Спосіб контролю зовнішнього вигляду поверхні виробів з лицювального каменю
Номер патенту: 71412
Опубліковано: 15.11.2004
Автори: Подчашинський Юрій Олександрович, Купкін Євген Савелійович
Формула / Реферат
Спосіб контролю зовнішнього вигляду поверхні виробів з лицювального каменю, що включає порівняння естетичних показників якості поверхні контрольованого виробу з відповідними показниками еталона, який відрізняється тим, що попередньо вводять в пам'ять електронної обчислювальної машини (ЕОМ) кількісні значення естетичних показників якості поверхні еталона, після цього формують відеозображення поверхні контрольованого виробу і перетворюють його в цифрову форму, далі отримане відеозображення вводять в пам'ять ЕОМ, потім розраховують кількісні значення естетичних показників якості поверхні контрольованого виробу і порівнюють отримані результати розрахунку з кількісними значеннями відповідних показників якості еталона, які попередньо введені в пам'ять ЕОМ, після чого роблять висновок про придатність контрольованого виробу до використання: якщо розбіжність естетичних показників якості контрольованого виробу і еталона є задовільною для заданої точності контролю, то контрольований виріб вважають придатним до використання; якщо розбіжність естетичних показників якості контрольованого виробу і еталона є незадовільною для заданої точності контролю, то контрольований виріб вважають непридатним до використання.
Текст
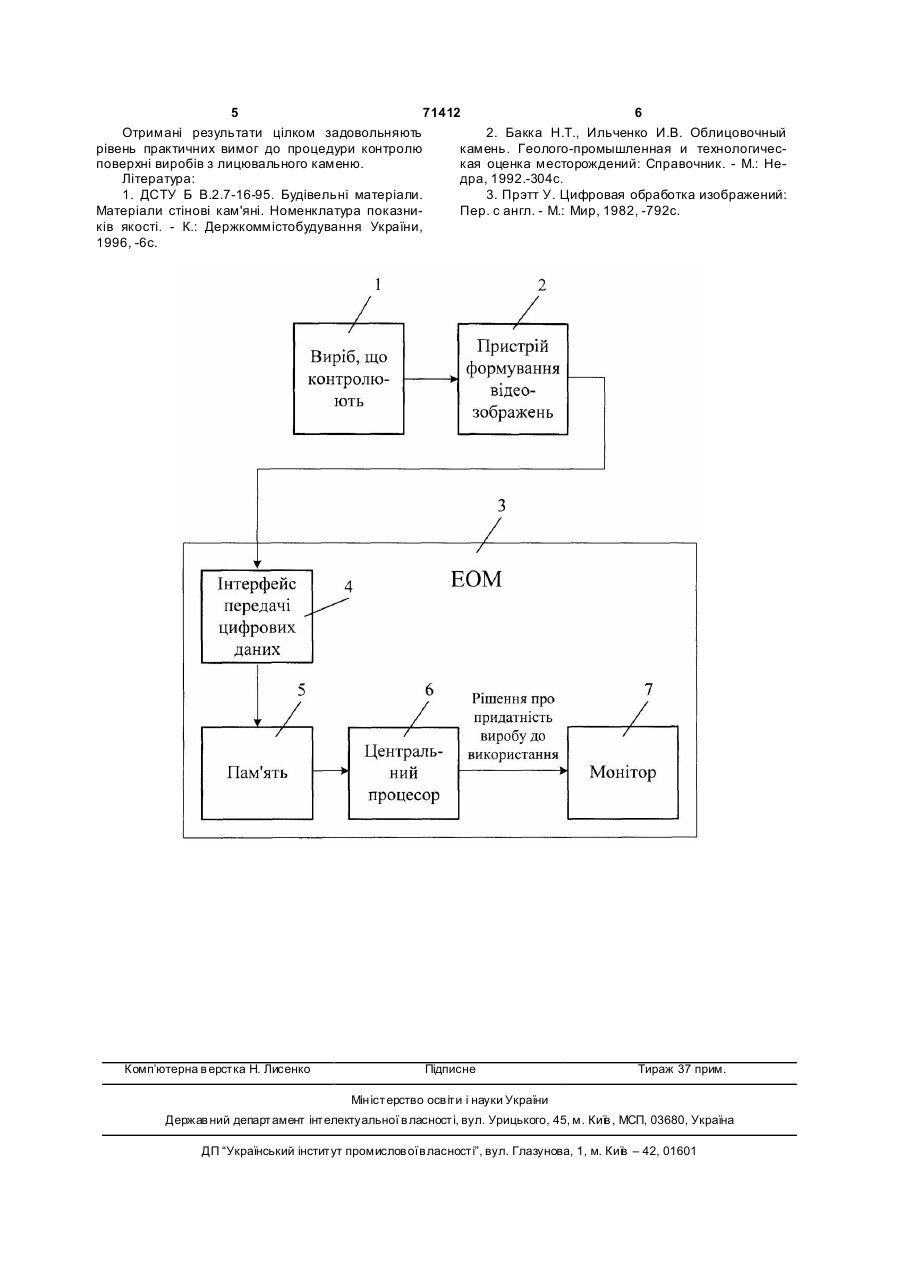
Спосіб контролю зовнішнього вигляду поверхні виробів з лицювального каменю, що включає порівняння естетичних показників якості поверхні контрольованого виробу з відповідними показниками еталона, який відрізняється тим, що попередньо вводять в пам'ять електронної обчислювальної машини (ЕОМ) кількісні значення естетичних показників якості поверхні еталона, після цього формують відеозображення поверхні контрольованого виробу і перетворюють його в цифрову 3 71412 4 В основу винаходу поставлена задача удоскоДо складу пристрою входять: виріб 1, що контналення способу контролю зовнішнього вигляду ролюють, пристрій 2 формування відеозображень поверхні виробів з лицювального каменю. Постав(наприклад, цифрова відеокамера або цифровий лена задача вирішується шляхом переходу від фотоапарат), ЕОМ 3, до складу якої входять інвізуального контролю і органолептичного аналізу терфейс 4 передачі цифрових даних, пам'ять 5, зовнішнього вигляду