Спосіб подовжньої прокатки труб
Текст
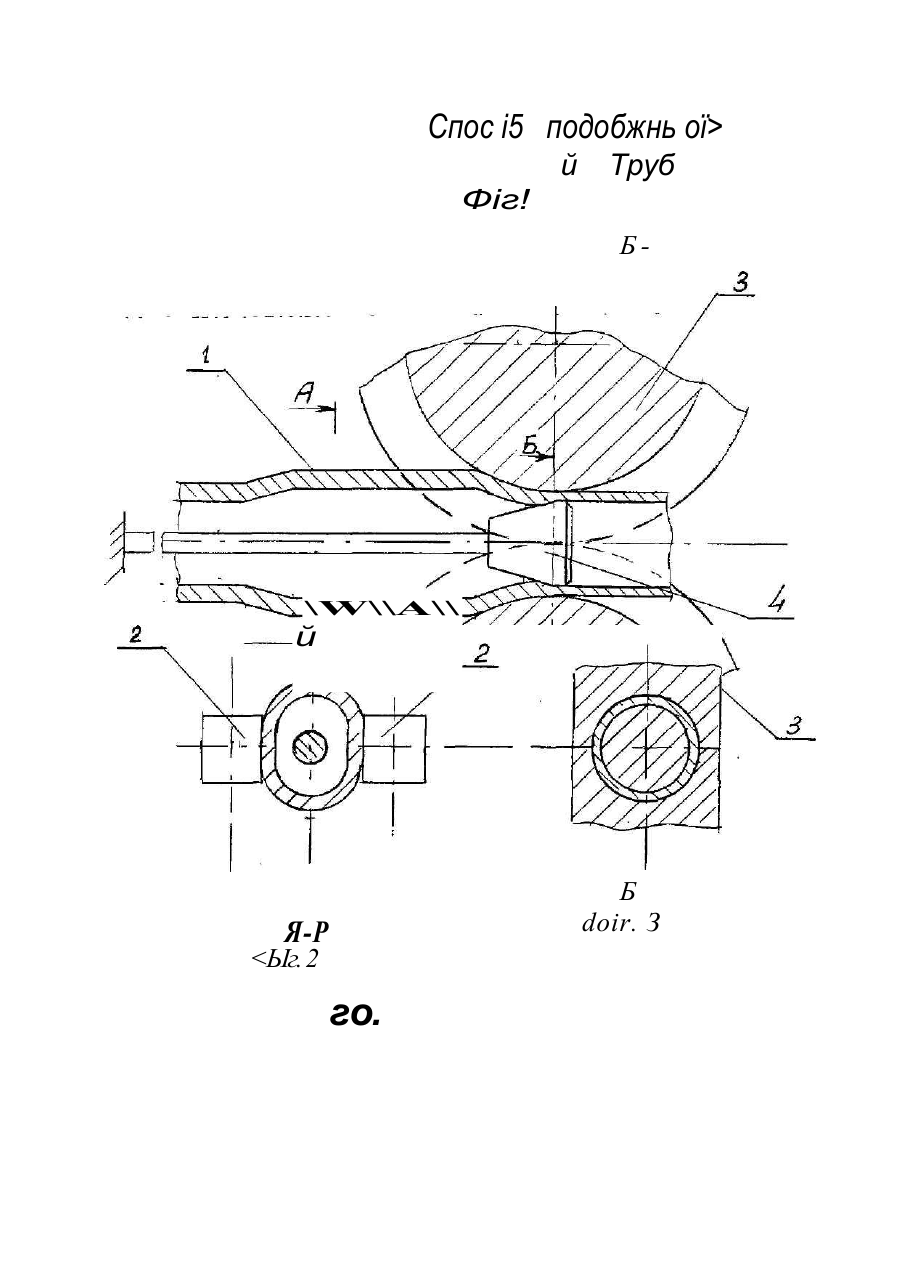
б МПК В2ІС 17/08 СПОСІБ ПОДОВЖНЬОЇ ПРОКАТИМ ТРУБ Винахід відноситься до трубного виробництва І може бути використаний при виготовленні холоднокатаних труб. Відомий спосіб подовжньої прокатки труб, за яким трубчату заготовку перед деформацією в осередку з калібром, утвореним привідними рівчаковими валками, в порожнині якого розміщена оправка, обтискують в напрямку роз'ему калібру задаючими роликами. При цьому обтискування^/^УШГ^проводять на оправці з місцевим стонченням стінки І рівчакові валки утворюють круглий з випусками калібр (авт. свід. СССР Ь 499905 32ІВ 17/08, 1978 г.). Вказаним способом виготовляють гарячекатані труби. Прокатані труби хоч І мають одинакову товщину стінки, проте деформація трубчатої заготовки здійснюється з нерівномірним обтискуванням стінки через те, що трубчата заготовка надходить в осередок з^ода наковою за поперечним перерізом товщиною стінки. Нерівномерне обтискування с тінки викликає в осередку неоднорідність деформації, яка блокує застосування способу для виготовлення холоднокатаних труб. Відомий спосіб подовжньої прокатки труб, за яким трубчату заготовку перед деформацією в осередку з круглим калібром, утвореним привідними рівчаковими валками, в порожнині якого розміщена оправка, обтискують в напрямку роз'єму калібра задаючими роликами. При цьому рівчакові валки утворюють круглий з випусками калібр (авт. свід. СССР № 237083 В2ІС 17/08, 1973 г , ) . Зищенаведений спосіб забезпечує виготовлення горячекатаних труб. Через наявність випусків в калібрі прокатка трубчатої заготовки здійснуеться з рерівно мірним' обтискуванням стінки, викликаючи в осередку неоднорідність деформації, що перешкоджає 2. застосуванню його при виготовленні холоднокатаних труб. В основі даного винаходу лежить завдання удосконалення способу подовжньої прокатки труб, в якому за рахунок зміни паралиетріз забеспечуз^заздання трубчатої заготовки в калібр меншого п її діаметру, ніж ЗОВНІШНІЙ її II діаметр І деформація трубчатої заго товки з рівномірним обтискуванням стінки. Поставлене завдання досягає тим, що в способі подовжньої прокатки труб, за яким тру>бчаз>у заготовку перед деформацією в осередку з круглим калібром, утвореним привідними рівчаковими валками, в порожнині якого раз МІДЕ на оправка, обтискують в напрямку роз'єму калібра задаючими роликами, згідно винаходу обтискування трубчатої заготовки проводять 'величини не більшої, ніж діаметр круглого кал Ібр^г, І деформацію II здійснюють в осередку .