Пристрій для левітаційної обробки точінням тонкостінних деталей
Номер патенту: 71021
Опубліковано: 15.11.2004
Автори: Потеряхін Валерій Борисович, Пашков Євген Валентинович, Бохонський Олександр Іванович, Вожжов Андрій Анатолійович
Формула / Реферат
Пристрій для левітаційної обробки точінням тонкостінних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, радіальну газову опору для оброблюваної деталі, яка утворена полюсними наконечниками статора, а також осьовий левітуючий газомагнітний упор у вигляді стакана, який відрізняється тим, що донна тонкостінна частина осьового упору, що має подвійні бокові стінки, розташована з зазором відносно полюсних наконечників зубців кільцевих статорів, концентрично розміщених в кільцевих пазах на торцевій, обернутій до оброблюваної деталі поверхні планшайби, до того ж фазні обмотки встановлених на зубцях котушок мають послідовну колову перестановку фаз по радіусах на сусідніх зубцях, а зовнішній, встановлений на планшайбі, статор виконано з двома рядами розташованих по колу осердь, охоплених фазними котушками з послідовною коловою перестановкою фаз на обмотках котушок сусідніх осердь, при цьому один ряд осердь розміщено з зазором відносно зовнішньої твірної осьового упора, а другий - з зазором відносно зовнішньої твірної оброблюваної деталі.
Текст
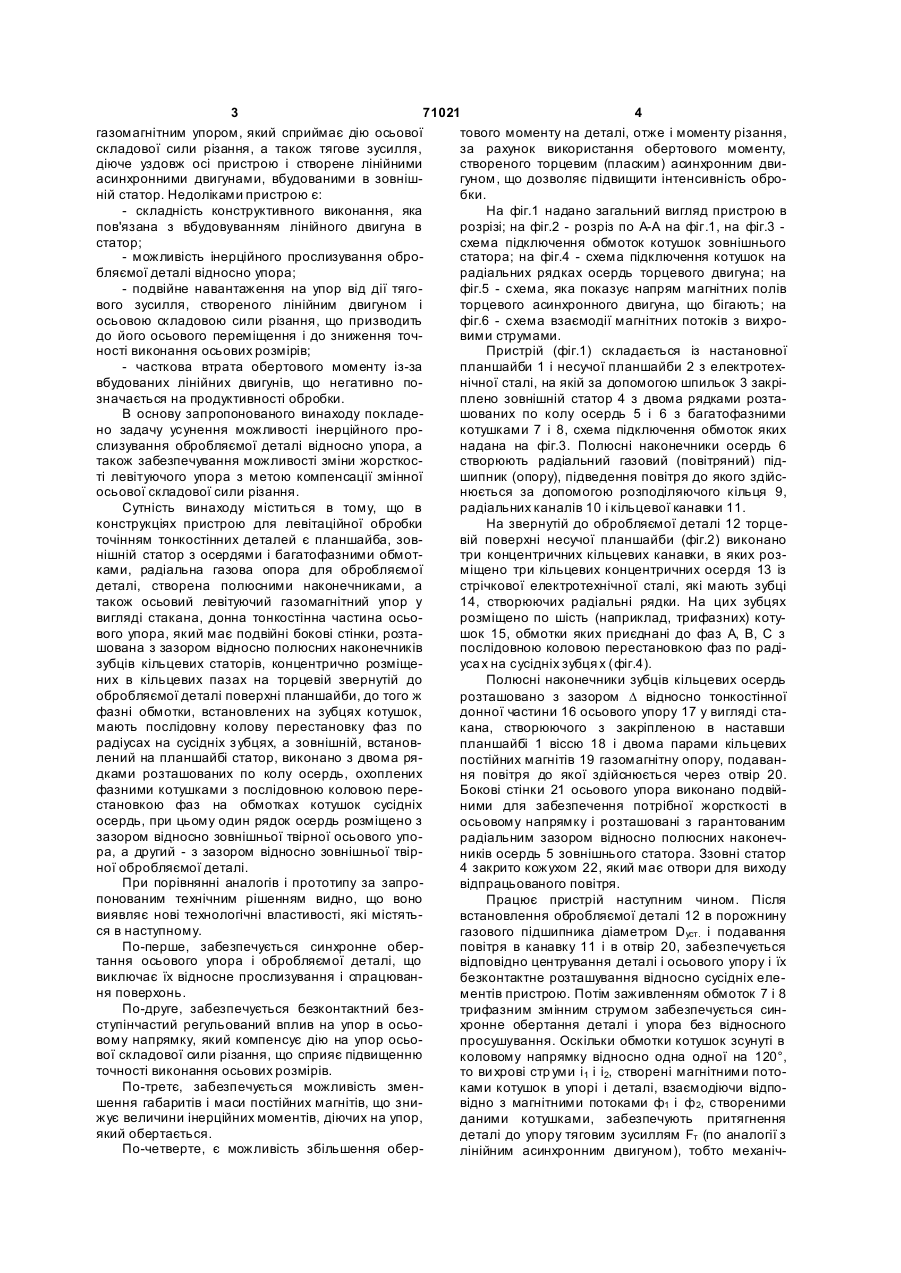
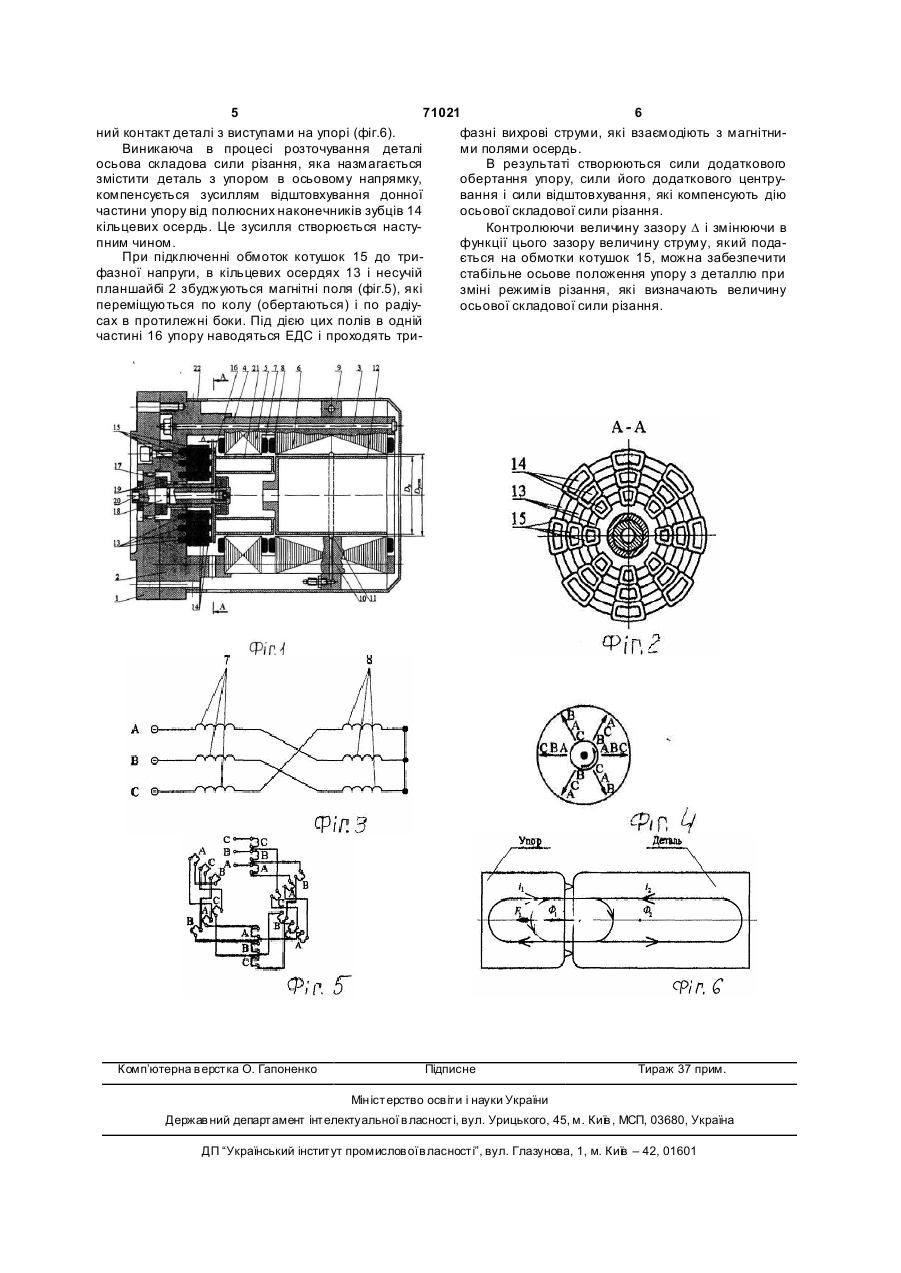
Пристрій для левітаційної обробки точінням тонкостінних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, радіальну газову опору для оброблюваної деталі, яка утворена полюсними наконечниками статора, а також осьовий левітуючий 3 71021 4 газомагнітним упором, який сприймає дію осьової тового моменту на деталі, отже і моменту різання, складової сили різання, а також тягове зусилля, за рахунок використання обертового моменту, діюче уздовж осі пристрою і створене лінійними створеного торцевим (пласким) асинхронним двиасинхронними двигунами, вбудованими в зовнішгуном, що дозволяє підвищити інтенсивність оброній статор. Недоліками пристрою є: бки. - складність конструктивного виконання, яка На фіг.1 надано загальний вигляд пристрою в пов'язана з вбудовуванням лінійного двигуна в розрізі; на фіг.2 - розріз по А-А на фіг.1, на фіг.3 статор; схема підключення обмоток котушок зовнішнього - можливість інерційного прослизування обростатора; на фіг.4 - схема підключення котушок на бляємої деталі відносно упора; радіальних рядках осердь торцевого двигуна; на - подвійне навантаження на упор від дії тягофіг.5 - схема, яка показує напрям магнітних полів вого зусилля, створеного