труб
Номер патенту: 54610
Опубліковано: 17.03.2003
Автори: Попов Марат Васильович, Автономов Семен Володимирович, Кострижев Андрій Геннадійович, Ханін Марко Ісаакович
МПК: B21B 23/00, B21B 21/00, B21B 19/00
Мітки: спосіб, виробництва, труб
Формула / Реферат:
Спосіб виготовлення труб, який включає гвинтову прошивку нагрітої заготовки і наступну поздовжню розкатку гільзи, який відрізняється тим, що перед поздовжньою розкаткою гільзу піддають безоправочній деформації у безперервному стані поздовжньої прокатки зі ступенем деформації до 13-18 % з наступним охолодженням до температури холодної прокатки, а поздовжню розкатку гільзи у трубу здійснюють у кліті з двома парами калібрів зі ступенем сумарної...
Спосіб виплавки сталі і сталеплавильний агрегат в.м.ломакіна для впровадження способу, а також совок для завантажування в агрегат металевого лому та ківш для заливки в агрегат рідкого чавуну
Номер патенту: 9024
Опубліковано: 30.09.1996
Автор: Ломакін Володимир Максимович
МПК: F27D 3/14, F27B 3/00, F27D 3/00
Мітки: завантажування, лому, в.м.ломакіна, заливки, сталеплавильний, способу, совок, сталі, металевого, ківш, виплавки, спосіб, впровадження, рідкого, також, чавуну, агрегат
Формула / Реферат:
1. Способ выплавки стали, включающий.заправку сталеплавильного агрегата огнеупорными порошками, завалку лома, заливку жидкого чугуна, продувку плавки кислородом, доводку плавки до заданного химического состава и слив стали, отличающийся тем, что производят безмульдо-вую завалку лома, заливают жидкий чугун из чугуновозного ковша непосредственно в сталеплавильный агрегат, затем осуществляют продувку плавки, принудительно направляя отходящие...
Спосіб волочіння труб
Номер патенту: 65946
Опубліковано: 15.04.2004
Автори: Друян Володимир Михайлович, Гармашев Денис Юрійович, Шифрін Євген Ісайович, Сьомічев Андрій Вікторович, Чукмасов Сергій Олександрович, Гуляєв Юрій Геннадійович, Гуляєв Євген Геннадійович, Козловський Альфред Іванович
МПК: B21C 1/00
Мітки: волочіння, спосіб, труб
Формула / Реферат:
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при котрому діаметр твірної профілю внутрішньої поверхні оправки вибирають залежно від діаметра хвостовика оправочного прута, який відрізняється тим, що діаметр твірної профілю внутрішньої поверхні оправки додатково вибирають залежно від величин...
Спосіб подовжньої прокатки труб
Номер патенту: 32933
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, подовжньої, спосіб, труб
Текст:
...калібром І нерухомого юнусною оправкою. Відміна запропонованого способу від прототипу полягає з ІЗ тому, що обтискування трубчатої заготовки проводять величини не II л ц більшої, ніж діаметр круглого калібра, І деформацію II здійснюють в осередку з круглим без випусків калібром І нерухомою конусною оправкою. Технічним результатом від використання запропонованого способу є те, що він забеспечує задавання трубчатої заготовки в калібр...
Широкозахватний сільськогосподарський агрегат

Номер патенту: 30836
Опубліковано: 15.07.2003
Автори: Хазнаферов Михайло Васильович, Руденко Лідія Григорівна, Іванова Людмила Олександрівна, Епов Володимир Миколайович, Дьяков Георгій Іванович
МПК: A01B 73/00
Мітки: широкозахватний, агрегат, сільськогосподарський
Формула / Реферат:
1. Широкозахватний сільськогосподарський агрегат, що містить основну та бічні рами з робочими органами, а також системи переводу агрегату у транспортне положення і навпаки, кожна з яких виконана у вигляді двох шарнірно з'єднаних між собою кронштейнів, жорстко закріплених на бічних та основній рамах, а також двох тяг, одними кінцями шарнірно закріплених на відповідних кронштейнах, а іншими - шарнірно між собою та зі штоком гідроциліндра, який...
Попередній патент: Машина для вирівнювання деталей низу взуття за товщиною
Наступний патент: Екзотермічна суміш для металотермічних ливарних додатків бронзових виливків
Випадковий патент: Феніл-м-толілфосфорнокисла сіль ди(2-хлоретил)аміну (фентос) як протипухлинний засіб