Спосіб контактного точкового мікрозварювання з автоматичним керуванням
Номер патенту: 72571
Опубліковано: 15.03.2005
Автори: Письменний Олексій Олександрович, Лебедєв Володимир Констянтинович
Формула / Реферат
1. Спосіб контактного точкового мікрозварювання з автоматичним керуванням, здійснюваний на машині зі стабілізованою напругою живлення як безпосередньо від мережі змінного струму, так і через перетворювач частоти і числа фаз, при якому попередньо підбирають режим зварювання, що задовольняє вимогам і іменований далі як еталонний, запам'ятовують напругу на електродах, зварювальний струм і корисну потужність як функції часу, а при наступних зварюваннях поточні значення цих величин зіставляють з еталонними, отриманий результат аналізують і на підставі цього аналізу виробляють керуючий вплив, який відрізняється тим, що якщо обмірюване в процесі зварювання негативне відхилення зварювального струму від еталонного за абсолютним значенням не перевищує заздалегідь встановлене межове значення, то стабілізують затрачувану на нагрівання металу енергію за допомогою стабілізації напруги на електродах та збільшенням часу протікання струму.
2. Спосіб за п.1, який відрізняється тим, що стабілізація перехідних опорів контакт-деталь і деталь-деталь відбувається з плавним підйомом напруги на електродах з нульового значення до еталонного.
3. Спосіб за п. 2, який відрізняється тим, що знак відхилення струму від еталонного визначають в момент закінчення підйому напруги .
4. Спосіб за п. 3, який відрізняється тим, що при обмірюваному позитивному відхиленні величини зварювального струму від еталонної затрачувану на нагрівання металу енергію стабілізують шляхом стабілізації напруги на електродах.
5. Спосіб за п. 4, який відрізняється тим, що якщо негативне відхилення зварювального струму за абсолютним значенням перевищує заздалегідь встановлене межове значення, користувач одержує звуковий чи інший сигнал, що вказує на необхідність заміни чи очищення електродів або очищення поверхні виробу, що зварюється, з одночасним припиненням процесу нагрівання.
Текст
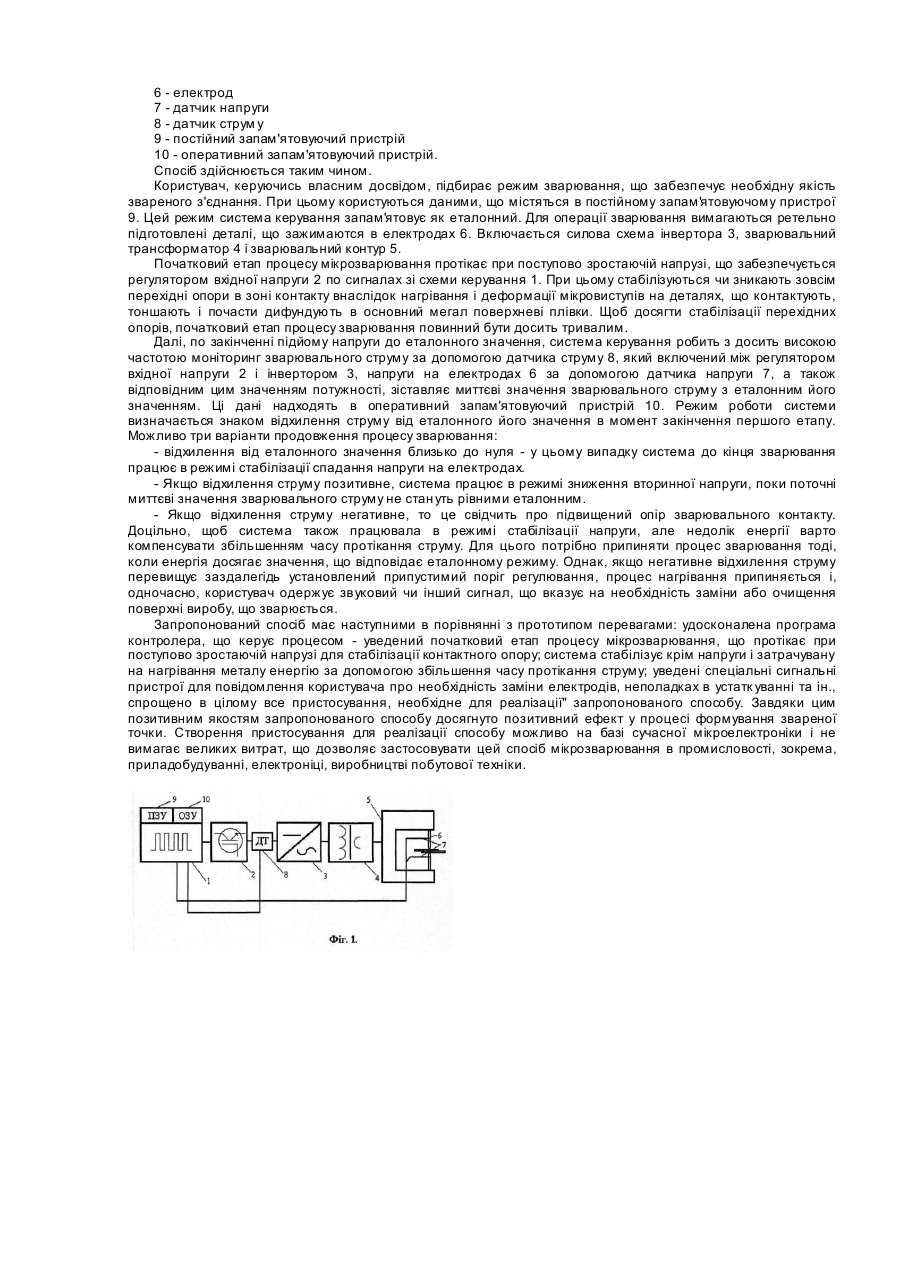
Запропонований спосіб відноситься до контактного точкового мікрозварювання металевих деталей з товщиною стінки від декількох десятих мм і менше. Області застосування мікрозварювання приладобудування, електроніка і виробництво багатьох предметів побутової те хніки. Цим способом зварювання з'єднують деталі у виді листів, дротів і різних елементів, що пройшли штампування чи іншу механічну обробку. Деталі можуть бути з різних матеріалів, однакової чи неоднакової товщини в місці з'єднання. Часто з'єднують деталі без попередньої підготовки їхніх поверхонь або покритих матеріалами з підвищеним електричним опором. Усі ці особливості застосування мікрозварювання ускладнюють її застосування, особливо у виробництві виробів відповідального призначення. Тому доцільно оснащувати машини для мікрозварювання системами автоматичного керування, що послабляють вплив різного роду збурювань і додавати машинам пристрою перетворення енергії, що дозволяють витворювати складні зварювальні цикли, необхідними по технологічних розуміннях. Відомі чотири основних типи таких систем: - безпосереднє живлення від мережі через тиристорний контактор, - живлення зварювального трансформатора розрядом батареї конденсаторів, - системи, що представляють собою комбінацію перших дво х систем, причому перша з них використовується для підігріву деталей, що з'єднуються, для стабілізації контактного опору, а друга для наступного зварювання, - система, що забезпечує живлення зварювального трансформатора струмом підвищеної частоти. Перші три системи не дозволяють здійсните ефективне керування зі