Пристрій для дробоструминної обробки
Номер патенту: 71863
Опубліковано: 15.12.2004
Автори: Кухар Олександр Миколайович, Чернявський Анатолій Миколайович, Тимошенко В'ячеслав Михайлович
Формула / Реферат
Пристрій для дробоструминної обробки виробів потоком абразивних частинок, що полягає в переміщенні інструмента (дробоструминного сопла) відносно оброблюваної поверхні за еквідистантною кривою з постійною швидкістю, який відрізняється тим, що механічна рука маніпулятора, яка виконуєпереміщення інструмента за необхідною траєкторією, виготовляється у вигляді однорухомої поступальної пари з пружним елементом, який обмежує віддачу інструмента і забезпечує отримання рівномірно обробленої поверхні при зміні технологічних параметрів обробки.
Текст
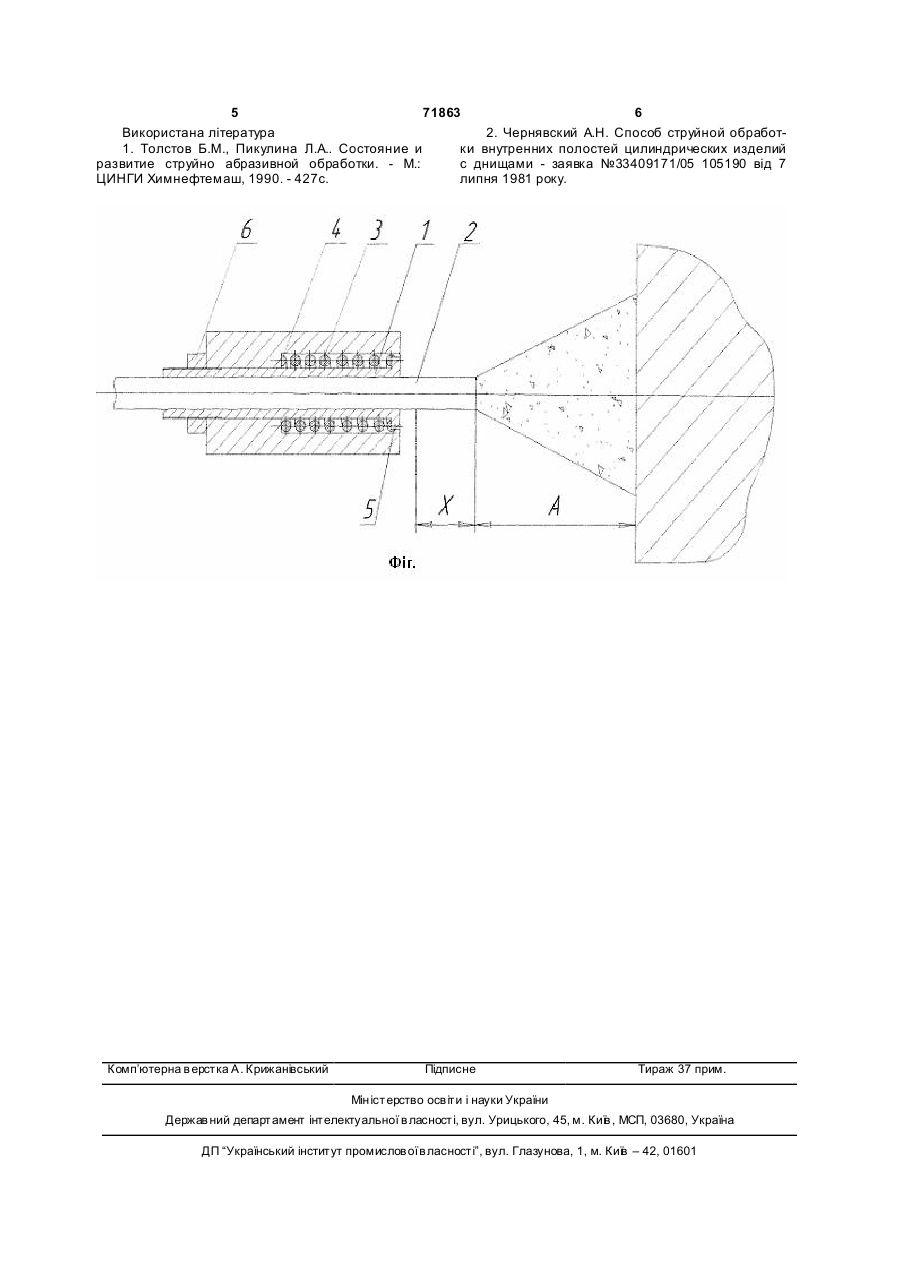
Пристрій для дробоструминної обробки виробів потоком абразивних частинок, що полягає в 3 71863 4 вим торцем упирається в буртик 5, жорстко х - переміщення пружного елемента, м. з'єднаний із втулкою 1, а лівим торцем у виточку Ураховуючи викладене вище, можна записати тримача 3. Mu 2 cx 2 (10) Розглянемо взаємодію повітряно-абразивної E=A1+ A2 чи = + Mgfx 2 2 суміші та сопла при горизонтальному положенні звідси осі останнього. Повітряно-абразивна суміш густиною r вилітає M(u2 - 2gfx) (11) c= із сопла діаметром d зі швидкістю v й утворює, x2 конусоподібний, факел з кутом розкриття 2a. Рівняння (11) має сенс, коли Відстань від сопла до оброблюваної поверхні поu2>2gfc. значена як а. Як свідчать проведені нами дослідження, для Під час вилітання дробинок із сопла зі швидкіпрактичного виконання даного способу достатньо, стю v виникає віддача сопла зі швидкістю u, прущоб жина стискується і сопло переміщується на деяку u2³n2gfx, величину х. Відстань від сопла до оброблюваної де n=2 поверхні буде дорівнювати а+х. Шля хом підбору u2³4gfx. пружного елемента (пружини) відповідної жорсткоНаприклад: сті можливо досягти через зміну відстані а рівноМ=4кг; v=100 м/с; мірної сили дії струменя абразивних частинок на х=0,05м; g=9,81м/с2; оброблювану поверхню, а відповідно й рівномірної 3 f=0,5; r=6кг/м ; обробки. Запишемо рівняння кількості рухів для систеS=0,785×0,012n2. ми двох тіл, які взаємодіють (сопла і повітряноДля дробоструминної обробки (очищення) меабразивної суміші), талевих поверхонь при використанні сталевого mv-Мu=0, (3) колотого дроту фракції №1 оптимальною вваде m - маса повітряно-абразивної суміші, що жається відстань а від 300 до 500мм, яку вибиравилітає із сопла за 1сек.,кг; ють залежно від необхідної шорсткості поверхні. З v - швидкість витікання суміші, м/с; урахуванням зміни швидкості руху абразивних М - маса сопла і деталей тримача, кг; частинок у повітряному середовищі за експоu - швидкість віддачі сопла, м/с. ненційним законом Оскільки