Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах
Формула / Реферат
1. Спосіб виробництва шиберної плити, що включає виготовлення безвипалювальної термообробленої основи й обпаленого вкладиша, уклеювання мертелем вкладиша в підставу, термообробку зібраної плити для отвердіння мертеля, свердловку зливального каналу, шліфування і сушіння, який відрізняється тим, що плиту після термообробки для отвердіння мертеля просочують вуглецевомістким матеріалом і термооброблюють для полімеризації матеріалу, що просочує.
2. Спосіб за п. 1, який відрізняється тим, що в підставу вклеюють непросочений вкладиш.
3. Спосіб за пп. 1, 2, який відрізняється тим, що просочення проводять при попередньому вакуумуванні з розрідженням не менш 0,7 атм.
Текст
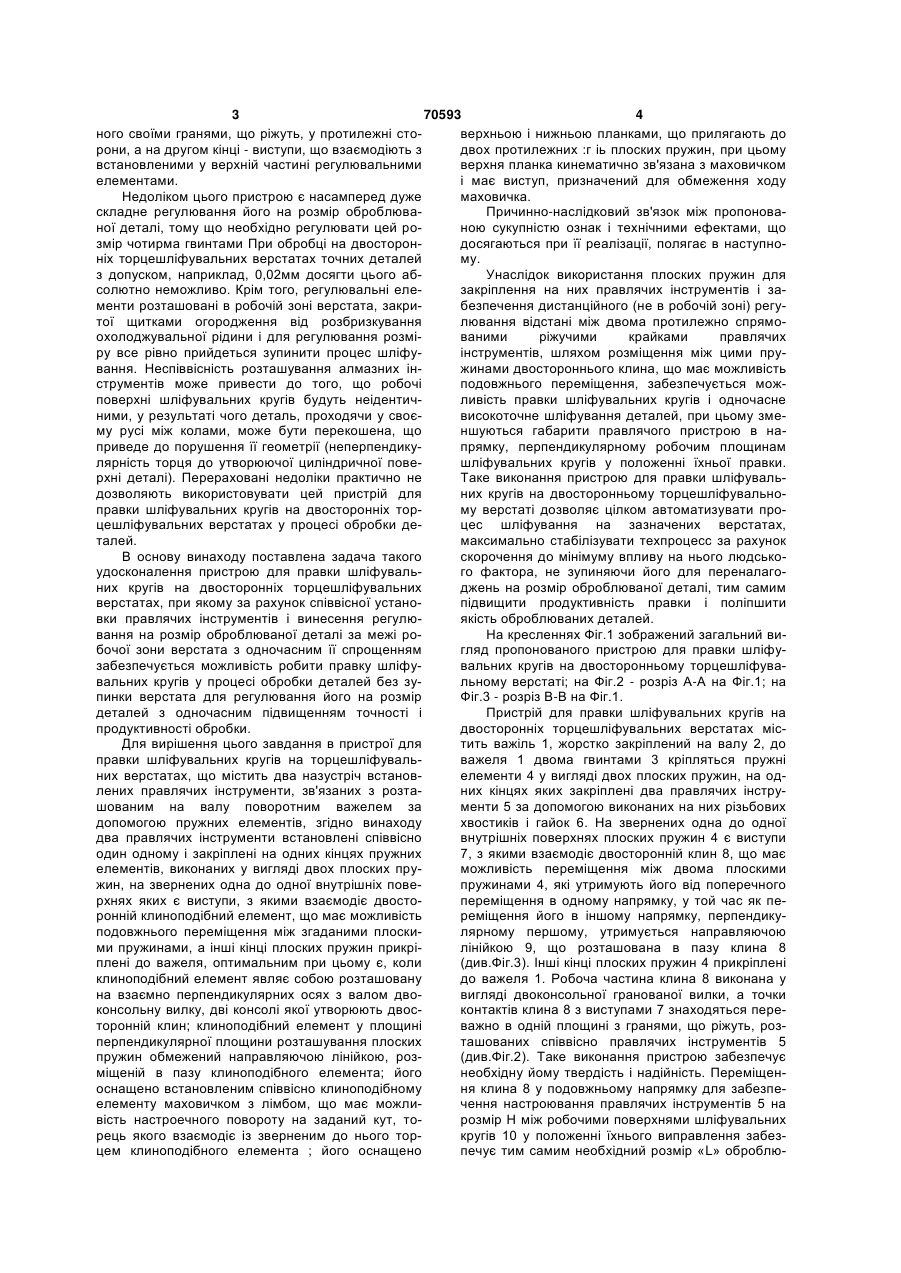
1. Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах, що містить два зустрічно встановлені правильні інструменти, зв'язаних з розташованим на валу поворотним важелем за допомогою пружних елементів, який відрізняється тим, що два правильні інструменти встановлені співвісно один одному і закріплені на одних кінцях пружних елементів, виконаних у вигляді двох плоских пружин, на обернених одна до одної внутрішніх поверхнях яких є виступи, з C2 2 (19) 1 3 70593 4 ного своїми гранями, що ріжуть, у протилежні стоверхньою і нижньою планками, що прилягають до рони, а на другом кінці - виступи, що взаємодіють з двох протилежних :г іь плоских пружин, при цьому встановленими у верхній частині регулювальними верхня планка кинематично зв'язана з маховичком елементами. і має виступ, призначений для обмеження ходу Недоліком цього пристрою є насамперед дуже маховичка. складне регулювання його на розмір оброблюваПричинно-наслідковий зв'язок між пропонованої деталі, тому що необхідно регулювати цей роною сукупністю ознак і технічними ефектами, що змір чотирма гвинтами При обробці на двосторондосягаються при її реалізації, полягає в наступноніх торцешліфувальних верстатах точних деталей му. з допуском, наприклад, 0,02мм досягти цього абУнаслідок використання плоских пружин для солютно неможливо. Крім того, регулювальні елезакріплення на них правлячих інструментів і заменти розташовані в робочій зоні верстата, закрибезпечення дистанційного (не в робочій зоні) регутої щитками огородження від розбризкування лювання відстані між двома протилежно спрямоохолоджувальної рідини і для регулювання розміваними ріжучими крайками правлячих ру все рівно прийдеться зупинити процес шліфуінструментів, шляхом розміщення між цими прування. Неспіввісність розташування алмазних інжинами двостороннього клина, що має можливість струментів може привести до того, що робочі подовжнього переміщення, забезпечується можповерхні шліфувальних кругів будуть неідентичливість правки шліфувальних кругів і одночасне ними, у результаті чого деталь, проходячи у своєвисокоточне шліфування деталей, при цьому змему русі між колами, може бути перекошена, що ншуються габарити правлячого пристрою в наприведе до порушення її геометрії (неперпендикупрямку, перпендикулярному робочим площинам лярність торця до утворюючої циліндричної повешліфувальних кругів у положенні їхньої правки. рхні деталі). Перераховані недоліки практично не Таке виконання пристрою для правки шліфувальдозволяють використовувати цей пристрій для них кругів на двосторонньому торцешліфувальноправки шліфувальних кругів на двосторонніх торму верстаті дозволяє цілком автоматизувати процешліфувальних верстатах у процесі обробки децес шліфування на зазначених верстатах, талей. максимально