лінійним двигуном і торцевого асинхронного двигуна, що бігають; на осьовою складовою сили різання, що призводить фіг.6 - схема взаємодії магнітних потоків з вихродо його осьового переміщення і до зниження точвими струмами. ності виконання осьових розмірів; Пристрій (фіг.1) складається із настановної - часткова втрата обертового моменту із-за планшайби 1 і несучої планшайби 2 з електротехвбудованих лінійних двигунів, що негативно понічної сталі, на якій за допомогою шпильок 3 закрізначається на продуктивності обробки. плено зовнішній статор 4 з двома рядками розтаВ основу запропонованого винаходу покладешованих по колу осердь 5 і 6 з багатофазними но задачу усунення можливості інерційного прокотушками 7 і 8, схема підключення обмоток яких слизування обробляємої деталі відносно упора, а надана на фіг.3. Полюсні наконечники осердь 6 також забезпечування можливості зміни жорсткосстворюють радіальний газовий (повітряний) підті левітуючого упора з метою компенсації змінної шипник (опору), підведення повітря до якого здійсосьової складової сили різання. нюється за допомогою розподіляючого кільця 9, Сутність винаходу міститься в тому, що в радіальних каналів 10 і кільцевої канавки 11. конструкціях пристрою для левітаційної обробки На звернутій до обробляємої деталі 12 торцеточінням тонкостінних деталей є планшайба, зоввій поверхні несучої планшайби (фіг.2) виконано нішній статор з осердями і багатофазними обмоттри концентричних кільцевих канавки, в яких розками, радіальна газова опора для обробляємої міщено три кільцевих концентричних осердя 13 із деталі, створена полюсними наконечниками, а стрічкової електротехнічної сталі, які мають зубці також осьовий левітуючий газомагнітний упор у 14, створюючих радіальні рядки. На цих зубцях вигляді стакана, донна тонкостінна частина осьорозміщено по шість (наприклад, трифазних) котувого упора, який має подвійні бокові стінки, розташок 15, обмотки яких приєднані до фаз А, В, С з шована з зазором відносно полюсних наконечників послідовною коловою перестановкою фаз по радізубців кільцевих статорів, концентрично розміщеуса х на сусідніх зубця х (фіг.4). них в кільцевих пазах на торцевій звернутій до Полюсні наконечники зубців кільцевих осердь обробляємої деталі поверхні планшайби, до того ж розташовано з зазором D відносно тонкостінної фазні обмотки, встановлених на зубцях котушок, донної частини 16 осьового упору 17 у вигляді стамають послідовну колову перестановку фаз по кана, створюючого з закріпленою в наставши радіусах на сусідніх з убцях, а зовнішній, встановпланшайбі 1 віссю 18 і двома