за одну секунду із сопла виділяється ka (12) vm = v e маса суміші m (4) m = rSv де vm - поточна швидкість дробинки, м/с; де r - густина суміші, кг/м 3; v - швидкість вильоту дробинки із сопла, м/с; 2 S - площа поперечного перерізу, м ; е - основа натурального логарифма; v - швидкість витікання суміші, м/с, k - коефіцієнт пропорційності показника ступето після підстановки значення (4) в рівняння ня ~0,7×10-5 (установлений експериментально); (3) отримаємо, що а - відстань від сопла до оброблюваної по2 (5) верхні, м; r Sv - Mu = 0 m - маса дробинки, кг, звідки зміна тиску енергоносія p від 0,4 до 0,6мПа 2 r Sv (6) відстань х прийняі рівною 0,05м. u= M За формулою (6) визначаємо швидкість У момент вилітання струменя абразивної віддачі сопла суміші сопло одержує кінетичну енергію rSv 2 6 × 0,785 × 0,012 × 1002 u= = = 12 м / с , Mu 2 M 4 (7) E= 2 За формулою (11) обчислюємо жорсткість де М- маса сопла і деталей тримача, кг; пружини u - швидкість віддач, м/с. 2 2 M(u - 2gfx) 4(1,2 - 2 × 9,81 × 0,5 × 0,05 ) Ця енергія витрачається на деформацію c= = = 1600 H / м 2 x 0,05 2 пружного елемента x A1 = ò cxdx = 0 cx 2 2 (8) де с - жорсткість пружного елемента, Н/м; х - переміщення пружного елемента, м, та на подолання сил тертя в тримачі, тобто на виконання роботи x A2 = Mgf ò dx =Mgfx (9) 0 де М - маса сопла і деталей тримача, кг; g - прискорення вільного падіння, м/с2; f - коефіцієнт тертя між ланками поступальної пари (тримачем і втулкою); На сьогодні є достатня кількість технічних засобів і способів, щоб суттєво зменшити розкид технологічних параметрів дробоструминної обробки і досягти необхідної шорсткості оброблюваної поверхні. Але це економічно невигідно, тому що призводить до значного збільшення собівартості дробоструминної обробки. Застосування ж способу, який пропонується, дозволяє розв'язати завдання рівномірної обробки поверхні значно простіше. 5 71863 6 Використана література 2. Чернявский А.Н. Способ струйной обработ1. Толстов Б.М., Пикулина Л.А.. Состояние и ки внутренних полостей цилиндрических изделий развитие струйно абразивной обработки. - М.: с днищами - заявка №33409171/05 105190 від 7 ЦИНГИ Химнефтемаш, 1990. - 427с. липня 1981 року. Комп’ютерна в ерстка А. Крижанівський Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for shot-blast treatment
Автори англійськоюTymoshenko Viacheslav Mykhailovych, Cherniavskyi Anatolii Mykolaiovych, Kukhar Oleksandr Mykolaiovych
Назва патенту російськоюУстройство для дробеструйной обработки
Автори російськоюТимошенко Вячеслав Михайлович, Чернявский Анатолий Николаевич, Кухар Александр Николаевич
МПК / Мітки
МПК: B24C 7/00
Мітки: пристрій, обробки, дробоструминної
Код посилання
<a href="https://ua.patents.su/3-71863-pristrijj-dlya-drobostruminno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дробоструминної обробки</a>
