Спосіб обробки шлакових ковшів та чавунних мульд
Номер патенту: 70632
Опубліковано: 15.10.2004
Автори: Волков Ігор Геннадійович, Зонін Володимир Костянтинович, Шевченко Андрій Михайлович, Крутас Микола Васильович, Плетниченко Олександр Микитович
Формула / Реферат
Спосіб обробки шлакових ковшів та чавунних мульд, що включає нанесення захисного покриття на гарячу внутрішню поверхню ковшів та мульд, який відрізняється тим, що як захисне покриття використовують нейтралізовані відпрацьовані травильні розчини прокатного виробництва, при цьому нанесення захисного покриття проводять на внутрішню поверхню ковшів та мульд з температурою 140 - 220 °С.
Текст
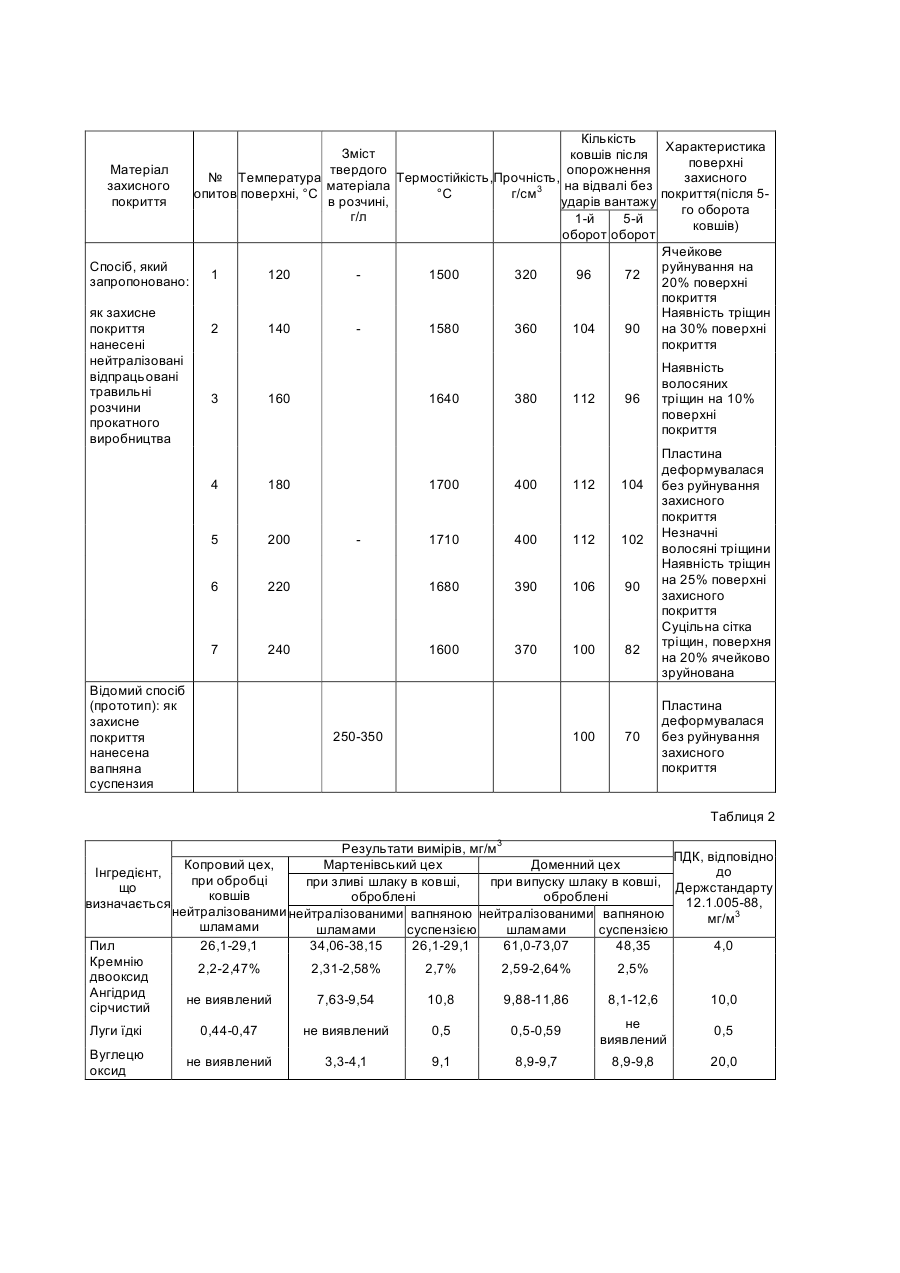
Винахід належить до металургії, а саме до способів обробки ковшів і може використовуватися для захисту внутрішньої поверхні шлакових ковшів та чавунних мульд від заметалювання і руйнування при розливанні і транспортуванні шлакового розплаву та рідкого чавуна при виробництві сталі та чавуна. Відомий спосіб обробки шлакових ковшів перед наливом розплаву (Авт. Свід. СРСР №1152963, кл.С21В3/10), до складу якого входе нанесення захисного покриття на внутрішню поверхню ковша. Як захисне покриття на стінки ковша з температурою 50-400°С наносять суспензію сульфітно-дріжджової бражки. Недоліком зазначеного способу є те, що вхідні до складу суспензії органічні сполуки фурфурольних та фенольних груп при нагріванні розкладаються, викликаючи спучування матеріалу захисного покриття. Крім того, комплексні вуглецю-водньо-сірчисті з'єднання, що містяться у суспензії, при температурі розплаву близько 600°С перетворюються в сірчаний, сірчистий ангідрид і сірководень, що проникають у пори та тріщини захисного покриття і стикаючись з матеріалом ковша, викликають його корозію та руйнування. У результаті знижується міцність та термостійкість захисного покриття і відповідно знижується термін служби ковшів, а також виділення токсичних органічних та сірчистих з'єднань викликає забруднення навколишнього середовища на робочих площадках. Відомий спосіб обробки шлакових ковшів перед наливом розплаву (Авт. Свід. України №3986, С1, С21В3/10), до складу якого входе нанесення захисного покриття на внутрішню поверхню ковша. Як захисне покриття наносять відходи титано-магнієвого виробництва у виді гелю з питомою щільністю 1,1-1,2г/см3 при температурі стінки ковша 410-500°С. Недоліками зазначеного способу обробки є те, що відходи титаномагнієвого виробництва (кекі) необхідно розпульповувати водою до одержання гелеобразної структури з питомою щільністю 1,1-1,2г/см3. Також у складі гелеобразних відходів міститься 28,6% кристальованної води, що, взаємодіючи з розплавленим металом викликає "удари" (вибухи) і часткове виплескування розплавленого шлаку з ковша. І, нарешті, не дивлячись на низьку вартість відходів титано-магнієвого виробництва, витрати на їх розпульповування та доставку до місця обробки ковшів сприяють подорожчанню захисного покриття. Найбільш близьким за технічною сутністю до способу, який заявляється, є спосіб обробки шлакових ковшів та чавунних мульд, до складу якого входе нанесення захисного покриття на гарячу внутрішню поверхню ковшів та мульд (Н.