поверхні до автоматизованоцентральний процесор 6 та монітор 7. го контролю на основі застосування інформаційноОскільки контроль виробів планується здійскомп'ютерних те хнологій обробки цифрових відеонювати в процесі їх масового виготовлення на зображень поверхні лицювального каменю, щоб конвеєрі, то швидкодія пристрою 2 формування забезпечити підвищення точності і продуктивності відеозображень, пропускна здатність інтерфейсу 4 даного способу контролю. передачі цифрових даних і швидкодія центральноТочність контролю поверхні виробів з лицюваго процесору 6 ЕОМ 3 повинні бути такими, щоб льного каменю забезпечується за рахунок перехозабезпечити контроль в реальному масштабі часу. ду від віз уального контролю на основі органолепВиріб 1, що контролюють, розміщували в полі тичного аналізу до обчислення кількісних значень зору оптичної системи пристрою 2 формування естетичних показників якості поверхні виробу, що відеозображень. Відстань від виробу 1, що контконтролюють, і порівняння цих значень з кількісролюють, до пристрою 2 формування відеозобраними значеннями відповідних показників якості жень заздалегідь підбирали такою, щоб якість і еталону. Продуктивність контролю підвищується ступінь деталізації відеозображення виробу 1, що за рахунок автоматизації процедури контролю на контролюють, була достатньою для визначення основі застосування швидкодіючої електронної естетичних показників якості. обчислювальної машини (ЕОМ) для обробки відВ якості пристрою 2 формування відеозобраеозображень поверхні виробів з лицювального жень використовували цифровий фотоапарат каменю. Nikon Cool Pix 880. В результаті було сформовано В заявленому способі контроль зовнішнього цифрове відеозображення поверхні виробу 1, що вигляду поверхні лицювального каменю виконуконтролюють. Характеристики цього відеозобрається в такій послідовності: ження були такими: розмір 2048´1536 дискретних 1. Попередньо вводять в пам'ять ЕОМ кількісні точок, глибина кольору 24 біти на дискретну точку. значення естетичних показників якості поверхні Далі це відеозображення по інтерфейсу 4 пееталону. Значення цих показників беруть у довідредачі цифрових було введено в пам'ять 5 ЕОМ 3 никах з виробів із лицювального каменю або розPentium 4-1,7ГГц і за допомогою центрального раховують за допомогою даного способу, викориспроцесора 6 було виконано обчислення естетичтовуючи замість відеозображення поверхні них показників