стабілізувати техпроцесс за рахунок В основу винаходу поставлена задача такого скорочення до мінімуму впливу на нього людськоудосконалення пристрою для правки шліфувальго фактора, не зупиняючи його для переналагоних кругів на двосторонніх торцешліфувальних джень на розмір оброблюваної деталі, тим самим верстатах, при якому за рахунок співвісної устанопідвищити продуктивність правки і поліпшити вки правлячих інструментів і винесення регулюякість оброблюваних деталей. вання на розмір оброблюваної деталі за межі роНа кресленнях Фіг.1 зображений загальний вибочої зони верстата з одночасним її спрощенням гляд пропонованого пристрою для правки шліфузабезпечується можливість робити правку шліфувальних кругів на двосторонньому торцешліфувавальних кругів у процесі обробки деталей без зульному верстаті; на Фіг.2 - розріз А-А на Фіг.1; на пинки верстата для регулювання його на розмір Фіг.3 - розріз В-В на Фіг.1. деталей з одночасним підвищенням точності і Пристрій для правки шліфувальних кругів на продуктивності обробки. двосторонніх торцешліфувальних верстатах місДля вирішення цього завдання в пристрої для тить важіль 1, жорстко закріплений на валу 2, до правки шліфувальних кругів на торцешліфувальважеля 1 двома гвинтами 3 кріпляться пружні них верстатах, що містить два назустріч встановелементи 4 у вигляді двох плоских пружин, на одлених правлячих інструменти, зв'язаних з розтаних кінцях яких закріплені два правлячих інструшованим на валу поворотним важелем за менти 5 за допомогою виконаних на них різьбових допомогою пружних елементів, згідно винаходу хвостиків і гайок 6. На звернених одна до одної два правлячих інструменти встановлені співвісно внутрішніх поверхнях плоских пружин 4 є виступи один одному і закріплені на одних кінцях пружних 7, з якими взаємодіє двосторонній клин 8, що має елементів, виконаних у вигляді двох плоских пруможливість переміщення між двома плоскими жин, на звернених одна до одної внутрішніх повепружинами 4, які утримують його від поперечного рхнях яких є виступи, з якими взаємодіє двостопереміщення в одному напрямку, у той час як перонній клиноподібний елемент, що має можливість реміщення його в іншому напрямку, перпендикуподовжнього переміщення між згаданими плоскилярному першому, утримується направляючою ми пружинами, а інші кінці плоских пружин прикрілінійкою 9, що розташована в пазу клина 8 плені до важеля, оптимальним при цьому є, коли (див.Фіг.3). Інші кінці плоских пружин 4 прикріплені клиноподібний елемент являє собою розташовану до важеля 1. Робоча частина клина 8 виконана у на взаємно перпендикулярних осях з валом двовигляді двоконсольної гранованої вилки, а точки консольну вилку, дві консолі якої утворюють двосконтактів клина 8 з виступами 7 знаходяться переторонній клин; клиноподібний елемент у площині важно в одній площині з гранями, що ріжуть, розперпендикулярної площини розташування плоских ташованих співвісно правлячих інструментів 5 пружин обмежений направляючою лінійкою, роз(див.Фіг.2). Таке виконання пристрою забезпечує міщеній в пазу клиноподібного елемента; його необхідну йому твердість і надійність. Переміщеноснащено встановленим співвісно клиноподібному ня клина 8 у подовжньому напрямку для забезпеелементу маховичком з лімбом, що має можличення настроювання правлячих інструментів 5 на вість настроечного повороту на заданий кут, торозмір Η між робочими поверхнями шліфувальних рець якого взаємодіє із зверненим до нього торкругів 10 у положенні їхнього виправлення забезцем клиноподібного елемента ; його