А. Фомін та ін. Захист шлакових чаш. "Металург", 1978, №8, стр.86). Як захисне покриття наносять вапняну суспензію з питомою щільністю 1,18-1,25г/см3. Вапняну суспензію одержують у результаті гасіння свіжовипалювального кускового вапна і розведення водою до зазначеної щільності. Однак нанесення захисного покриття зазначеним способом не забезпечує надійне зчеплення з матеріалом ковшів та мульд, у наслідку чого захисне покриття має недостатню термостійкість і міцність. Порозумівається це двома причинами. По-перше, при декарбонізації вхідних до складу вапняної суспензії мінералів з групи карбонатів, відбувається втрата матеріалу захисного покриття, внаслідок утворення вуглекислоти, що звітрюється та утворює мікропори і тріщини, через які розплав проникає до стінок ковша і приварюється до них. По-друге, при висиханні нанесеної суспензії вода випаровується й окис кальцію (вапно), що залишився, обсипається від поштовхів при транспортуванні ковшів до місця заливання шлаку. Таким чином порушується однорідність захисного покриття і на незахищених ділянках поверхні ковша відбувається приварювання розплаву до ковша. У результаті цього відбувається часткова втрата металу, та, крім цього, приварені ділянки приходиться очищати механічним способом, що приводить до додаткових ушкоджень ковшів і зниженню терміну їхньої служби. Також значні енергетичні витрати на готування розчину і значна собівартість вихідної сировини приводить до подорожчання захисного покриття й у цілому 1т виплавлюваного металу. В основу винаходу поставлена задача удосконалення способу обробки шлакових ковшів та чавунних мульд шляхом заміни матеріалу захисного покриття і нанесення покриття при визначених режимах, таким чином, щоб забезпечити надійне зчеплення захисного покриття з матеріалом ковшів та мульд, що буде сприяти збільшенню терміну служби ковшів та мульд за рахунок підвищення термостійкості і міцності захисного покриття, а також зниженню собівартості захисного покриття і зменшенню шкідливих викидів. Поставлена задача досягається тим, що у відомому способі обробки шлакових ковшів та чавунних мульд, до складу якого входе нанесення захисного покриття на гарячу внутрішню поверхню ковшів та мульд, передбачені отакі відміни: - як захисне покриття використовують нейтралізовані відпрацьовані травильні розчини прокатного виробництва; - захисне покриття наносять на внутрішню поверхню ковшів та мульд з температурою 140-220°С. Поміж суттєвими ознаками винаходу та отриманим технічним результатом існує отакий причинно-навідний зв'язок. Використання як захисне покриття нейтралізованих відпрацьованих травильних розчинів прокатного виробництва, нанесених при температурі, що заявляється, забезпечує надійне зчеплення захисного покриття з матеріалом ковшів та