Спосіб контролю якості плоских виробів з отворами
Номер патенту: 69000
Опубліковано: 16.08.2004
Автори: Коротун Микола Миколайович, Криворучко Дмитро Володимирович
Формула / Реферат
Спосіб контролю якості плоских виробів з отворами, який полягає в тому, що одержують зображення контрольованого виробу, сполучають його з використовуваним зображенням еталона і на основі порівняння еталона і контрольованого виробу судять про якість останнього, який відрізняється тим, що як еталон використовують попередньо підготовлений математичний опис контрольованого виробу, позиційного допуску, прохідної і непрохідної меж, а одержання зображення контрольованого виробу здійснюють шляхом його сканування, при цьому при сполученні отриманого після сканування геометрично точного електронного зображення контрольованого виробу з еталоном визначають позиційні і граничні відхилення характерних точок контрольованого виробу, і роблять висновок про його якість.
Текст
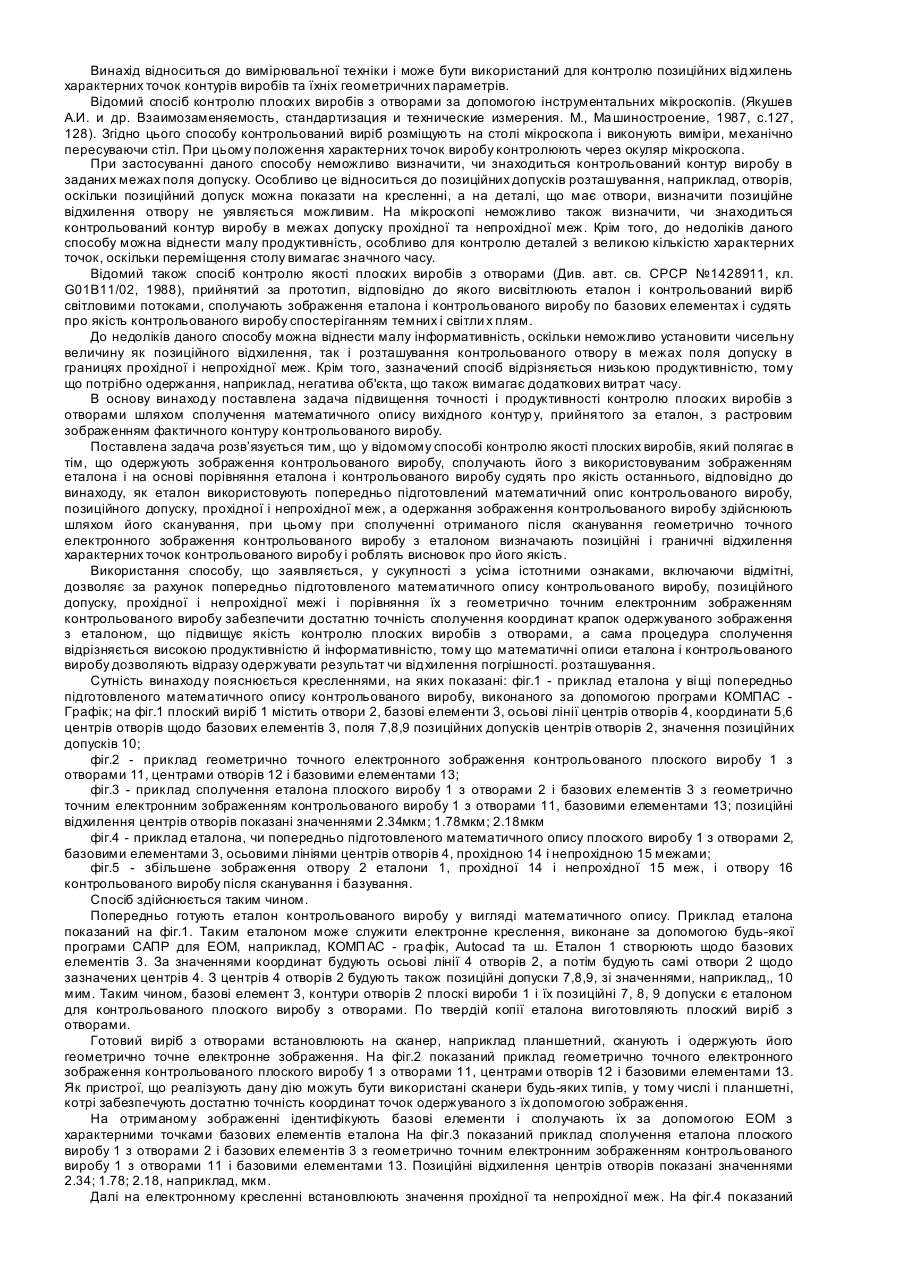
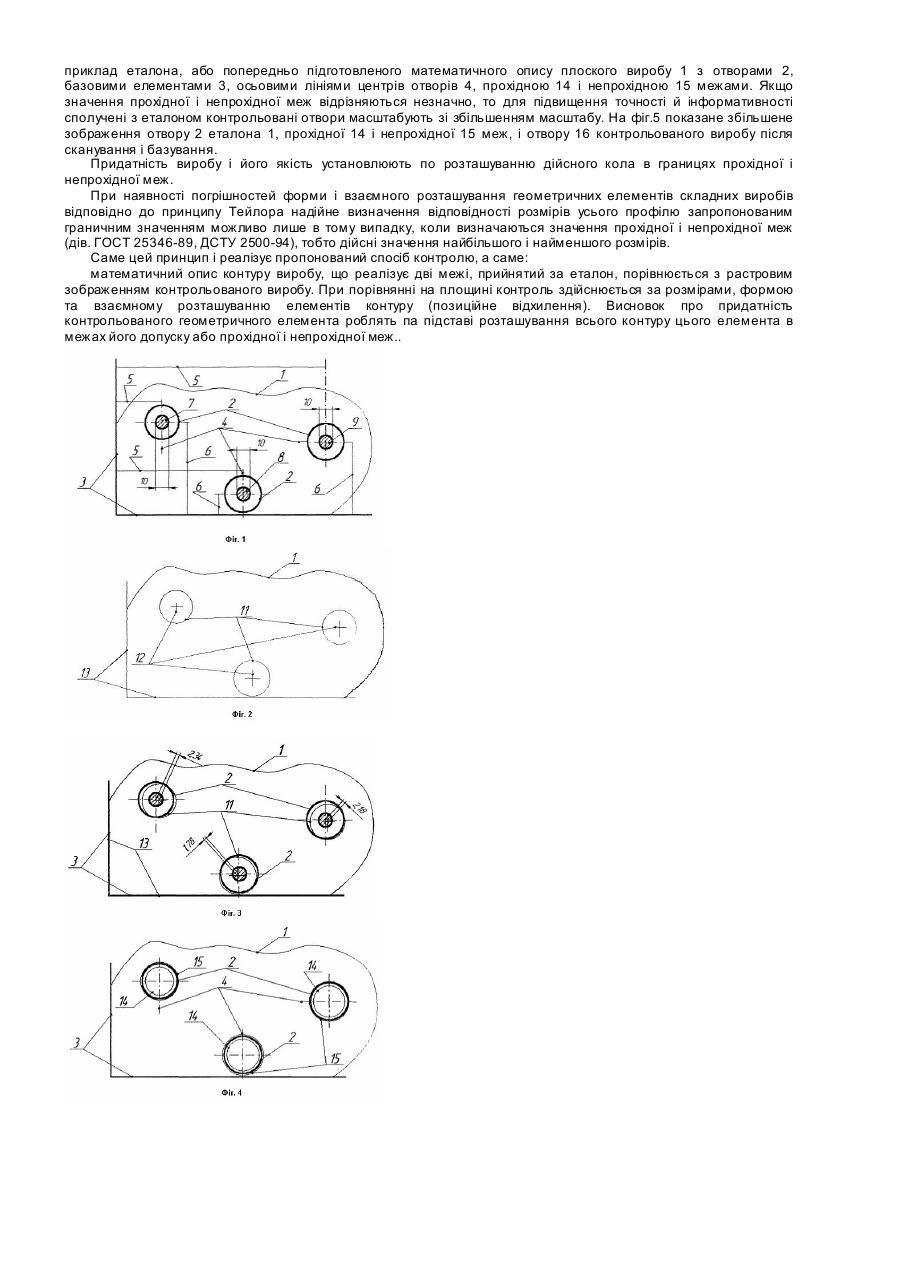
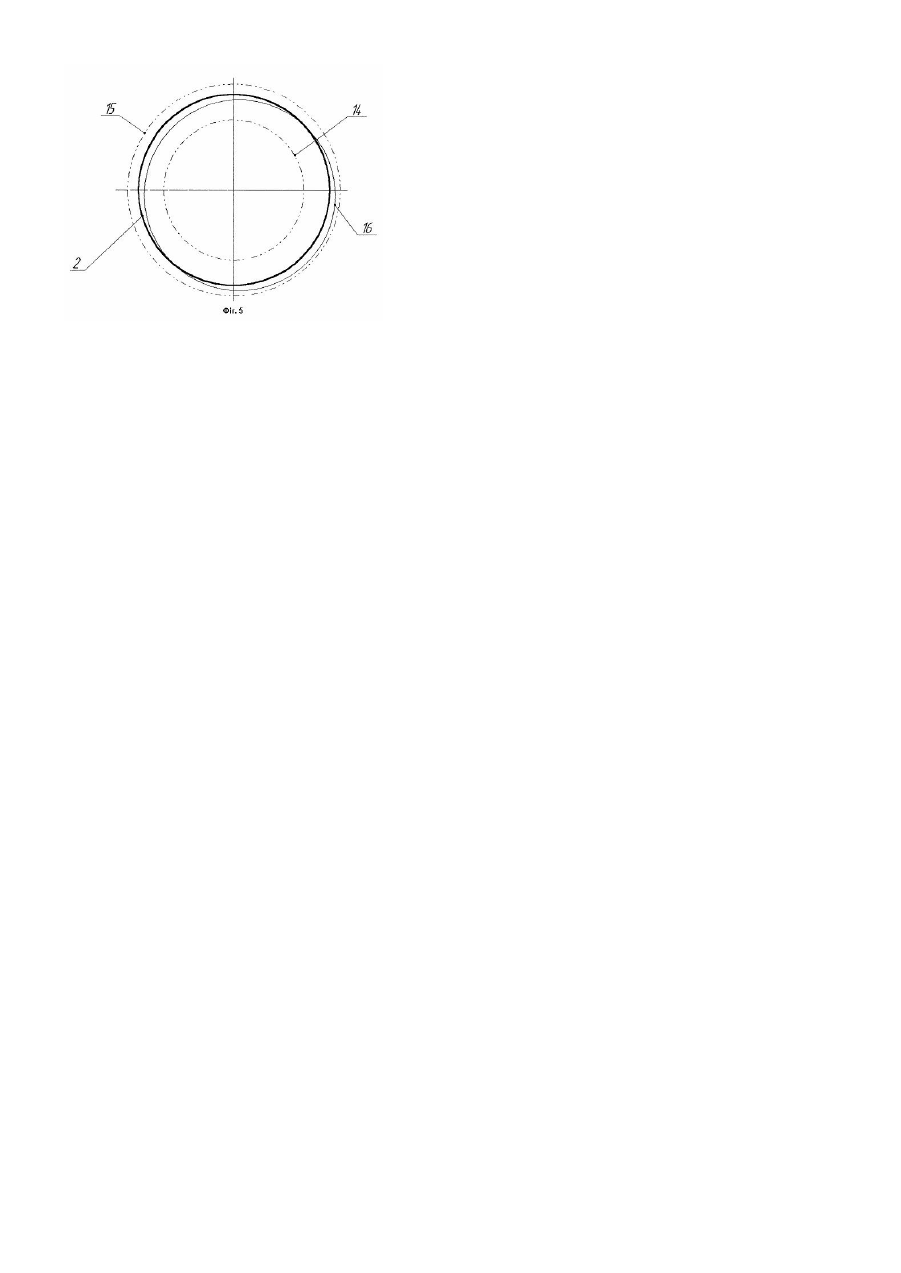
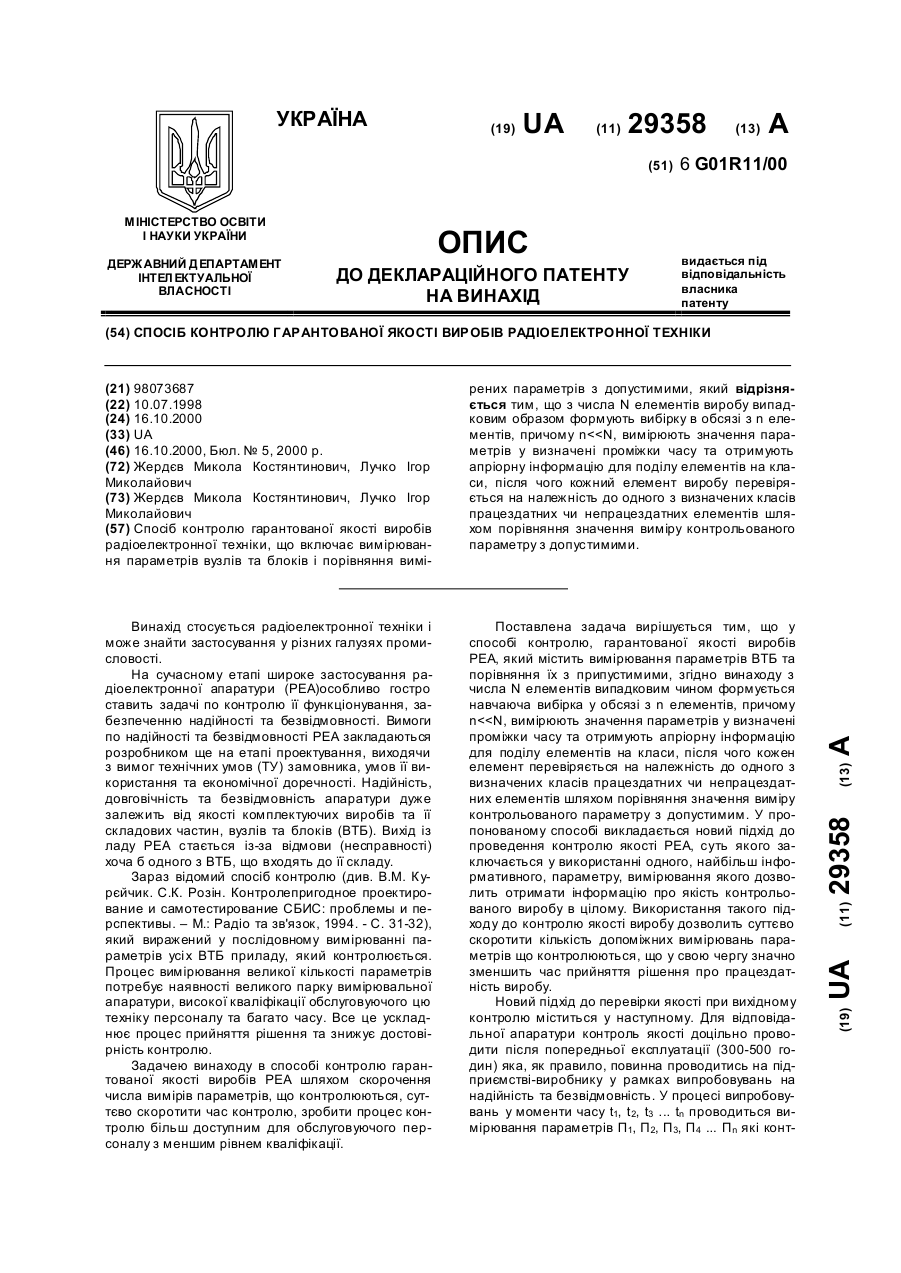
Винахід відноситься до вимірювальної техніки і може бути використаний для контролю позиційних відхилень характерних точок контурів виробів та їхніх геометричних параметрів. Відомий спосіб контролю плоских виробів з отворами за допомогою інструментальних мікроскопів. (Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения. М., Ма шиностроение, 1987, с.127, 128). Згідно цього способу контрольований виріб розміщують на столі мікроскопа і виконують виміри, механічно