парами кільцевих лений на планшайбі статор, виконано з двома ряпостійних магнітів 19 газомагнітну опору, подавандками розташованих по колу осердь, охоплених ня повітря до якої здійснюється через отвір 20. фазними котушками з послідовною коловою переБокові стінки 21 осьового упора виконано подвійстановкою фаз на обмотках котушок сусідніх ними для забезпечення потрібної жорсткості в осердь, при цьому один рядок осердь розміщено з осьовому напрямку і розташовані з гарантованим зазором відносно зовнішньої твірної осьового упорадіальним зазором відносно полюсних наконечра, а другий - з зазором відносно зовнішньої твірників осердь 5 зовнішнього статора. Ззовні статор ної обробляємої деталі. 4 закрито кожухом 22, який має отвори для виходу При порівнянні аналогів і прототипу за запровідпрацьованого повітря. понованим технічним рішенням видно, що воно Працює пристрій наступним чином. Після виявляє нові технологічні властивості, які містятьвстановлення обробляємої деталі 12 в порожнину ся в наступному. газового підшипника діаметром Dуст. і подавання По-перше, забезпечується синхронне оберповітря в канавку 11 і в отвір 20, забезпечується тання осьового упора і обробляємої деталі, що відповідно центрування деталі і осьового упору і їх виключає їх відносне прослизування і спрацюванбезконтактне розташування відносно сусідніх еленя поверхонь. ментів пристрою. Потім заживленням обмоток 7 і 8 По-друге, забезпечується безконтактний безтрифазним змінним струмом забезпечується синступінчастий регульований вплив на упор в осьохронне обертання деталі і упора без відносного вому напрямку, який компенсує дію на упор осьопросушування. Оскільки обмотки котушок зсунуті в вої складової сили різання, що сприяє підвищенню коловому напрямку відносно одна одної на 120°, точності виконання осьових розмірів. то ви хрові стр уми і 1 і і2, створені магнітними потоПо-третє, забезпечується можливість зменками котушок в упорі і деталі, взаємодіючи відпошення габаритів і маси постійних магнітів, що знивідно з магнітними потоками ф1 і ф2, створеними жує величини інерційних моментів, діючих на упор, даними котушками, забезпечують притягнення який обертається. деталі до упору тяговим зусиллям Fт (по аналогії з По-четверте, є можливість збільшення оберлінійним асинхронним двигуном), тобто механіч 5 71021 6 ний контакт деталі з виступами на упорі (фіг.6). фазні вихрові струми, які взаємодіють з магнітниВиникаюча в процесі розточування деталі ми полями осердь. осьова складова сили різання, яка назмагається В результаті створюються сили додаткового змістити деталь з упором