мульд, тим самим збільшуючи міцність і термостійкість захисного покриття. Відпрацьовані травильні розчини утворюються в прокатному виробництві при травленні металу сірчаною кислотою в травильних ваннах і містять у своєму складі сірчанокисле залізо FeSО4 і сірчану кислоту. Ці розчини знешкоджують (нейтралізують) за допомогою лужних реагентів (вапняного молока) у спеціальних камерах реакції станції нейтралізації. У результаті нейтралізації відпрацьованих травильних розчинів утворяться рідкі нейтралізовані шлами з питомою щільністю 1,1-1,2г/см3 наступного хімічного складу (%): Si2 0,75 Al2O3 0,46 Ca 30,80 Mg 0,53 Fe 12,05 FeO 1,05 Fe2O3 16,06 ППП 22,19 PO5 0,013 MnO 0,05 C 5,98 S 10,95. Використання нейтралізованих шламів як захисне покриття робочої поверхні шлакових ковшів та чавунних мульд і нанесення їх при температурі, що заявляється, сприяє більш надійному зчепленню з матеріалом ковшів та мульд, збільшенню міцності і термостійкості захисного покриття, запобіганню приварювання шлаку і металу до стінок ковшів та мульд і збільшує термін їхньої служби. Це порозумівається тим, що в нейтралізованих відпрацьованих травильних розчинах прокатного виробництва містяться поверхнево-активні речовини з домішкою олій, що зменшує поверхневий натяг молекул сульфату кальцію (CaSО4), та сприяє еластичності захисного покриття. При температурах, близьких до 180°С, молекули сульфату кальцію втрачають здатність приєднувати молекули води, їхнє зчеплення стає більш міцним. Ця міцність забезпечує схоронність захисного покриття навіть після його висихання та й при транспортуванні до місця заповнення. Крім того, низька собівартість відходів прокатного виробництва веде до здешевлення захисного покриття і тонни виплавлюваного металу в цілому. У виді відсутності в складі нейтралізованих шламів органічних сполук фурфурольних і фенольних груп не відбувається спучування захисного покриття, що сприяє збільшенню його щільності. Відсутність карбонатних порід сприяє збільшенню цілісності та й схоронності захисного покриття, а також зменшенню шкідливих викидів, що виділяються в результаті декарбонізації. Аналіз впливу температури внутрішньої поверхні ковшів та мульд, при якій наносять захисне покриття нейтралізованими шламами, на термомеханічні показники захисного покриття свідчить, що найбільш сприятливою є температура 140-220°С (таблиця 1). При граничних значеннях температури зазначеного діапазону (120-140; 220-240°С) спостерігалося опадання захисного покриття, аж до ячейкового руйнування в межах 25-30% площі покриття. При температурі обробки 140-160; 200-220°С спостерігалася наявність тріщин на площі до 20% поверхні покриття без руйнування захисного покриття. І при температурі нанесення захисного покриття в інтервалі 160-200°С відзначалася цілісність та й рівномірність покриття з наявністю лише незначних волосяних тріщин. Виходячи зі специфіки та й умов експлуатації й обробки шлакових ковшів та чавунних мульд оптимальними значеннями температури