Автоматичний пристрій для змащення прес-форм при литті під тиском
Номер патенту: 71781
Опубліковано: 15.12.2004
Автори: Падєрін Володимир Миколайович, Галух Володимир Іванович, Лук'янов Андрій Олександрович, Гресько Олександр Павлович, Іззєтов Надир Абдураманович
Формула / Реферат
Автоматичний пристрій для змащення прес-форм при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підоймовий механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, який відрізняється тим, що з метою заміни компресорів або загальних компресорних станцій, що споживають велику кількість електроенергії для забезпечення розпорошувального пристрою стиснутим повітрям, необхідним для його роботи, і забезпечення надійного надходження мастильного складу з бачка до розпорошувального пристрою, він додатково оснащений пневмоциліндром, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під час переміщення поршня стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при розкритті матриць надходить трубопроводом через електропневморозподільник і реле часу, настроєне на час видалення виливків з матриць, у розпорошувальний пристрій, а стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при закриванні матриць надходить через трубопровід і інший зворотний пневмоклапан, розташований протилежно, в бачок з мастильним складом, оснащений регулятором тиску повітря, який через трубопровід з'єднаний із розпорошувальним пристроєм.
Текст
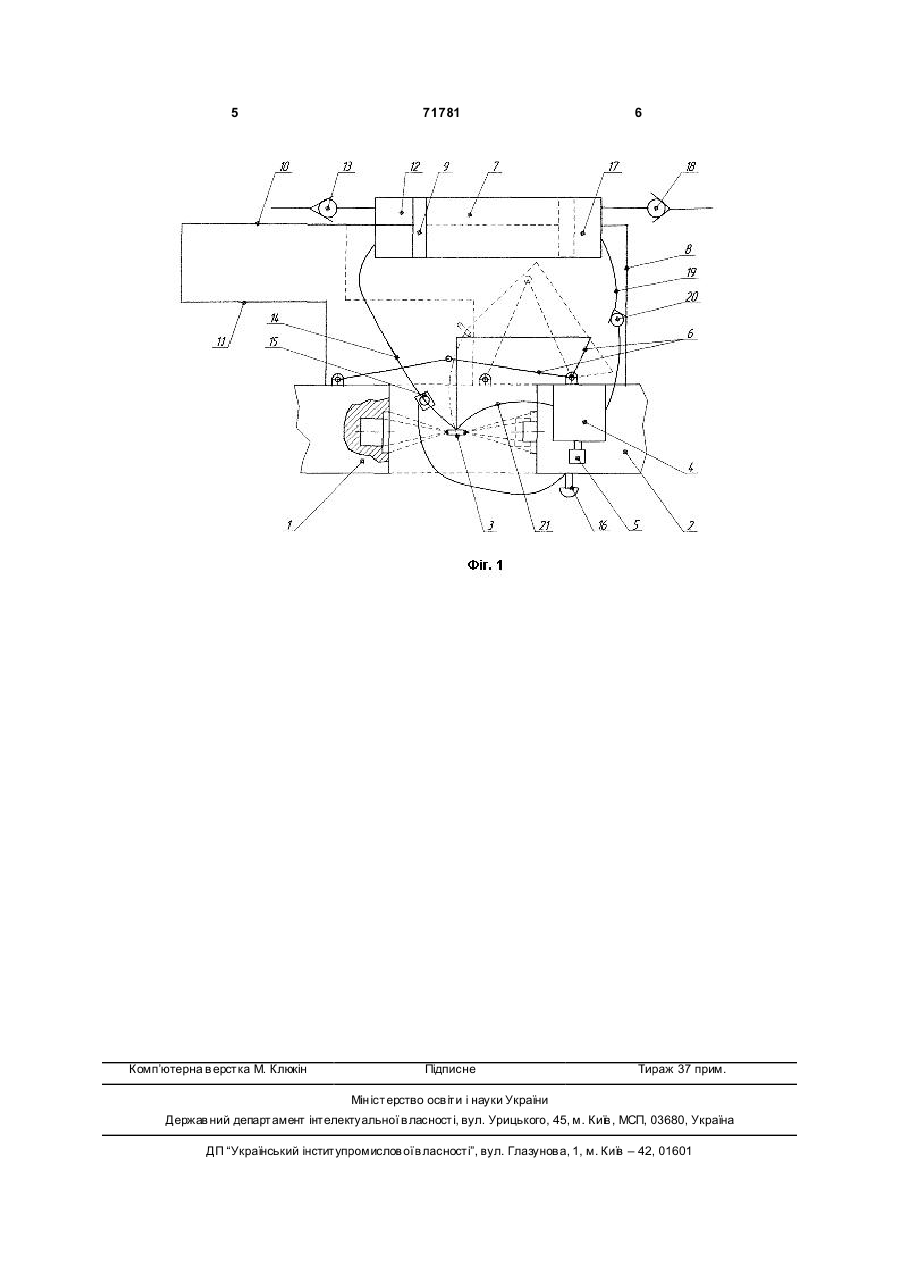
Автоматичний пристрій для змащення пресформ при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підоймовий механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, який відрізняється тим, що з метою заміни компресорів або загальних компресорних станцій, що споживають велику кількість електроенергії для забезпечення розпорошувального пристрою стиснутим повітрям, необхідним для його роботи, і забезпечення 3 71781 4 чення надійної подачі мастильного складу до прикритті матриць 1 і 2 з'єднане через трубопровід 14 строю, що розпорошує, у бачку для мастильного і электро-пневмораспределитель 15 з реле часу складу повинен бути надлишковий тиск. 16, набудоване на час видалення виливка з пресМетою дійсного винаходу є заміна компресорів форми з пристроєм, що розпорошує 3, а стиснуте загальних компресорних станцій, що споживають повітря, що утворюється, у порожнині 17 пневмовелику кількість електроенергії для забезпечення цилиндра 7, постаченого зворотним пневмоклапапристрою, що розпорошує, стисненим повітрям, ном 18 через трубопровід 19 і інший зворотний необхідного для його роботи і забезпечення пневмоклапан 20, розташований протилежно при надійного надходження мастильного складу з бачзакриванні матриць 1 і 2, з'єднане з бачком з маска до пристрою, що розпорошує, за рахунок застотильним складом 4 пристрія, що розпорошує 3. сування в пристрої пневмоцилиндра, що виробляє Пристрій працює в такий спосіб. При розкритті стиснене повітря і не споживає додаткової елекматриць 1 і 2 пристрій, що розпорошує, 3 за допотроенергії. могою підоймового механізму 6 переміщюється Поставлена мета досягається тим, що у між ними до положення, при якому відбувається відомому пристрої, що містить дві матриці, змазування формотворних поверхонь. При цьому, пристрій, що розпорошує, з бачком з мастильним одночасно з рухом підоймового механізму складом і підоймовий механізм, прикріплений до відбувається переміщення поршня 9 пневмоциматриць і до пристрою, що розпорошує, і діючий линдра 7 через шток 10 і важіль 11, у результаті при переміщенні матриць, він додатково постачечого, у порожнині 12 утворюється стиснене ний пневмоцилиндром, корпус якого