якості поверхні лицювального кавиробу, що контролюють, відеозображення поверменю. Розрахунок кількісних значень показників хні еталону. якості виконували в такій послідовності: обчислю2. Формують відеозображення поверхні вировали кольоровий тон та насиченість кольору повебу, що контролюють, і перетворюють його в цифрхні виробу загалом; виконували сегментацію відрову форму. Ці дії виконують за допомогою приеозображення по заданим кольорам з метою його строю формування відеозображень (наприклад, за розподілу на структурні елементи текстури і фон; допомогою цифрової відеокамери або цифрового обчислювали геометричні характеристики всіх фотоапарату). виявлених структурних елементів текстури і вико3. Отримане в п.2 відеозображення вводять в нували статистичн у обробку отриманих значень пам'ять ЕОМ (наприклад, за допомогою одного з цих характеристик; виконували пошук дефектів інтерфейсів передачі цифрових даних). поверхні (тріщини, пузирі, плішини тощо) і визна4. Розраховують кількісні значення естетичних чали кількість цих дефектів та їх геометричні харапоказників якості поверхні виробу, що контролюктеристики. Потім виконували порівняння обчисють. лених показників якості з відповідними 5. Порівнюють отримані в п.4 результати розпоказниками еталону, попередньо введеними в рахунку з кількісними значеннями відповідних попам'ять 5 ЕОМ 3. Результати розрахунку кількісних казників якості еталону, які попередньо введені в значень естетичних показників якості поверхні випам'ять ЕОМ. робу 1, що контролюють, і рішення про придат6. Роблять висновок про придатність виробу, ність цього виробу до використання відображали що контролюють, до використання: якщо розбіжна моніторі 7. ність естетичних показників якості виробу, що конПохибка визначення геометричних характеритролюють, і еталону є задовільною для майбутньої стик структурних елементів текстури складала області використання виробу і заданої точності 0,14мм для поверхні розміром 195´125мм. Така контролю, то виріб вважають придатним до викоточність вимірювань є достатньою для визначення ристання; якщо розбіжність естетичних показників геометричних характеристик структурних елеменякості виробу, що контролюють, і еталону є незатів текстури і дефектів поверхні виробів з лицювадовільною для майбутньої області використання льного каменю, оскільки мінімальний розмір цих виробу і заданої точності контролю, то виріб вваелементів і дефектів