пересуваючи стіл. При цьому положення характерних точок виробу контролюють через окуляр мікроскопа. При застосуванні даного способу неможливо визначити, чи знаходиться контрольований контур виробу в заданих межах поля допуску. Особливо це відноситься до позиційних допусків розташування, наприклад, отворів, оскільки позиційний допуск можна показати на кресленні, а на деталі, що має отвори, визначити позиційне відхилення отвору не уявляється можливим. На мікроскопі неможливо також визначити, чи знаходиться контрольований контур виробу в межах допуску прохідної та непрохідної меж. Крім того, до недоліків даного способу можна віднести малу продуктивність, особливо для контролю деталей з великою кількістю характерних точок, оскільки переміщення столу вимагає значного часу. Відомий також спосіб контролю якості плоских виробів з отворами (Див. авт. св. СРСР №1428911, кл. G01B11/02, 1988), прийнятий за прототип, відповідно до якого висвітлюють еталон і контрольований виріб світловими потоками, сполучають зображення еталона і контрольованого виробу по базових елементах і судять про якість контрольованого виробу спостеріганням темних і світли х плям. До недоліків даного способу можна віднести малу інформативність, оскільки неможливо установити чисельну величину як позиційного відхилення, так і розташування контрольованого отвору в межах поля допуску в границях прохідної і непрохідної меж. Крім того, зазначений спосіб відрізняється низькою продуктивністю, тому що потрібно одержання, наприклад, негатива об'єкта, що також вимагає додаткових витрат часу. В основу винаходу поставлена