зворотними зв'язками при тривалості зварювання менше 0.1-0.2 секунди. Для мікрозварювання більше підходите четверта система з перетворювачем частоти. Цю систему варто розглядати як найбільш перспективну. Відомі способи контактного точкового мікрозварювання, що використовують системи автоматичного керування процесом, можна розділити на три групи: - без зворотних зв'язків - тверде керування, - стабілізація чи зміна по визначеній програмі однієї з легко вимірюваних електричних величин - струму, що протікає через зварювальний контакт, чи спадання напруги на ньому, а також, можливо, що обчислюються по перших дво х величинах - потужності чи опору, - стабілізація чи зміна по визначеній програмі теплового розширення, що нагрівається при зварюванні об'єму металу. Незважаючи на достаток різноманітних систем, застосування одержали, переважно, системи твердого керування без зворотних зв'язків (див. журнал "Автоматическая сварка", 1963 №5 "Безынерционные схемы автоматического регулирования процессов контактной сварки" с.7-10). Таке керування в переважній кількості випадків виявляється цілком прийнятним. Безліч збурювань викликають відхилення розмірів з'єднань у досить широких, але припустимих межах, тому що кількість точок приймається з великим запасом. Недоліком першого способу є неможливість втручання в хід зварювального процесу. Тут не враховуються збурювання, виникнення і дія яких не можна передбачити. До них відносяться коливання напруги мережі, зміна активної й індуктивний складових опору, зміна форми електродів, зусилля стиску електродів та інше. У ході робіт, здійснюваних на зварювальних машинах, що використовують тверде керування, встановлено, що найбільші проблеми виникають при мікрозварюванні, коли запас по кількості і розмірам точок створити неможливо, а здійснення керування зі зворотними зв'язками практично не здійснено через прийняту систему живлення змінного струму промислової частоти, або живлення розрядом конденсаторів. Якщо мати на увазі мікрозварювання струмами підвищеної частоти, то стабілізація чи відтворення заданої програми струму чи потужності, не можуть дати позитивного результату. Таким шляхом не можна «відпрацювати» збурювання, викликані зміною стану поверхонь електродів і виробу, зносом електродів і шунтуванням місця зварювання. Незрівнянно краще система стабілізації спадання напруги на електродах, що відноситься до другого способу автоматичного керування точковим мікрозварюванням, але і вона послабляє, але не допомагає позбутися від впливу коливань стану поверхонь електродів і виробу. Зокрема, стабілізація напруги полегшує роботу електродів при нестабільному стану поверхонь і знижує можливість виникнення виплесків розплавленого металу. Перший досвід створення такої біля тридцяти років тому був зроблений у МВТУ ім. Баумана В. И. Матвеев під керівництвом проф. О.Н. Братковой. Ними було отримано авторське посвідчення СРСР N238701 за назвою «Устройство для контактной сварки на повышенной частоте», опублікована 10.03.1969р., бюлетень №10, МПК В23К11/00. Ця робота надалі не була розвинута через велику складність електронної техніки того часу та, можливо, по цілому ряді інших причин. Ефективність застосування струмів високої частоти для мікрозварювання була показана на конкретному прикладі приєднання тонкого проводу до печатної плати. Система стабілізації енергії, як і використання розряду конденсаторів на зварювальну машину, не реагує на обсяг, по якому протікає струм, на стан поверхонь, і тому далека від ідеальної. Недоліком другого способу мікрозварювання є те, що всі системи керування, у яких регульованою величиною є дві основні електричні величини або інші величини, одержувані з перших дво х шляхом обчислення, лише побічно відбивають процес утворення звареного з'єднання, реагують лише на частину збурювань. Мається позитивний досвід розробки і застосування пристроїв оперативної оцінки якості звареного з'єднання, оцінюваного по діаметру литого ядра точки. Для цього використовують статистичні моделі і штучні нейронні мережі. Роботи в цьому перспективному напрямку виконані в ІЕЗ ім. Є.