зазвичай перебільшує декіжають непридатним до використання. лька міліметрів [2, с.154, 160]. Спосіб, що описується, пояснюється кресленВ результаті була доведена можливість пракням, де зображено пристрій, що реалізує запропотичної реалізації запропонованого способу контнований спосіб контролю зовнішнього вигляду поролю зовнішнього вигляду поверхні виробів з ливерхні виробів з лицювального каменю. цювального каменю. 5 71412 6 Отримані результати цілком задовольняють 2. Бакка Н.Т., Ильченко И.В. Облицовочный рівень практичних вимог до процедури контролю камень. Геолого-промышленная и технологичесповерхні виробів з лицювального каменю. кая оценка месторождений: Справочник. - М.: НеЛітература: дра, 1992.-304с. 1. ДСТУ Б В.2.7-16-95. Будівельні матеріали. 3. Прэтт У. Цифровая обработка изображений: Матеріали стінові кам'яні. Номенклатура показниПер. с англ. - М.: Мир, 1982, -792с. ків якості. - К.: Держкоммістобудування України, 1996, -6с. Комп’ютерна в ерстка Н. Лисенко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for inspecting the appearance of an article made of facing stone
Автори англійськоюPodchashynskyi Yurii Oleksandrovych
Назва патенту російськоюСпособ контроля внешнего вида изделия из облицовочного камня
Автори російськоюПодчашинский Юрий Александрович
МПК / Мітки
МПК: G01B 7/00
Мітки: поверхні, зовнішнього, каменю, вигляду, спосіб, виробів, лицювального, контролю
Код посилання
<a href="https://ua.patents.su/3-71412-sposib-kontrolyu-zovnishnogo-viglyadu-poverkhni-virobiv-z-licyuvalnogo-kamenyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю зовнішнього вигляду поверхні виробів з лицювального каменю</a>
Спосіб контролю якості плоских виробів з отворами
Номер патенту: 69000
Опубліковано: 16.08.2004
Автори: Криворучко Дмитро Володимирович, Коротун Микола Миколайович
МПК: G01B 11/24, G01B 11/00
Мітки: спосіб, якості, контролю, виробів, плоских, отворами
Формула / Реферат:
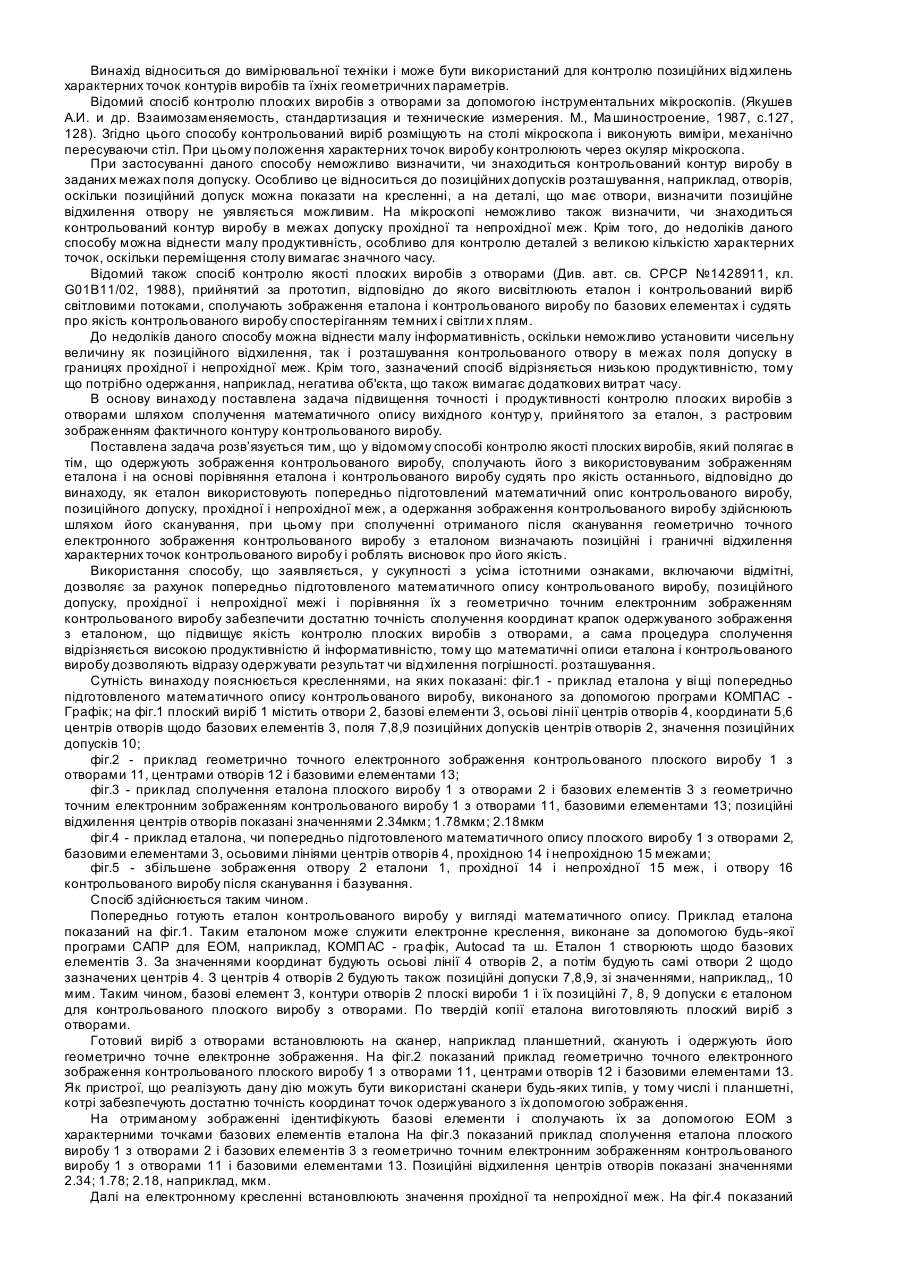
Спосіб контролю якості плоских виробів з отворами, який полягає в тому, що одержують зображення контрольованого виробу, сполучають його з використовуваним зображенням еталона і на основі порівняння еталона і контрольованого виробу судять про якість останнього, який відрізняється тим, що як еталон використовують попередньо підготовлений математичний опис контрольованого виробу, позиційного допуску, прохідної і непрохідної меж, а одержання...