через важіль повітря, необхідне для змазування матриць. Після з'єднаний з однією матрицею, а його поршень черозкриття матриць і витягу з них виливків, спрацьрез шток і важіль з'єднаний з іншою матрицею, при овує реле часу 16, що відкриває электроцьому під час переміщення поршня стиснуте пневмоклапан 15, і стиснене повітря з порожнини повітря, що утвориться у порожнині пневмоцилин12 по трубопроводу 14 надходить до пристрою, що дра, постаченого зворотним пневмоклапаном при роспорошує 3, і, змішуючись з мастильним скларозкритті матриць, з'єднане трубопроводом через дом, надходящего з бачка 4, знаходящегося під электро-пневмораспределитель і реле часу, набутиском, по трубопроводу 21 теж до пристрою, що доване на час видалення виливків з матриць із розпорошує, у результаті чого відбувається змазупристроєм, що розпорошує, а стиснуте повітря, що вання матриць. При цьому зворотні пневмоклапаутворюється у порожнині пневмоцилиндра, постана 13 і 20 закриті, а зворотний пневмоклапан 18 ченого зворотним пневмоклапаном при закриванні відкритий для того, щоб у порожнині 12 і бачку з матриць, з'єднане через трубопровід і інший звомастильним складом 4 був надлишковий тиск, а в ротний пневмоклапан, розташований протилежно порожнині 17 не створювався б вакуум. з бачком з мастильним складом, постаченого реПісля змащення формотворних поверхонь гулятором тиску повітря, який через трубопровід матриці 1 і 2 закриваються, у результаті чого з'єднаний з пристроєм, що розпорошує. пристрій, що розпорошуює 3 через підоймовий На підставі вищевикладеного очевидно, що механізм 6 віддаляється у вихідне положення. При пропоноване технічне рішення має істотні цьому, поршень 9 пневмоцилиндра 7, завдяки вавідмінності від відомих рішень. желю 11 і штоку 10, переміщається також у На схемі (див. Фіг. 1) показаний автоматичний вихідне положення, у результаті чого в порожнині пристрій для змащення прес-форм при литті під 17 утворюється стиснене повітря, необхідний тиск тиском у робочому положенні при розкритих матякого набудовується регулятором тиску 5, що черицях (жирні лінії), і в не робочому положенні при рез трубопровід 19 і зворотний пневмоклапан 20 закритих матрицях ( пунктирні лінії). надходить у бачок 4, створюючи тиск на мастильПристрій складається з матриць 1 і 2, приний склад з метою його надійного надходження по строю що розпорошує 3 з бачком з мастильним трубопроводу 21 до форсунок пристрою, що розскладом 4, постаченого регулятором тиску повітря порошує, 3. При цьому, пневмоклапани 13 і 20 5, підоймового механізму 6, прикріпленого до матвідкриті, а пневмоклапан 18 закритий. Після цього риць 1 і 2 і до пристрою, що розпорошує 3, пневцикл повторюється знову. Використання пропономоцилиндра 7 розрахункового діаметру і довжини, ваного пристрою, у порівнянні з прототипом, дозкорпус якого через важіль 8 з'єднаний з матрицею воляє підвищити надійність надходження мас2, а його поршень 9 через шток 10 і важіль 11 тильного складу з бачка до пристрою, що розпоз'єднаний з матрицею 1. При цьому, під час перошує, і скоротити собівартість продукції, що виреміщення поршня 9 стиснуте повітря, що утвопускається, за рахунок економії на придбанні комриться у порожнині 12 пневмоцилиндра 7, постапресорів і витрати електроенергії для їхньої робоченого зворотним пневмоклапаном 13, при розти. 5 Комп’ютерна в ерстка М. Клюкін 71781 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститупромислов ої в ласності”, вул. Глазунов а, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic device for greasing the press-forms at die casting
Автори англійськоюPadierin Volodymyr Mykolaiovych, Halukh Volodymyr Ivanovych
