Спосіб дугового двопрохідного зварювання кільцевого стику труб
Номер патенту: 74936
Опубліковано: 15.02.2006
Автори: Ткаченко Георгій Павлович, ЛУПАН Аркадій Пилипович, Островський Ігор Романович, Савицький Михайло Михайлович, Кулик Віктор Михайлович, Янковський Володимир Михайлович, Козлов Ігор Костянтинович, Пікінер Юрій Спиридонович
Формула / Реферат
1. Спосіб дугового двопрохідного зварювання кільцевого стику труб без скосу кромок неплавким електродом у захисному газі без подачі присаджувального дроту, при якому виконують проходи з неповними проплавленнями, який відрізняється тим, що неповними проплавленнями ззовні та зсередини при обертанні кільцевого стику утворюють повний, суцільний по всій товщині кромок проплав, для чого на поверхні кромок наносять активуючий флюс і підтримують погонну енергію зварювання, не більшу за 0,95 на кожному проході та не меншу за 1,20 на обох проходах від погонної енергії для наскрізного проплавлення.
2. Спосіб за п. 1, який відрізняється тим, що зварювання з обох сторін кільцевого стику виконують почергово.
3. Спосіб за п. 1, який відрізняється тим, що зварювання з обох сторін кільцевого стику виконують повністю або частково одночасно.
Текст
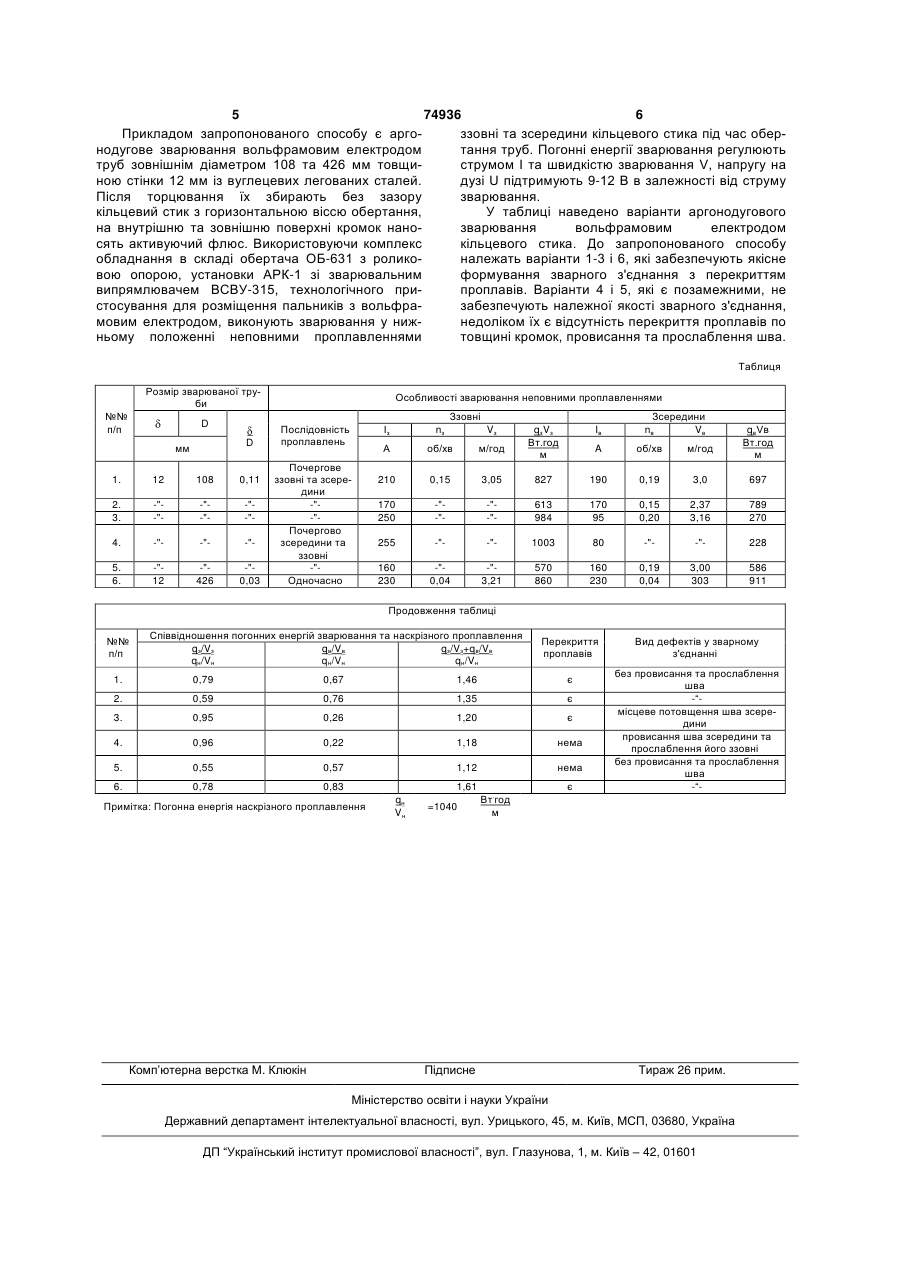
1. Спосіб дугового двопрохідного зварювання кільцевого стику труб без скосу кромок неплавким 3 74936 4 енергії зварювання, що потребує ретельного доткромок, неповні проплавлення з обох сторін римання точності параметрів механічної обробки кільцевого стика виконують з перекриттям, тобто з та режимів зварювання, необхідності виконання не подвійним розплавленням металу глибинних менше 4-х проходів зварювання і використання шарів, чого досягають дотриманням сумарного унікального обладнання. значення погонної енергії дугового двопрохідного В основу винаходу покладено завдання зварювання не меншого за 1,2. У противному, поліпшити якість зварних з'єднань, збільшити особливо при зміщенні в різні сторони від стика продуктивність, спростити технологічний процес та неповних проплавів, перекриття останніх не досязварювальне обладнання встановленням оптигають, що зменшує несучу спроможність зварного мальних прийомів, послідовності, параметрів рез'єднання, а щілинна несуцільність між неповними жиму у способі дугового двопрохідного зварюванпроплавами, яка є концентратором напруг, приня неплавким електродом у середовищі захисного зводить до утворення тріщин після зварювання чи газу кільцевого стика труб та інших порожнистих під час експлуатації виробу із гартівної сталі. тіл обертання без скосу кромок. Неповні проплавлення при дотриманні однакових Сутність способу полягає в тому, що в способі швидкості обертання та електричних параметрів дугового двопрохідного зварювання кільцевого зварювання кільцевого стика з обох сторін можна стика труб без скосу кромок неплавким електровиконувати підтримуючи співвідношення товщини дом у захисному газі без подачі присаджувального та зовнішнього діаметру кромок D, принаймні, дроту, при якому виконують проходи з неповними до 0,11. проплавленнями, неповними проплавленнями Почергове дугове зварювання з кожної стороззовні та зсередини при обертанні кільцевого стини кільцевого стика є простим, його можна ка утворюють повний, суцільний по товщині кромок здійснювати одним або двома пальниками і джепроплав, для чого на поверхні кромок наносять релами зварювального струму, а погонну енергію активуючий флюс і підтримують погонну енергію зварювання q/V на