задача підвищення точності і продуктивності контролю плоских виробів з отворами шляхом сполучення математичного опису вихідного контур у, прийнятого за еталон, з растровим зображенням фактичного контуру контрольованого виробу. Поставлена задача розв’язується тим, що у відомому способі контролю якості плоских виробів, який полягає в тім, що одержують зображення контрольованого виробу, сполучають його з використовуваним зображенням еталона і на основі порівняння еталона і контрольованого виробу судять про якість останнього, відповідно до винаходу, як еталон використовують попередньо підготовлений математичний опис контрольованого виробу, позиційного допуску, прохідної і непрохідної меж, а одержання зображення контрольованого виробу здійснюють шляхом його сканування, при цьому при сполученні отриманого після сканування геометрично точного електронного зображення контрольованого виробу з еталоном визначають позиційні і граничні відхилення характерних точок контрольованого виробу і роблять висновок про його якість. Використання способу, що заявляється, у сукупності з усіма істотними ознаками, включаючи відмітні, дозволяє за рахунок попередньо підготовленого математичного опису контрольованого виробу, позиційного допуску, прохідної і непрохідної межі і порівняння їх з геометрично точним електронним зображенням контрольованого виробу забезпечити достатню точність сполучення координат крапок одержуваного зображення з еталоном, що підвищує якість контролю плоских виробів з отворами, а сама процедура сполучення відрізняється високою продуктивністю й інформативністю, тому