внутрішньої поверхні для нанесення захисного покриття прийняті 140220°С, при яких досягнуті найкращі термомеханічні характеристики покриття після висихання. Спосіб обробки шлакових ковшів та чавунних мульд здійснюється таким чином. Нейтралізовані відпрацьовані травильні розчини (нейтралізовані шлами) зі станції нейтралізації в спеціальній тарі подаються автотранспортом у копровий і доменний цехи. Шлами попередньо перемішуються стисненим повітрям, потім зі спеціальної проміжної тари зливаються у видаткові ємності ділянок обприскування. Нейтралізовані шлами по трубопроводу стисненим повітрям подаються в бризкальні форсунки, установлені строго по осі руху складу, послідовно. Обприскування робочої поверхні чавунних мульд та шлакових ковшів, з температурою стінки 140-220°С, проводять під час руху складу уздовж фронту форсунок, при цьому одночасно проводять обприскування відразу двох ковшів, що забезпечує двохразове їхнє покриття. Тривалість обприскування одного ковша однією форсункою повинна бути 7-12сек. Покриття внутрішньої поверхні ковшів та мульд нейтралізованими шламами повинне бути рівномірним по всій робочій поверхні, товщина захисного шару при цьому повинна бути 1-1,5мм. Конкретний приклад. Запропонований спосіб обробки шлакових ковшів та чавунних мульд випробувано при промислових іспитах по обробці шлакових ковшів нейтралізованими відпрацьованими травильними розчинами замість вапняної суспензії в копровому і доменному цехах ВАТ "Запоріжсталь". За період іспитів було оброблено 112 шлакових ковшів. Щільність нейтралізованих шламів складала 1,15-1,2г/см3, рН=9. Захисне покриття наносилося при температурах стінки ковша 120-240°С. Під час іспитів встановлено: - процес нанесення нейтралізованих відпрацьованих травильних розчинів на робочу поверхню шлакових ковшів не відрізняється від процесу нанесення як захисне покриття вапняного молока, технологія й устаткування ідентичні; - захисне покриття рівномірне, щільне, без відшарування і візуально не відрізняється від поверхні, обробленої вапняним молоком; - пригару шлаку до внутрішньої поверхні ковшів не виявлено; - якість повітряного середовища на ділянці обприскування шлакових ковшів і на робочих місцях зливу шлаку не погіршувалися (див. результати аналізів, таблиця 2); - кількість ковшів без ушкодження захисного покриття після 5-го обороту на 8-15% більше, ніж при обробці робочої поверхні вапняною суспензією (таблиця 1). Використання способу, що заявляється, забезпечує надійне зчеплення захисного покриття з матеріалом внутрішньої поверхні ковшів та мульд, збільшуючи тим самим міцність та термостійкість захисного покриття, виключає приварювання металу і шлаку до робочої поверхні і веде до збільшення терміну служби ковшів та мульд. А також виключає витрати на готування вапняної суспензії і придбання товарної сировини, що сприяє здешевленню захисного покриття шлакових ковшів та чавунних мульд і тонни виробленого металу в цілому, і сприяє зменшенню забруднення