О. Патона НАН України Н. В. Подолою і його співробітниками під керівництвом акад. Б.Є. Патона (див. журнал «Автоматическая сварка», "Математическое моделирование сварочных процессов для создания систем прогнозирования качества соединений и оптимального управления" 1971р. №7, с.1-5; "Оценка качества контактной точечной сварки с помощью нейронных сетей" 1998р. N12, с.3-10 і ін.) У перспективі є можливість створення «інтелектуальних» систем автоматичного регулювання, побудованих на тих же чи подібних принципах. У свій час великі надії були зв'язані з використанням ефекту теплового розширення металу в місці нагрівання. Теплове розширення безпосереднє відбиває тепловий стан металу й у зв'язку з цим його можна вважати найбільш придатним як регульовану величину. Інститутом електрозварювання ім. Є.О. Патона НАН України і московським НІАТ були створені зразки устаткування, випробування яких при точковому зварюванні дали непогані результати (див. журнал "Автоматическая сварка", 1951р. №5 “Регулирование процесса точечной сварки по величине перемещения електролов сварочной машины” с.18-29). Недоліками цього методу є причини, через які ці роботи не одержали подальшого розвитку - складність виконання, а також негативний вплив виплесків металу на роботу системи такого типу. При мікрозварюванні вплив збурювань виявляється більш сильно через перевагу в загальному контактному опорі нестабільних перехідних опорів електрод-деталь і деталь-деталь. У зв'язку з цим особливо важливо створення систем ефективно діючих систем керування при малій тривалості зварювання. Створення таких не занадто дорогих і надійних систем можливо на базі сучасної силової електроніки і мікроелектроніки. Основною частиною системи живлення є перетворювач, що складається з: випрямувача напруги мережі, згладжувального фільтра, інвертора на транзисторах і системи керування зі зворотними зв'язками. Інвертор повинний працювати в широтно-імпульсному режимі. У зв'язку з тим, що товщина деталей при мікрозварюванні може змінюватися в широких межах, повинна змінюватися частота струму і час зварювання. Можливо й інше більш просте, коли інвертор працює з постійною частотою, а регулювання здійснюється транзисторним регулятором, включеним між випрямувачем і інвертором. Одночасно регулятор здійснює задане обмеження по струму, у такий спосіб виконуючи захисну функцію перетворювача. У цілому, варіант із транзисторним регулятором представляється кращим при трифазному живленні машини. Система забезпечує електромагнітну сумісність живлення машини з іншими приймачами енергії. Як прототип способу, що заявляється, прийнятий спосіб, захищений патентом ЕР0947279 "Resistance welding device", МКИ В23К11/25, заявник Matuschek Messtechnik GMBH (DE), опублікований 10.06.1999. Відомий спосіб контактного точкового мікрозварювання з автоматичним керуванням, здійснюваний на машині зі стабілізованою напругою живлення як безпосередньо від мережі перемінного струму, так і через перетворювач частоти і числа фаз, у якому попередньо підбирають режим зварювання, що задовольняє вимогам і іменований далі як еталонний, запам'ятовують напругу на електродах, зварювальний струм і протягом зварювання вимірювальні пристосування безупинно вимірюють динаміку зміни цих параметрів. Якщо відхилення від заданої кривої мають місце, система