що математичні описи еталона і контрольованого виробу дозволяють відразу одержувати результат чи відхилення погрішності. розташування. Сутність винаходу пояснюється кресленнями, на яких показані: фіг.1 - приклад еталона у ві щі попередньо підготовленого математичного опису контрольованого виробу, виконаного за допомогою програми КОМПАС Графік; на фіг.1 плоский виріб 1 містить отвори 2, базові елементи 3, осьові лінії центрів отворів 4, координати 5,6 центрів отворів щодо базових елементів 3, поля 7,8,9 позиційних допусків центрів отворів 2, значення позиційних допусків 10; фіг.2 - приклад геометрично точного електронного зображення контрольованого плоского виробу 1 з отворами 11, центрами отворів 12 і базовими елементами 13; фіг.3 - приклад сполучення еталона плоского виробу 1 з отворами 2 і базових елементів 3 з геометрично точним електронним зображенням контрольованого виробу 1 з отворами 11, базовими елементами 13; позиційні відхилення центрів отворів показані значеннями 2.34мкм; 1.78мкм; 2.18мкм фіг.4 - приклад еталона, чи попередньо підготовленого математичного опису плоского виробу 1 з отворами 2, базовими елементами 3, осьовими лініями центрів отворів 4, прохідною 14 і непрохідною 15 межами; фіг.5 - збільшене зображення отвору 2 еталони 1, прохідної 14 і непрохідної 15 меж, і отвору 16 контрольованого виробу після сканування і базування. Спосіб здійснюється таким чином. Попередньо готують еталон контрольованого виробу у вигляді математичного опису. Приклад еталона показаний на фіг.1. Таким еталоном може служити електронне креслення, виконане за допомогою