кожному проході можна зварювання, не більшу за 0,95 на кожному проході варірувати як струмом І, так і швидкістю обертання та не меншу за 1,20 разом від погонної енергії для n кільцевого стика. Одночасне дугове зварювання наскрізного проплавлення. Проплавлення з дотз двох сторін кільцевого стика потребує двох риманням однакових швидкості обертання та пальників і джерел струму, лінійна швидкість його електричних параметрів зварювання з обох сторін ззовні Vз є більшою, ніж зсередини (Vв), а операкільцевого стика здійснюють при співвідношенні тивне змінення погонної енергії зварювання q/V товщини і зовнішнього діаметру кромок, виконують тільки за рахунок струму І. Воно принаймні, до 0,11. Їх виконують почергово, продуктивніше за почергово до двох разів. А часоповністю або частково одночасно. вим зміщенням (у межах періоду обертання Відмінність винаходу від відомого способу кільцевого стика) виконання неповних проплавполягає у принципі, прийомах, умовах отримання лень можна регулювати термічний цикл зварюванповного проплаву нескошених кромок кільцевого ня, структуру та властивості зварного з'єднання. стика при дуговому зварюванні неплавким елекЗапропонований спосіб дозволяє отримати тродом у захисному газі. добре сформоване зварне з'єднання кільцевого Відсутність скосу кромок у кільцевому стику стика різного роду труб, тіл обертання тощо без дає можливість отримати непрослаблене зварне трудомісткого скошення зварюваних кромок і виз'єднання дуговим зварюванням неплавким елеккористання присаджувального дроту, поліпшити тродом у захисному газі без подачі присаджувальструктуру металу, технологічну міцність, механічні ного дроту, а завдяки обертанню стика - досягти властивості зварного з'єднання гартівної сталі, практичної незмінності умов формування його. спростити технологічний процес зварювання, виПри неповних проплавленнях з дотриманням користовувати простіше зварювальне обладнання. погонної енергії зварювання, не більшої за 0,95 При здійсненні способу тіла обертання без погонної енергії для наскрізного проплавлення, скосу кромок збирають щільно встик в обертачі, на забезпечують якісне формування зварного зовнішню та внутрішню поверхні кромок наносять з'єднання. А перевищення наведеної межі призвоактивуючий флюс та проплавляють кільцевий стик дить до утворення якщо не пропалів, то до проз кожної сторони дугою від неплавкого електроду в слаблення його зі сторони дії дуги та провисання захисному газі без подавання присаджувального його зі зворотної сторони внаслідок наскрізного дроту. Погонну енергію зварювання q/V з кожної проплавлення, особливо в зоні перекриття прохосторони підтримують не більшою за 0,95, а в сумі ду (подвійного розплавлення металу на одному не меншою за 1,20 від погонної енергії для проході) при зварюванні труб малого діаметру, де наскрізного проплавлення. При цьому за рахунок виникає високий автопідігрів, при різнотовщинності перекриття неповних проплавлень з обох сторін та поганій зборці кромок, використанні утворюють повний, суцільний по товщині кромок, неоднорідних зварювальних матеріалів і сталі, проплав. Неповні проплавлення з кожної сторони коливанні напруги та довжини дуги. Нанесення на виконують почергово або разом (повністю чи зі поверхні кромок активуючого флюсу, який зміщенням у часі, не більшим за період обертанзбільшує проплавляльну здатність дуги, дає ня). Швидкість обертання кільцевого стика та можливість зменшити струм зварювання, розмір та електричні параметри зварювання (І, U) його вагу зварювальної ванни, силу тиску на неї дуги, ззовні та зсередини можна підтримувати однакополіпшити якість і властивості зварного з'єднання, вими при співвідношенні товщини кромок і зварювати кільцевий стик більшої товщини кромок. зовнішнього діаметру D кільцевого обертового Для отримання шва, суцільного по товщині стика, принаймні, до 0,11. 