автоматичного керування регулює джерело струму і зусилля стиску електродів гак, що вимірювані криві збігаються з заданими наскільки можливо. Недоліком даного способу є те, що у випадку негативного відхилення кривої зварювального струму від заданої, система керування збільшує тільки первинний струм і напругу, хоча можна збільшити час протікання процесу, стабілізуючи в такий спосіб вкладену в зварювання енергію; також система не враховує випадки, коли негативне відхилення струму від заданої занадто велике, що може бути викликано, приміром, зносом електродів чи іншими причинами. У цьому випадку система, мабуть, буде прагнути збільшувати зварювальний струм, можливо, так і не досягши необхідного значення і зварювальна точка буде визнана неякісною. В основу винаходу поставлена задача удосконалення вищезазначеного способу контактного точкового мікрозварювання з тривалістю часу процесу до сотої частки секунди. Істотні відмінності пропонованого способу полягають у наступному: - стабілізація перехідних опорів контакт-деталь і деталь-деталь відбувається з плавним підйомом напруги на електродах з нульового значення до еталонного за допомогою удосконалення програми контролера, що керує процесом, що міститься в схемі керування; - запам'ятовують напругу на електродах, зварювальний струм і корисну потужність як функції часу; - при обмірюваному негативному відхиленні струму, система стабілізує крім напруги затрачувану на нагрівання металу енергію за допомогою збільшення часу протікання струму; - користувач одержує звуковий чи інший сигнал, що вказує на необхідність заміни чи очищення електродів, або очищення поверхні виробу, що зварюється, з одночасним припиненням процесу нагрівання, якщо негативне відхилення струму за абсолютним значенням перевищує заздалегідь встановлене значення; - усе пристосування значне спрощено. Для оптимального регулювання процесу зварювання використовується метод контролю, у якому основні величини: сила зварювального струму, напруга на електродах, час зварювання, безупинно фіксуються через рівні малі проміжки часу пристосуваннями, що вимірюють. Якщо відхилення кривої зварювального струму від рекомендованої мають місце, контролююче та/чи регулююче уста ткування регулюють напругу на електродах та/чи час зварювання так, що величина витраченої на зварювання енергії збігається з величиною, що рекомендується, наскільки це можливо. Пристосування для реалізації способу контактного точкового мікрозварювання складається з: - схеми керування, що містить керуючий контролер з убудованим генератором імпульсів високої частоти, формувача керуючих імпульсів силових транзисторів, панелі з клавіатурою для введення параметрів, що задають, графічного дисплея; - джерела живлення схеми керування; - інвертора, що представляє собою блок силових біполярних транзисторів з ізольованим затвором; - зварювального трансформатора; - зварювального контуру з електродами; - датчика напруги на електродах; - датчика зварювального струму. Реалізація запропонованого способу здійснюється пристроєм, блок-схема якого представлена на Фіг.1. На Фіг.1 позначені: 1 - схема керування 2 - регулятор вхідної напруги. 