оснащено печує тим самим необхідний розмір «L» оброблю 5 70593 6 ваної деталі 11 (на Фіг.1 показано умовно). Для деталей 11). У цьому випадку необхідно компензручності зборки описуваного пристрою для правсувати знос правлячих інструментів 5 шляхом ки шліфувальних кругів дві плоскі пружини 4, наобертання маховичка 15 на необхідний кут. При прямна лінійка 9, клин 8, верхня планка 12 і нижня цьому клин 8 переміститься вперед у напрямку планка 13 попередньо збираються і стягуються правлячих інструментів 5 і, діючи на виступи 7, гвинтом 14. Верхня планка 12 є одночасно й оброзсуне плоскі пружини 4 із закріпленими на них межником ходу маховичка 15 з нанесеним на ньоправлячими інструментами 5. Весь процес наламу лімбом. годження розміру оброблюваних деталей 11, комПристрій для правки шліфувальних кругів на пенсація зносу шліфувальних кругів 10 і правлячих двосторонньому торцешліфувальному верстаті інструментів 5 здійснюється в процесі шліфування працює так. Коли в процесі шліфування деталей одним поворотом маховичка 15, що може бути 11 робочі поверхні шліфувальних кругів 10 зновинесений з робочої зони як показано на кресленні сяться на граничну величину (звичайно це 1/3... (Фіг.1). 1/2 від величини допуску на довжину оброблюваКрім того, за рахунок вибору підйому робочої них деталей 11) необхідно шліфувальним бабкам частини клина 8 і кроку гвинтової пари клин 8 надати імпульси подовжнього переміщення на маховичок 15, можна одержати яку завгодно малу величину компенсації зносу шліфувальних кругів компенсацію зносу шліфувального інструмента 10, 10. Одночасно з цим включається в роботу і прищо забезпечить можливість використання запрострій для правки шліфувальних кругів. При цьому понованого пристрою при будь-якому режимі шліважіль 1 повертається на валу 2, а правлячі інфування як чорнового, так і чистового. струменти 5 переміщуються по дузі кола від периТаким чином, запропонований нами пристрій ферії шліфувальних кругів 10 до їхнього центра до для правки шліфувальних кругів на двосторонніх виходу у внутрішню зону шліфувальних кругів 10, торцешліфувальних верстатах забезпечує можлипісля чого дається реверс і важіль 1 повертається вість правки шліфувальних кругів у процесі висоу вихідне положення. Величина компенсації зносу коточної обробки деталей, що дає можливість цілшліфувальних кругів 10 трохи перевищує величиком автоматизувати процес, підвищити його ну їхнього фактичного зносу, тому зайвий абразив стабільність, майже повністю виключити вплив на видаляється правкою. Так повторюється доти, нього людського фактора і, як наслідок, підвищити поки правлячі інструменти 5 не зносяться на грапродуктивність обробки при більш простій і надійничну величину ( ця величина також приблизно ній конструкції. дорівнює 1/2... 1/3 величини допуску на обробку Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for dressing the abrasive disc on the end-finishing machine
Автори англійськоюCherenov Oleksii Borysovych
Назва патенту російськоюУстройство для правки шлифовальных кругов на торцешлифовальных станках
Автори російськоюЧеренов Алексей Борисович
МПК / Мітки
МПК: B24B 53/06, B24B 7/00
Мітки: верстатах, кругів, торцешліфувальних, шліфувальних, пристрій, правки
Код посилання
<a href="https://ua.patents.su/3-70593-pristrijj-dlya-pravki-shlifuvalnikh-krugiv-na-torceshlifuvalnikh-verstatakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах</a>
Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв’язці
Номер патенту: 37908
Опубліковано: 15.05.2001