5 74936 6 Прикладом запропонованого способу є аргоззовні та зсередини кільцевого стика під час обернодугове зварювання вольфрамовим електродом тання труб. Погонні енергії зварювання регулюють труб зовнішнім діаметром 108 та 426 мм товщиструмом І та швидкістю зварювання V, напругу на ною стінки 12 мм із вуглецевих легованих сталей. дузі U підтримують 9-12 В в залежності від струму Після торцювання їх збирають без зазору зварювання. кільцевий стик з горизонтальною віссю обертання, У таблиці наведено варіанти аргонодугового на внутрішню та зовнішню поверхні кромок нанозварювання вольфрамовим електродом сять активуючий флюс. Використовуючи комплекс кільцевого стика. До запропонованого способу обладнання в складі обертача ОБ-631 з роликоналежать варіанти 1-3 і 6, які забезпечують якісне вою опорою, установки АРК-1 зі зварювальним формування зварного з'єднання з перекриттям випрямлювачем ВСВУ-315, технологічного припроплавів. Варіанти 4 і 5, які є позамежними, не стосування для розміщення пальників з вольфразабезпечують належної якості зварного з'єднання, мовим електродом, виконують зварювання у нижнедоліком їх є відсутність перекриття проплавів по ньому положенні неповними проплавленнями товщині кромок, провисання та прослаблення шва. Таблиця Розмір зварюваної труби №№ п/п Ззовні D D мм Особливості зварювання неповними проплавленнями 1. 12 108 0,11 2. 3. -"-" -"-" -"-" 4. -" -" -" 5. 6. -"12 -"426 -"0,03 Послідовність проплавлень Із Vз А Почергове ззовні та зсередини -"-"Почергово зсередини та ззовні -"Одночасно nз об/хв м/год 210 0,15 3,05 170 250 -"-" 255 160 230 qзVз Вт.год м Iв Зсередини nв Vв qвVв Вт.год м A об/хв м/год 827 190 0,19 3,0 697 -"-" 613 984 170 95 0,15 0,20 2,37 3,16 789 270 -" -" 1003 80 -" -" 228 -"0,04 -"3,21 570 860 160 230 0,19 0,04 3,00 303 586 911 Продовження таблиці №№ п/п Співвідношення погонних енергій зварювання та наскрізного проплавлення qз/Vз qв/Vв qз/Vз+qв/Vв qн/Vн qн/Vн qн/Vн Перекриття проплавів 1. 0,79 0,67 1,46 є 2. 0,59 0,76 1,35 є 3. 0,95 0,26 1,20 є 4. 0,96 0,22 1,18 нема 5. 0,55 0,57 1,12 нема 6. 0,78 0,83 1,61 Примітка: Погонна енергія наскрізного проплавлення Комп’ютерна верстка М. Клюкін qн Vн =1040 є Вид дефектів у зварному з'єднанні без провисання та прослаблення шва -“місцеве потовщення шва зсередини провисання шва зсередини та прослаблення його ззовні без провисання та прослаблення шва -“ Вт.год м Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arched two-pass welding of annular joint of pipes
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych, Lupan Arkadii Pylypovych, Pikiner Yurii Spyrydonovych, Ostrovskyi Ihor Romanovych, Yankovskyi Volodymyr Mykhailovych
Назва патенту російськоюСпособ дуговой двухпроходной сварки кольцевого стыка труб
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович, Лупан Аркадий Филиппович, Пикинер Юрий Спиридонович, Островский Игорь Романович, Янковский Владимир Михайлович
МПК / Мітки
МПК: B23K 9/16
Мітки: зварювання, спосіб, стику, труб, кільцевого, дугового, двопрохідного
Код посилання