Спосіб контролю гарантованої якості виробів радіоелектронної техніки
Номер патенту: 29358
Опубліковано: 16.10.2000
Автори: Лучко Ігор Миколайович, Жердєв Микола Костянтинович
МПК: G01R 35/00
Мітки: спосіб, якості, радіоелектронної, виробів, техніки, гарантованої, контролю
Формула / Реферат:
Спосіб контролю гарантованої якості виробів радіоелектронної техніки, що включає вимірювання параметрів вузлів та блоків і порівняння вимірених параметрів з допустимими, який відрізняється тим, що з числа N елементів виробу випадковим образом формують вибірку в обсязі з n елементів , причому n << Ν, вимірюють значення параметрів у визначені проміжки часу та отримують апріорну інформацію для поділу елементів на класи, після чого...
Спосіб вібраційного контролю виробів
Номер патенту: 57430
Опубліковано: 16.06.2003
Автори: Катаржнов Станіслав Іванович, Карінцев Іван Борисович, Пузько Ігор Данилович
МПК: G01N 29/04
Мітки: спосіб, виробів, вібраційного, контролю
Формула / Реферат:
Спосіб вібраційного контролю виробів, по якому на контрольований виріб, який закріплюють з двох сторін, діють силовим гармонійним збудженням з частотою, яка дорівнює другій власній частоті пружних коливань контрольованого виробу по всій його довжині, причому пружні коливання збуджують за допомогою однієї гармонійної силової дії, що прикладається в точці знаходження вузла пружних коливань виробу по другій власній формі, і по виникненню пружних...
Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Номер патенту: 58623
Опубліковано: 15.08.2003
Автори: Кайма Ананій Васільєвіч, Шендеровіч Яков Єфімовіч
Мітки: каменю, виробів, універсальна, потокова, лінія, штучного, виробництва, природного
Формула / Реферат:
1. Універсальна автоматизована потокова лінія для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для...
Спосіб вібраційного контролю виробів
Номер патенту: 60646
Опубліковано: 15.10.2003
Автори: Катаржнов Станіслав Іванович, Пузько Ігор Данилович, Карінцев Іван Борисович
МПК: G01N 29/04
Мітки: вібраційного, контролю, спосіб, виробів
Формула / Реферат:
Спосіб вібраційного контролю виробів, по якому на контрольований виріб, який закріплюють з двох сторін, діють силовим гармонійним збудженням з частотою, яка дорівнює другій власній частоті гнучких коливань контрольованого виробу по всій його довжині, причому гнучкі коливання збуджують за допомогою однієї гармонійної силової дії, що прикладається в точці знаходження вузла гнучких коливань виробу по другій власній формі, і по виникненню...
Попередній патент: Муфта комбінована зубчата з запобіжним фрикціоном
Наступний патент: Спосіб виробництва заварного напівфабрикату
Випадковий патент: Пристрій для формування трубчастих конструкцій з бетонних сумішей