навколишнього середовища. Таблиця 1 Кількість Характеристика Зміст ковшів після поверхні Матеріал твердого опорожнення захисного Термостійкість,Прочність, № Температура матеріала захисного на відвалі без покриття(після 5опитов поверхні, °С °С г/см3 покриття в розчині, ударів вантажу го оборота г/л 5-й 1-й ковшів) оборот оборот Ячейкове Спосіб, який руйнування на 1 120 1500 320 96 72 запропоновано: 20% поверхні покриття Наявність тріщин як захисне 2 140 1580 360 104 90 на 30% поверхні покриття покриття нанесені нейтралізовані Наявність відпрацьовані волосяних травильні 3 160 1640 380 112 96 тріщин на 10% розчини поверхні прокатного покриття виробництва Пластина деформувалася 4 180 1700 400 112 104 без руйнування захисного покриття Незначні 5 200 1710 400 112 102 волосяні тріщини Наявність тріщин на 25% поверхні 6 220 1680 390 106 90 захисного покриття Суцільна сітка тріщин, поверхня 7 240 1600 370 100 82 на 20% ячейково зруйнована Відомий спосіб (прототип): як Пластина деформувалася захисне 250-350 100 70 без руйнування покриття нанесена захисного покриття вапняна суспензия Таблиця 2 Результати вимірів, мг/м3 ПДК, відповідно Копровий цех, Мартенівський цех Доменний цех до Інгредієнт, при обробці при зливі шлаку в ковші, при випуску шлаку в ковші, Держстандарту що ковшів оброблені оброблені 12.1.005-88, визначається нейтралізованими нейтралізованими вапняною нейтралізованими вапняною мг/м3 шламами шламами суспензією шламами суспензією Пил 26,1-29,1 34,06-38,15 26,1-29,1 61,0-73,07 48,35 4,0 Кремнію 2,2-2,47% 2,31-2,58% 2,7% 2,59-2,64% 2,5% двооксид Ангідрид не виявлений 7,63-9,54 10,8 9,88-11,86 8,1-12,6 10,0 сірчистий не Луги їдкі 0,44-0,47 не виявлений 0,5 0,5-0,59 0,5 виявлений Вуглецю не виявлений 3,3-4,1 9,1 8,9-9,7 8,9-9,8 20,0 оксид
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for treating slag ladles and cast-iron moulds
Автори англійськоюKrutas Mykola Vasyliovych
Назва патенту російськоюСпособ обработки шлаковых ковшей и чугунных мульд
Автори російськоюКрутас Николай Васильевич
МПК / Мітки
МПК: C21B 3/10
Мітки: мульд, ковшів, обробки, шлакових, спосіб, чавунних
Код посилання
<a href="https://ua.patents.su/3-70632-sposib-obrobki-shlakovikh-kovshiv-ta-chavunnikh-muld.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки шлакових ковшів та чавунних мульд</a>
Спосіб обробки шлакових ковшів
Номер патенту: 3986
Опубліковано: 27.12.1994
Автори: Коваль Петро Павлович, Гончар Віктор Якович, Ковальов Володимир Васильович, Хлопков Леонід Піменович, Горб Володимир Іванович, Сальніков Ігор Михайлович
МПК: C21B 3/10
Мітки: ковшів, спосіб, шлакових, обробки
Формула / Реферат:
Способ обработки шлаковых ковшей перед наливом расплава, включающий нанесение защитного покрытия на горячую внутреннюю поверхность ковша, отличающийся тем, что в качестве защитного покрытия на внутреннюю поверхность ковша с температурой 410-500°С наносят отходы титано-магниевого производства в виде геля с удельной плотностью 1,1-1,2 г/см3.