і її з круглим без випусків калібром І нерухомого юнусною оправкою. Відміна запропонованого способу від прототипу полягає з ІЗ тому, що обтискування трубчатої заготовки проводять величини не II л ц більшої, ніж діаметр круглого калібра, І деформацію II здійснюють в осередку з круглим без випусків калібром І нерухомою конусною оправкою. Технічним результатом від використання запропонованого способу є те, що він забеспечує задавання трубчатої заготовки в калібр меншого діаметра, ніж ЗОВНІШНІЙ II діаметр І деформацію трубчатої заготовки з рівномірним обтискуванням стінки, що дозволить здійснити прокатку холоднодеформованих труб. Це стає можливим в результатні того, що поперечному переч р п 'і різу трубчатої заготовки пе^д задаванням II в калібр придається овальна форма за рахунок обтискування трубчатої заготовки в її напрямі роз'єму калібра задаючими роликами до величини не біль Зїї шоі, ніж діаметр кал Id pa, І обтискування стінки проводиться нерухомою конусною оправкою зсередини трубчатої заготовки в круглому без випусків калібрі . На фіг. 1 - представлена схема деформації трубчатої заготов ки в запропонованому способі; фіг. 2 - поперечний розріз осередку деформації пои обтискуванні трубчатої заготовки (переріз А-А); фіг. З - поперечний розріз осередку деформації трубчатої заготовки (переріз Б-Б); де; 1 - трубчата заготовка; 2 - задаючі ролики; 3 - рівчакові валки; 4 - конусна оправка. Запропонований спосіб здійснюється таким чином. Трубчата заготовка І з більшим ЗОВНІШНІМ діаметром, ніж діаметр круглого без випусків калібру находить в задаючі ролики 2. Задаючі ролики 2 обтискують трубчату заготовку і в напрямку роз 1 ему круглого без випусків калібру до величини" не більшої, ніж діаметр круглого без випусків калібру, надаючи поперечному перерізу трубчатої заготовки 1 овальної форми (Фіг. 2) І задають її' в пріводні рівчакові валки 3, які утворюють круглий без випусків калібр, в порожнині якого установлена нз рухома конусна оправка #. Під час подовжнього переміщення трубчата заготовка і підаеться деформації: редукуванню по діаметру І рівномірному за поперечним перерізом обтискуванню стінки. При цьому стінка обтискусться зсередини трубчатої заготовки ї нерухомою конусною оправкою 4 в круглому без випусків калібрі на одинакову величину. Наприклад, трубчату заготовку розміром ЗО х 2 мм без нагрівання піддали деформації в осередку з круглим без випусків ка JS-J S. лібром діаметром ЗО мм, утвореного рівчаковими без випусків валками и нерухомою конусною -оправкою з циліндричною калібруючою ділянкою діаметром 28 мм. Перед деформацією трубчату заготовку обтискували в напрямку роз'єму круглого без випусків калібру задаючими роликами до розміру 29,6 мм, придаючи поперечному перерізу трубчатої заготовки овальну фориу. Після прокатки 'і одержали трубу розміром ЗО х І мм з одинаковою в поперечному перерізі товщиною стінки. Спос і5 подобжнь ої> й Труб Фіг! Б \W\\A\\ й Б doir. З Я-Р