3 - блок силових транзисторів (інвертор) 4 - зварювальний трансформатор 5 - зварювальний контур 6 - електрод 7 - датчик напруги 8 - датчик струм у 9 - постійний запам'ятовуючий пристрій 10 - оперативний запам'ятовуючий пристрій. Спосіб здійснюється таким чином. Користувач, керуючись власним досвідом, підбирає режим зварювання, що забезпечує необхідну якість звареного з'єднання. При цьому користуються даними, що містяться в постійному запам'ятовуючому пристрої 9. Цей режим система керування запам'ятовує як еталонний. Для операції зварювання вимагаються ретельно підготовлені деталі, що зажимаются в електродах 6. Включається силова схема інвертора 3, зварювальний трансформатор 4 і зварювальний контур 5. Початковий етап процесу мікрозварювання протікає при поступово зростаючій напрузі, що забезпечується регулятором вхідної напруги 2 по сигналах зі схеми керування 1. При цьому стабілізуються чи зникають зовсім перехідні опори в зоні контакту внаслідок нагрівання і деформації мікровиступів на деталях, що контактують, тоншають і почасти дифундують в основний мегал поверхневі плівки. Щоб досягти стабілізації перехідних опорів, початковий етап процесу зварювання повинний бути досить тривалим. Далі, по закінченні підйому напруги до еталонного значення, система керування робить з досить високою частотою моніторинг зварювального струму за допомогою датчика струму 8, який включений між регулятором вхідної напруги 2 і інвертором 3, напруги на електродах 6 за допомогою датчика напруги 7, а також відповідним цим значенням потужності, зіставляє миттєві значення зварювального струму з еталонним його значенням. Ці дані надходять в оперативний запам'ятовуючий пристрій 10. Режим роботи системи визначається знаком відхилення струму від еталонного його значення в момент закінчення першого етапу. Можливо три варіанти продовження процесу зварювання: - відхилення від еталонного значення близько до нуля - у цьому випадку система до кінця зварювання працює в режимі стабілізації спадання напруги на електродах. - Якщо відхилення струму позитивне, система працює в режимі зниження вторинної напруги, поки поточні миттєві значення зварювального струму не стан уть рівними еталонним. - Якщо відхилення струму негативне, то це свідчить про підвищений опір зварювального контакту. Доцільно, щоб система також працювала в режимі стабілізації напруги, але недолік енергії варто компенсувати збільшенням часу протікання струму. Для цього потрібно припиняти процес зварювання тоді, коли енергія досягає значення, що відповідає еталонному режиму. Однак, якщо негативне відхилення струму перевищує заздалегідь установлений припустимий поріг регулювання, процес нагрівання припиняється і, одночасно, користувач одержує звуковий чи інший сигнал, що вказує на необхідність заміни або очищення поверхні виробу, що зварюється. Запропонований спосіб має наступними в порівнянні з прототипом перевагами: удосконалена програма контролера, що керує процесом - уведений початковий етап процесу мікрозварювання, що протікає при поступово зростаючій напрузі для стабілізації контактного опору; система стабілізує крім напруги і затрачувану на нагрівання металу енергію за допомогою збільшення часу протікання струму; уведені спеціальні сигнальні пристрої для повідомлення користувача про необхідність заміни електродів, неполадках в устатк уванні та ін., спрощено в цілому все пристосування, необхідне для реалізації" запропонованого способу. Завдяки цим позитивним якостям запропонованого способу досягнуто позитивний ефект у процесі формування звареної точки. Створення пристосування для реалізації способу можливо на базі сучасної мікроелектроніки і не вимагає великих витрат, що дозволяє застосовувати цей спосіб мікрозварювання в промисловості, зокрема, приладобудуванні, електроніці, виробництві побутової техніки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for contact spot microwelding with automatic control
Автори англійськоюLebediev Volodymyr Kostiantynovych, Pysmennyi Oleksii Oleksandrovych
Назва патенту російськоюСпособ контактной точечной микросварки с автоматическим управлением
Автори російськоюЛебедев Владимир Константинович, Письменный Алексей Александрович
МПК / Мітки
МПК: B23K 11/11, B23K 11/25