будь-якої програми САПР для ЕОМ, наприклад, КОМП АС - гра фік, Autocad та ш. Еталон 1 створюють щодо базових елементів 3. За значеннями координат будують осьові лінії 4 отворів 2, а потім будують самі отвори 2 щодо зазначених центрів 4. З центрів 4 отворів 2 будують також позиційні допуски 7,8,9, зі значеннями, наприклад,, 10 мим. Таким чином, базові елемент 3, контури отворів 2 плоскі вироби 1 і їх позиційні 7, 8, 9 допуски є еталоном для контрольованого плоского виробу з отворами. По твердій копії еталона виготовляють плоский виріб з отворами. Готовий виріб з отворами встановлюють на сканер, наприклад планшетний, сканують і одержують його геометрично точне електронне зображення. На фіг.2 показаний приклад геометрично точного електронного зображення контрольованого плоского виробу 1 з отворами 11, центрами отворів 12 і базовими елементами 13. Як пристрої, що реалізують дану дію можуть бути використані сканери будь-яких типів, у тому числі і планшетні, котрі забезпечують достатню точність координат точок одержуваного з їх допомогою зображення. На отриманому зображенні ідентифікують базові елементи і сполучають їх за допомогою ЕОМ з характерними точками базових елементів еталона На фіг.3 показаний приклад сполучення еталона плоского виробу 1 з отворами 2 і базових елементів 3 з геометрично точним електронним зображенням контрольованого виробу 1 з отворами 11 і базовими елементами 13. Позиційні відхилення центрів отворів показані значеннями 2.34; 1.78; 2.18, наприклад, мкм. Далі на електронному кресленні встановлюють значення прохідної та непрохідної меж. На фіг.4 