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for longitudinal rolling pipes
Автори англійськоюSyzonenko Hryhorii Oleksandrovych
Назва патенту російськоюСпособ продольной прокатки труб
Автори російськоюСизоненко Григорий Александрович
МПК / Мітки
МПК: B21B 17/00
Мітки: прокатки, спосіб, труб, подовжньої
Код посилання
<a href="https://ua.patents.su/5-32933-sposib-podovzhno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб подовжньої прокатки труб</a>
Спосіб подовжньої прокатки труб
Номер патенту: 32931
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, труб, спосіб, подовжньої
Текст:
...винаходом, осередок деформації створюють Із співвідношенням У' де: J } - коефіціснт тертя по контактній поверхні труси з рівчаковими валками; J коефіциєнт тертя по контактній поверхні тр уби з конусною оправкою. Відміна пропонованого способу від прототипу полягає в тому, що осередок деформації створюють Із співвідношення^ наведеним БИШЄ. Технічним результатом від використання пропонованого способу є те, що він забеспечуе деформацію металу...
Спосіб поздовжньої прокатки труб
Номер патенту: 19510
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, спосіб, труб, поздовжньої
Формула / Реферат:
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношениигде tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;Δ tоп - величина...
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: спосіб, труб, поздовжньої, прокатки
Формула / Реферат:
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Спосіб прокатки труб
Номер патенту: 31554
Опубліковано: 15.12.2000
Автори: Гулькін Євгєній Вікторовіч, Перчаник Віктор Вольфович, Попов Марат Васильович, Друян Володимир Михайлович
МПК: B21B 17/00
Текст:
...крізь осі валків, тобто при розподілі процесу формозміни на редукування діаметру без обтиску стінки до площини, що проходить крізь осі валків, та на обтиск стінки із одночасним підняттям діаметру за цією площиною при вказаних параметрах процесу прокатки. Технічним результатом застосування пропонуемого способу є забезпечення можливості впливу на схему напружено-деформованого стану металу у зоні деформації, що сприяє підвищенню точності...
Попередній патент: Плазмовий запальник
Наступний патент: Силовий гідроциліндр
Випадковий патент: Препарат для лікування гіпогалактії та спосіб лікування гіпогалактії