Назва патенту російськоюАвтоматическое устройство для смазки пресс-форм при литье под давлением
Автори російськоюПадерин Владимир Николаевич, Галух Владимир Иванович
МПК / Мітки
МПК: B22D 17/22
Мітки: пристрій, змащення, литті, тиском, автоматичний, прес-форм
Код посилання
<a href="https://ua.patents.su/3-71781-avtomatichnijj-pristrijj-dlya-zmashhennya-pres-form-pri-litti-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Автоматичний пристрій для змащення прес-форм при литті під тиском</a>
Пристрій для управління розливкою при литті під низьким тиском у разові форми
Номер патенту: 6074
Опубліковано: 29.12.1994
Автор: Ріо Беллосі
МПК: B22D 18/04
Мітки: низьким, пристрій, управління, тиском, литті, разові, розливкою, форми
Формула / Реферат:
1. Устройство для управления разливкой при литье под низким давлением в разовые формы, содержащее металлопривод, трубопровод подачи газа в тигель, датчик давления газа, установившегося в тигле, трубопровод выпуска газа, оснащенный клапаном, отличающееся тем, что, с целью интенсификации процесса литья оно снабжено датчиком уровня металла в металлопроводе, при этом клапан трубопровода выпуска газа выполнен управляемым от датчика давления...
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском
Номер патенту: 43639
Опубліковано: 17.12.2001
Автори: Коваленко Василь Опанасович, Коваленко Ігор Васильович, Коваленко Дмитро Васильович
МПК: C23C 26/00
Мітки: лиття, нанесення, спосіб, прес-форм, формоутворюючі, тиском, деталі, покриття, стійкого, захисного
Формула / Реферат:
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском, що включає термічне нанесення цього покриття, який відрізняється тим, що покриття наносять - плакують порошком металевого сплаву на формоутворюючі деталі з маловуглецевої сталі методом гарячого ізостатичного пресування в газостаті при температурі 1200°С і тиску 100 МПа з наступним інтерметалевим зміцненням.
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: глибоких, закритих, коробчастих, зокрема, форм, литва, відливків, хліба, випічки, прес-форма, тиском
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Прес-форма для литва під тиском глибоких коробчатих закритих відливок, зокрема, форм для випічки хліба
Номер патенту: 24909
Опубліковано: 06.10.1998
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: литва, форм, прес-форма, глибоких, коробчатих, випічки, хліба, зокрема, закритих, тиском, відливок
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Установка для виготовлення та вибивки форм із сипучого матеріалу при литті по моделям, що газифікуються
Номер патенту: 1402
Опубліковано: 25.03.1994
Автори: Хотян Владімір Ільіч, Шинський Олег Йосипович, Черненко Надія Георгієвна, Лозенко Віктор Іванович, Шульга Василь Тимофійович, Валігура Анатолій Іванович, Сінчугов Олександр Юр'євич
МПК: B22D 29/00, B22C 9/04, B22C 7/00
Мітки: форм, виготовлення, вибивки, моделям, литті, установка, сипучого, газифікуються, матеріалу
Формула / Реферат:
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям, содержащая от крытый с торца контейнер, бункер для песка, в днище которого выполнены отверстия, установленный над контейнером с возможностью вертикального перемещения, и зажим для модельного блока, отличающаяся тем, что она снабжена механизмом стыковки контейнера с бункером, представляющим собой направляющие, захватные органы и герметизирующий...
Попередній патент: Спосіб визначення ступеня важкості стану хворих, що перенесли гострі порушення мозкового кровообігу
Наступний патент: Застосування металополімерного композиту як промотору адгезії гуми до металокорду
Випадковий патент: Літак