в осьовому напрямку, обертання упору, сили його додаткового центрукомпенсується зусиллям відштовхування донної вання і сили відштовхування, які компенсують дію частини упору від полюсних наконечників зубців 14 осьової складової сили різання. кільцевих осердь. Це зусилля створюється настуКонтролюючи величину зазору D і змінюючи в пним чином. функції цього зазору величину струму, який подаПри підключенні обмоток котушок 15 до триється на обмотки котушок 15, можна забезпечити фазної напруги, в кільцевих осердях 13 і несучій стабільне осьове положення упору з деталлю при планшайбі 2 збуджуються магнітні поля (фіг.5), які зміні режимів різання, які визначають величину переміщуються по колу (обертаються) і по радіуосьової складової сили різання. сах в протилежні боки. Під дією цих полів в одній частині 16 упору наводяться ЕДС і проходять три Комп’ютерна в ерстка О. Гапоненко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for levitation treatment by turning of thin-walled parts
Автори англійськоюPashkov Yevhen Valentynovych, Bokhonskyi Oleksandr Ivanovych
Назва патенту російськоюУстройство для левитационной обработки точением тонкостенных деталей
Автори російськоюПашков Евгений Валентинович, Бохонский Александр Иванович
МПК / Мітки
МПК: B23Q 3/15, H02K 7/00, B23B 1/00
Мітки: обробки, левітаційної, тонкостінних, деталей, точінням, пристрій
Код посилання
<a href="https://ua.patents.su/3-71021-pristrijj-dlya-levitacijjno-obrobki-tochinnyam-tonkostinnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для левітаційної обробки точінням тонкостінних деталей</a>
Пристрій для левітаційного точіння тонкостінних циліндричних деталей
Номер патенту: 71019
Опубліковано: 15.11.2004
Автори: Вожжов Андрій Анатолійович, Потеряхін Валерій Борисович, Пашков Євген Валентинович
МПК: B23B 1/00, B23Q 3/15, F16C 32/04
Мітки: циліндричних, деталей, пристрій, тонкостінних, левітаційного, точіння
Формула / Реферат:
Пристрій для левітаційного точіння тонкостінних циліндричних деталей, який містить планшайбу, зовнішній статор з осердями і багатофазними обмотками, полюсні наконечники якого створюють радіальну газову опору, а також осьовий левітуючий газомагнітний упор, який відрізняється тим, що зовнішній, встановлений на планшайбі, статор виконано з двома рядками розташованих по колу осердь, охоплених фазними обмотками з послідовною коловою перестановкою...
Пристрій для токарної обробки тонкостінних циліндричних деталей
Номер патенту: 61992
Опубліковано: 15.12.2003