Спосіб ультразвукової дробоструминної обробки кільцевих поверхонь великих розмірів на тонких деталях
Номер патенту: 66403
Опубліковано: 17.05.2004
Автори: Жиффар Веронік Крістіан Раймонд, Гелдрі Жерар Мішель Ролан, Дюкенн Катрін Домінік Беатріс, Мон Клод Марсель
Мітки: спосіб, кільцевих, ультразвукової, великих, поверхонь, обробки, розмірів, дробоструминної, деталях, тонких
Формула / Реферат:
1. Спосіб ультразвукової дробоструминної обробки кільцевих поверхонь великих розмірів на відносно тонких деталях, що полягає в проведенні підлягаючої дробоструминній обробці поверхні перед отвором камери ультразвукової дробоструминної обробки, причому всередині камери укладена «хмара» мікрокульок, що підтримується в стійкому стані за допомогою вібратора, розташованого всередині камери, причому мікрокульки співударяються з розташованою перед...
Спосіб і апарат для ультразвукової дробоструминної обробки деталей на колесі
Номер патенту: 57173
Опубліковано: 16.06.2003
Автори: Жиффар Веронік Крістіан Раймонд, Гелдрі Жерар Мішель Ролан, Дюкенн Катрін Домінік Беатріс, Мон Клод Марсель
Мітки: апарат, дробоструминної, обробки, деталей, спосіб, колесі, ультразвукової
Формула / Реферат:
1. Спосіб ультразвукової дробоструминної обробки деталей на колесі, при цьому колесо містить кільцеву поверхню обертання з центром на геометричній осі обертання колеса, деталі розташовані на кільцевій поверхні на лінії по геометричному колу, утвореному навколо геометричної осі обертання, при цьому деталі утворюють таким чином геометричну поверхню обертання, яку називають оболонкою, коли колесо обертається навколо своєї геометричної осі...
Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Вачев Ангел Атанасов, Кузнєцов Юрій Миколайович, Самойленко Олексій Васильович
МПК: B23B 41/00
Мітки: поверхонь, спосіб, обробки, полігональних, пристрій, зовнішніх, реалізації
Формула / Реферат:
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61729
Опубліковано: 17.11.2003
Автори: Новіков Микола Васильович, Розенберг Олег Олександрович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: поверхонь, сферичних, спосіб, обробки, пристрій, реалізації
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61730
Опубліковано: 17.11.2003
Автор: Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: спосіб, поверхонь, реалізації, обробки, пристрій, сферичних
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколовласної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Попередній патент: Рідинна ракетна двигунна установка щільної компоновки з регульованим вектором тяги
Наступний патент: Спосіб утворення модульних конструкцій для металевих оболонок із елементів таврового профілю
Випадковий патент: Дозатор олії