показаний приклад еталона, або попередньо підготовленого математичного опису плоского виробу 1 з отворами 2, базовими елементами 3, осьовими лініями центрів отворів 4, прохідною 14 і непрохідною 15 межами. Якщо значення прохідної і непрохідної меж відрізняються незначно, то для підвищення точності й інформативності сполучені з еталоном контрольовані отвори масштабують зі збільшенням масштабу. На фіг.5 показане збільшене зображення отвору 2 еталона 1, прохідної 14 і непрохідної 15 меж, і отвору 16 контрольованого виробу після сканування і базування. Придатність виробу і його якість установлюють по розташуванню дійсного кола в границях прохідної і непрохідної меж. При наявності погрішностей форми і взаємного розташування геометричних елементів складних виробів відповідно до принципу Тейлора надійне визначення відповідності розмірів усього профілю запропонованим граничним значенням можливо лише в тому випадку, коли визначаються значення прохідної і непрохідної меж (дів. ГОСТ 25346-89, ДСТУ 2500-94), тобто дійсні значення найбільшого і найменшого розмірів. Саме цей принцип і реалізує пропонований спосіб контролю, а саме: математичний опис контуру виробу, що реалізує дві межі, прийнятий за еталон, порівнюється з растровим зображенням контрольованого виробу. При порівнянні на площині контроль здійснюється за розмірами, формою та взаємному розташуванню елементів контуру (позиційне відхилення). Висновок про придатність контрольованого геометричного елемента роблять па підставі розташування всього контуру цього елемента в межах його допуску або прохідної і непрохідної меж..