Спосіб виведення шлакових охолодей в чавуновізних ковшах

Номер патенту: 9664
Опубліковано: 16.04.2001
Автори: Потапов Валерій Миколайович, Ларіонов Андрій Євгенович, Потапов Микола Михайлович, Ларіонов Євгеній Давідович
МПК: B22D 43/00
Мітки: охолодей, шлакових, чавуновізних, ковшах, спосіб, виведення
Формула / Реферат:
Спосіб виведення шлакових охолодей у чавуновізних ковшах шляхом сколювання, який відрізняється тим, що до приймання чавуну в ківш футерівку розігрівають до температури 100-3000С, наносять на неї ізоляційний шар у вигляді вогнетривкої суміші з вуглецевого порошку фракції 0,04-3 мм та рідкого скла густиною 1,18 – 1,22 г/см3, у % відношенні у межах від 78:22 до 82:18, завтовшки 15-25мм, неспікливий з футерівкою ковша та шлаком.
Спосіб відливки чавунних чушок
Номер патенту: 28924
Опубліковано: 16.10.2000
Автори: Шмуклер Йосип Срулевіч, Павленко Олександр Анатольович, Чепенко Анатолій Іванович, Полещук Петро Миколайович
МПК: B22D 3/00
Мітки: спосіб, чавунних, відливки, чушок
Формула / Реферат:
1. Спосіб відливки чавунних чушок містить в собі випуск розплаву з льотки доменної печі по випускному жолобу в чавуновізний ківш, транспортування наповненого ковша до міста розливу розплаву на струмені жолобом і заповнення виливниць розплавом, який відрізняється тим, що заповнення виливниць проводять розплавом з придонної зони чавуновізного ковша, від чушок якого відділяють чушки розплаву придзеркального чавуну.2. Спосіб по п. 1, який...
Спосіб виготовлення рівностійкої монолітної футерівки сталерозливних ковшів
Номер патенту: 28950
Опубліковано: 17.02.2003
Автори: Кренделев Василій Миколайович, Булат Володимир Олександрович, Казаков Сергій Сергійович, Тонкушин Анатолій Федорович, Панченко Олександр Іванович, Кійко Генадій Васильович, Король Леонід Наумович
МПК: B22D 41/02
Мітки: монолітної, виготовлення, ковшів, футерівки, рівностійкої, спосіб, сталерозливних
Формула / Реферат:
Спосіб виготовлення рівностійкоі монолітної футерівки сталерозливних ковшів, що включає приготування в спеціальному змішувачі вогнетривкої маси корундового складу зі шпинделетвірними та тиксотропними складовими, її укладання в порожнину поміж шаблоном і каркасом або арматурною футерівкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурі 80-650°С, який відрізняється тим, що порожнина для її формування...
Спосіб виготовлення рівностійкої монолітної футеровки сталерозливних ковшів
Номер патенту: 28950
Опубліковано: 16.10.2000
Автори: Кійко Генадій Васильович, Король Леонід Наумович, Казаков Сергій Сергійович, Панченко Олександр Іванович, Булат Володимир Олександрович, Кренделев Василій Миколайович, Тонкушин Анатолій Федорович
МПК: B22D 41/02
Мітки: монолітної, ковшів, рівностійкої, виготовлення, спосіб, сталерозливних, футеровки
Формула / Реферат:
Спосіб виготовлення рівностійкоі монолітної футерівки сталерозливних ковшів, що включає приготування в спеціальному змішувачі вогнетривкої маси корундового складу зі шпинделетвірними та тиксотропними складовими, її укладання в порожнину поміж шаблоном і каркасом або арматурною футерівкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурі 80-650°С, який відрізняється тим, що порожнина для її формування...
Попередній патент: Гідрогармата для забивання чавунної льотки доменної печі
Наступний патент: Пристрій для нанесення ретенційних зон на поверхню заготовки протеза зуба
Випадковий патент: Спосіб виготовлення ливарних магнітних форм