Автори: Кравчук Владислав Віталійович, Вожжов Андрій Анатолійович, Пашков Євген Валентинович, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: тонкостінних, токарної, пристрій, обробки, деталей, циліндричних
Формула / Реферат:
Пристрій для токарної обробки тонкостінних циліндричних деталей, що містить корпус у вигляді чаші, статор з багатофазними обмотками, радіальну та осьові аеростатичні опори, який відрізняється тим, що внутрішня поверхня корпусу утворює замкнену радіальну аеростатичну опору, статором є його донна частина, в якій розміщено концентрично кільцеві осердя з полюсними наконечниками у вигляді співвісних зубців, розташованих радіально відносно осі...
Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Шмидт Людміла Анатоліївна, Пашков Євген Валентинович, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: деталей, типу, нежорстких, обробки, валів, спосіб, точінням
Формула / Реферат:
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності...
Спосіб обробки циліндричних оболонок точінням
Номер патенту: 46094
Опубліковано: 15.05.2002
Автори: Вожжов Андрій Анатолійович, Голубев Олексій Вячеславович, Пашков Євген Валентинович
МПК: B23B 35/00, B23B 1/00
Мітки: обробки, оболонок, циліндричних, точінням, спосіб
Формула / Реферат:
Спосіб обробки циліндричних оболонок точінням, який включає базування оболонки за допомогою аеростатичної циліндричної опори, обертання і підтиск у осьовому напрямку до упору шляхом дії на неї біжучими магнітними полями, а також переміщення оболонки уздовж оброблюваної поверхні різального інструменту, який відрізняється тим, що оболонку піддають дії двох синфазних, але різних за величиною і рознесених у осьовому напрямку магнітних полів, які...
Віброупор для точіння тонкостінних циліндричних деталей
Номер патенту: 53657
Опубліковано: 17.02.2003
Автори: Бохонський Олександр Іванович, Голубєв Олексій Вадимович, Пашков Євген Валентинович
МПК: B23B 21/00, B23B 1/00, B23B 29/00
Мітки: деталей, точіння, тонкостінних, циліндричних, віброупор
Формула / Реферат:
Віброупор для точіння тонкостінних циліндричних деталей, що містить порожню штангу , на кінці якої з можливістю обертання встановлений ролик, який відрізняється тим, що ролик виконаний у вигляді багатошарового кільцевого п’єзоелектричного перетворювача, який встановлений з можливістю випромінювання у бік зовнішньої кільцевої накладки, яка контактує з деталлю, що обробляється, і закріплений на порожньому валу, який встановлений з можливістю...
Попередній патент: Контейнер для аварійного реєстратора
Наступний патент: Спосіб та пристрій пошуку пілот-сигналу у системі безпровідного зв’язку
Випадковий патент: Сталебетонний елемент