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for testing quality of planar workpieces with holes
Автори англійськоюKorotun Mykola Mykolaiovych
Назва патенту російськоюСпособ контроля качества плоских изделий с отверстиями
Автори російськоюКоротун Николай Николаевич
МПК / Мітки
МПК: G01B 11/24, G01B 11/00
Мітки: спосіб, отворами, виробів, якості, контролю, плоских
Код посилання
<a href="https://ua.patents.su/3-69000-sposib-kontrolyu-yakosti-ploskikh-virobiv-z-otvorami.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості плоских виробів з отворами</a>
Спосіб контролю гарантованої якості виробів радіоелектронної техніки
Номер патенту: 29358
Опубліковано: 16.10.2000
Автори: Лучко Ігор Миколайович, Жердєв Микола Костянтинович
МПК: G01R 35/00
Мітки: гарантованої, якості, радіоелектронної, виробів, контролю, спосіб, техніки
Формула / Реферат:
Спосіб контролю гарантованої якості виробів радіоелектронної техніки, що включає вимірювання параметрів вузлів та блоків і порівняння вимірених параметрів з допустимими, який відрізняється тим, що з числа N елементів виробу випадковим образом формують вибірку в обсязі з n елементів , причому n << Ν, вимірюють значення параметрів у визначені проміжки часу та отримують апріорну інформацію для поділу елементів на класи, після чого...
Вихрострумовий перетворювач для контролю виробів з отворами
Номер патенту: 18383
Опубліковано: 25.12.1997
Автори: Міневіч Олександр Шаєвич, Швець Володимир Миколайович
МПК: G01N 27/90
Мітки: виробів, отворами, вихрострумовий, перетворювач, контролю
Формула / Реферат:
Вихретоковый преобразователь для контроля изделий с отверстиями, содержащий Ш-образный ферромагнитный магнитопровод, длина среднего стержня которого больше длины крайних стержней, размещенную на среднем стержне возбуждающую обмотку и две измерительные обмотки, размещенные на крайних стержнях, отличающийся тем, что он снабжен дополнительной измерительной обмоткой, размещенной на среднем стержне, основные измерительные обмотки соединены...
Штамп для гарячого штампування плоских деталей з отворами
Номер патенту: 65942
Опубліковано: 15.04.2004
Автори: Каштанов Олександр Миколайович, Невідомський Володимир Олександрович, Кирилов Генріх Леонідович
МПК: B21D 22/02
Мітки: деталей, плоских, отворами, гарячого, штамп, штампування
Формула / Реферат:
1. Штамп для гарячого штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, який відрізняється тим, що пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через осі пуансонів для пробивання отворів, встановлених в різних частинах...
Спосіб вібраційного контролю виробів
Номер патенту: 57430
Опубліковано: 16.06.2003
Автори: Пузько Ігор Данилович, Катаржнов Станіслав Іванович, Карінцев Іван Борисович
МПК: G01N 29/04
Мітки: спосіб, контролю, вібраційного, виробів
Формула / Реферат:
Спосіб вібраційного контролю виробів, по якому на контрольований виріб, який закріплюють з двох сторін, діють силовим гармонійним збудженням з частотою, яка дорівнює другій власній частоті пружних коливань контрольованого виробу по всій його довжині, причому пружні коливання збуджують за допомогою однієї гармонійної силової дії, що прикладається в точці знаходження вузла пружних коливань виробу по другій власній формі, і по виникненню пружних...
Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Номер патенту: 16195
Опубліковано: 29.08.1997
Автори: Мігаль Іван Григорович, Карпаш Олег Михайлович, Бажалук Ярополк Мирославович, Чеховська Лідія Андріївна, Подрушняк Людмила Федорівна, Турко Федір Іванович, Даниляк Ярослав Богданович
МПК: G01N 29/04
Мітки: виробів, трубних, спосіб, натягом, збирання, якості, ультразвукового, контролю
Формула / Реферат:
Способ ультразвукового контроля качества сборки трубных изделий с натягом, заключающийся в том, что ультразвуковые колебания излучают под углом к внешней поверхности трубного изделия в плоскости поперечного сечения к его продольной оси, принимают эхо-сигналы, отраженные от внутренних поверхностей охватывающей и охватываемой труб, и по соотношению их амплитуд судят о качестве сборки, отличающийся тем, что, с целью повышения точности и...
Попередній патент: Спосіб корекції фізіологічних процесів в організмі бджіл при підготовці до зимівлі
Наступний патент: Живильне середовище для бактерій vibrio fischeri та photobacterium phosphoreum
Випадковий патент: Спосіб виявлення та дослідження ділянок змінення напруженого стану грунтових дамб (гребель)