Мітки: точкового, керуванням, мікрозварювання, спосіб, автоматичним, контактного
Код посилання
<a href="https://ua.patents.su/3-72571-sposib-kontaktnogo-tochkovogo-mikrozvaryuvannya-z-avtomatichnim-keruvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного точкового мікрозварювання з автоматичним керуванням</a>
Електрод для контактного точкового зварювання стрижневої сталі

Номер патенту: 62756
Опубліковано: 15.12.2003
Автори: Щербіна Ніла Павлівна, Шебанова Тетяна Володимировна, Шебанов Володимир Олександрович
МПК: B23K 11/30
Мітки: електрод, зварювання, стрижневої, контактного, точкового, сталі
Формула / Реферат:
Електрод для контактного точкового зварювання стрижневої сталі, що має корпус, установлені в його порожнині змінний струмопровідний стрижень і пружний елемент, сполучений з корпусом за допомогою гайки, силовий пуансон, який відрізняється тим, що пружний елемент виконаний з теплостійкого матеріалу, встановлений з зазором по відношенню до корпуса і змінного струмопровідного стрижня, робочий торець якого має фігурну поверхню, а силовий пуансон...
Пристрій для контактного точкового зварювання
Номер патенту: 20398
Опубліковано: 15.07.1997
Автори: Галкін Василь Дмитрович, Перков Євген Тимофійович, Бібік Михайло Дем'янович, Кушнарьов Віктор Павлович
МПК: B23K 11/10
Мітки: пристрій, контактного, точкового, зварювання
Формула / Реферат:
1. Устройство для контактной точечной сварки, содержащее сварочный трансформатор, заклю-ченный в металлический корпус, верхний неподвижный и нижний подвижный держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления, отличающееся тем, что сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных...
Переносна машина для контактного точкового зварювання
Номер патенту: 18481
Опубліковано: 25.12.1997
Автори: Хавін Віктор Юлійович, Терешонок Тетяна Романівна, Ілюхін Юрій Миколайович, Дибан Євген Павлович, Панарін Володимир Володимирович, Шкуратов Олег Ігорович
МПК: B23K 11/24
Мітки: зварювання, переносна, точкового, машина, контактного
Формула / Реферат:
Переносная машина для контактной точечной сварки, содержащая сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления, и блок питания, отличающаяся тем, что она дополнительно снабжена последовательно соединенными блоком формирования сварочных импульсов, блоком опорного напряжения и блоком сравнения, а также электронным ключом и терморезистором, первый вход...
Спосіб контролю якості з’єднань в процесі лазерного мікрозварювання термопар
Номер патенту: 15112
Опубліковано: 30.06.1997
Автори: Білобородченко Володимир Іванович, Бачмага Лев Васильович, Саляк Мирослава Теодорівна
МПК: B23K 26/00, G01K 7/02
Мітки: лазерного, з'єднань, мікрозварювання, якості, спосіб, контролю, процесі, термопар
Формула / Реферат:
Спосіб контролю якості з'єднань в процесі лазерного мікрозварювання термопар за електричними параметрами, який відрізняється тим, що робочі кінці термоелектродів, зібрані в скрутку з зазором, зварюють лазерним випромінюванням, одночасно вимірюють величину ефективної термо-ЕPC, що генерується із зони розплавлення за цикл імпульсного впливу випромінювання на матеріал термоелектродів, і порівнюють цю величину з базовими величинами ефективних...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Самотий Володимир Васильович, Білобородченко Володимир Іванович
МПК: B23K 11/00
Мітки: конденсаторного, зварювання, переважно, точкового, матеріалів, пристрій, тугоплавких
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Попередній патент: Спосіб багатоступеневого тонкого очищення волокнистого матеріалу у вихрових конічних очищувачах
Наступний патент: Спосіб одержання натрієвих солей статинів
Випадковий патент: Композиційний антифрикційний матеріал