Автори: Хорват Матяш, Гаращенко Ярослав Миколайович, Грабченко Анатолій Іванович, Уварова Юлія Леонідівна, Доброскок Володимир Ленінмирович
МПК: B24D 17/00
Мітки: шліфувальних, електропровідний, пристрій, правки, кругів, металевій, електрохімічної, зв'язці
Текст:
...області, можна записати у вигляді лінійних рівнянь: z( x)1=d1 y( x)+g1; z( x)2=d2 y2( x)+g2; z( х)3=d3F( x)+g3; z( x)4=d4 у( x)F(x)+g4; z( x)5=d5 y2( x)F( x)+g5; y( х) змінюється за законом кривої сталого профілю робочої поверхні круга, a F(x) – за законом кривої необхідної лінійної інтенсивності електрохімічного впливу для зняття засалювання робочої поверхні круга. Для керування поперечним профілем робочої поверхні круга при...
Інструмент для правки шліфувальних кругів
Номер патенту: 14958
Опубліковано: 04.03.1997
Автор: Черенов Олексій Борисович
МПК: B24B 53/12
Мітки: інструмент, шліфувальних, кругів, правки
Формула / Реферат:
Инструмент для правки шлифовальных кругов, содержащий корпус и закрепленные в нем режущие элементы, расположенные соосно друг другу в продольном направлении и смещенные по высоте на величину, превышающую размер режущего элемента в продольном направлении, отличающийся тем, что режущие элементы расположены на окружностях, центры которых находятся на оси инструмента, а их количество и размеры, а также диаметры окружностей, на которых они...
Алмазний інструмент для правки шліфувальних кругів
Номер патенту: 15052
Опубліковано: 30.06.1997
Автори: Савченко Юрій Якович, Лещук Ірина Венедиктівна
МПК: B24D 3/06, B24B 53/12
Мітки: кругів, правки, шліфувальних, інструмент, алмазний
Формула / Реферат:
Алмазный инструмент для правки шлифовальных кругов, содержащий рабочую часть, выполненную из металлической связки с закрепленными в ней алмазными зернами, и нерабочую часть для крепления инструмента, отличающийся тем, что металлическая связка рабочей части имеет твердость 85 ... 110HRB при соотношении твердости связки к прочности алмазных зерен 1,5 ¸ 3,0, а нерабочая часть инструмента выполнена из материала связки.
Пристрій для правки кругів
Номер патенту: 15716
Опубліковано: 30.06.1997
Автор: Копак Мирослав Петрович
МПК: B23D 9/00, B24B 53/12
Мітки: кругів, правки, пристрій
Формула / Реферат:
(57) 1. Устройство для правки кругов, содержащее установленный на оси цилиндрический корпус с винтовой канавкой на его боковой поверхности, расположенный в канавке рабочий элемент, крышки для фиксации корпуса на оси и державку, отличающееся тем, что державка выполнена в виде вилки, упомянутая ось закреплена в ее зубцах, рабочий элемент выполнен в виде отдельных витков пружины, в корпусе и у концов каждого витка выполнены соосные параллельные...
Спосіб виготовлення абразивних відрізних та шліфувальних дискових кругів та спосіб отримання абразиву
Номер патенту: 48200
Опубліковано: 15.08.2002
Автор: Нємєц Стефан
МПК: B24D 3/20
Мітки: спосіб, шліфувальних, виготовлення, отримання, кругів, абразиву, відрізних, абразивних, дискових
Формула / Реферат:
1. Спосіб виготовлення абразивних відрізних та шліфувальних дискових кругів, укріплених бакелітовою смолою і зміцнених сіткою із скловолокна, який відрізняється тим, що додають одну частину абразиву в формі грубих шматків, одержаних з залишків укріплених смолою кругів таким шляхом, що під час виготовлення суміші абразивні грубі шматки спочатку змочують смолою, а потім додають інші компоненти згідно з уже відомою методикою.2. Спосіб...
Попередній патент: Спосіб доменної плавки
Наступний патент: Агрегат для виробництва металу з залізовмісної сировини
Випадковий патент: Ентеросорбент