<a href="https://ua.patents.su/3-74936-sposib-dugovogo-dvoprokhidnogo-zvaryuvannya-kilcevogo-stiku-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового двопрохідного зварювання кільцевого стику труб</a>
Спосіб зварювання труб з трубними ґратами
Номер патенту: 53059
Опубліковано: 15.01.2003
Автори: Паненко Роман Миколайович, Гедрович Анатолій Іванович
МПК: B23K 31/00
Мітки: трубними, труб, спосіб, ґратами, зварювання
Формула / Реферат:
Спосіб зварювання труб з трубними ґратами, згідно з яким з'єднують труби з трубними ґратами, розвальцьовують труби, зсувають електрод пальника на деяку відстань від лінії з'єднання елементів та охолоджують за рахунок тепловідводів, виконаних у вигляді циліндричних Т-подібних елементів, горизонтальна частина яких контактує з поверхнею трубних ґрат, який відрізняється тим, що розвальцьовування труб здійснюють на величину (Z), що перевищує...
Спосіб механізованого дугового зварювання
Номер патенту: 50870
Опубліковано: 15.11.2002
Автори: Фартушний Володимир Григорович, Лащенко Георгій Іванович
МПК: B23K 37/02, B23K 9/00
Мітки: спосіб, зварювання, механізованого, дугового
Формула / Реферат:
Спосіб механізованого дугового зварювання, при якому використовують пристрій для переміщення зварювального інструмента, який переміщують вздовж осі сполучення зварюваних елементів зі швидкістю зварювання, який відрізняється тим, що зварювальний інструмент утримують і направляють безпосередньо рукою зварника, яку розміщують на пристрої для переміщення зварювального інструмента.
Спосіб електронно-променевого зварювання довільного криволінійного зварного стику
Номер патенту: 56712
Опубліковано: 15.05.2003
Автор: Богданов Владислав Ромуальдович
МПК: G05B 19/18, B23K 37/047, B23K 15/00
Мітки: довільного, зварювання, електронно-променевого, криволінійного, стику, спосіб, зварного
Формула / Реферат:
1. Спосіб електронно-променевого зварювання довільного криволінійного зварного стику, в якому вибирають на контурі зварного стику опорну точку та шляхом переміщення зварної деталі добиваються суміщення цієї точки та поточного положення осі електронно-променевої гармати, визначають систему координат, приймаючи за центр опорну точку, задають параметри сканування, виконують сканування, визначають координати напрямної точки або припиняють...
Спосіб дугового зварювання різнотовщинних елементів трубопроводу
Номер патенту: 68285
Опубліковано: 15.07.2004
Автори: Коломєєв Валентин Миколайович, Максимов Сергій Юрійович, Бут Віктор Степанович, Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович, Педько Борис Іванович
МПК: B23K 31/02, F16L 13/00
Мітки: різнотовщинних, елементів, трубопроводу, дугового, зварювання, спосіб
Формула / Реферат:
1. Спосіб дугового зварювання різнотовщинних елементів трубопроводу, які переважно мають різні характеристики міцності металу, шляхом спеціальної підготовки крайок і зварювання кільцевого монтажного стику, який відрізняється тим, що перед зварюванням монтажного кільцевого стику встановлюють підсилюючу розрізну муфту на елемент з меншою товщиною стінки, при цьому компенсують різницю товщин елементів трубопроводу, що стикуються, а до елемента...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: спосіб, обсадних, автоматичного, труб, зварювання, електродугового
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Попередній патент: Розпушувальний ніж сівалки
Наступний патент: Вагоноперекидач
Випадковий патент: Спосіб кількісного визначення полісульфону n,n-диметил-n,n-діаліламонійхлориду