Спосіб механізованого дугового зварювання
Номер патенту: 50870
Опубліковано: 15.11.2002
Автори: Лащенко Георгій Іванович, Фартушний Володимир Григорович
Формула / Реферат
Спосіб механізованого дугового зварювання, при якому використовують пристрій для переміщення зварювального інструмента, який переміщують вздовж осі сполучення зварюваних елементів зі швидкістю зварювання, який відрізняється тим, що зварювальний інструмент утримують і направляють безпосередньо рукою зварника, яку розміщують на пристрої для переміщення зварювального інструмента.
Текст
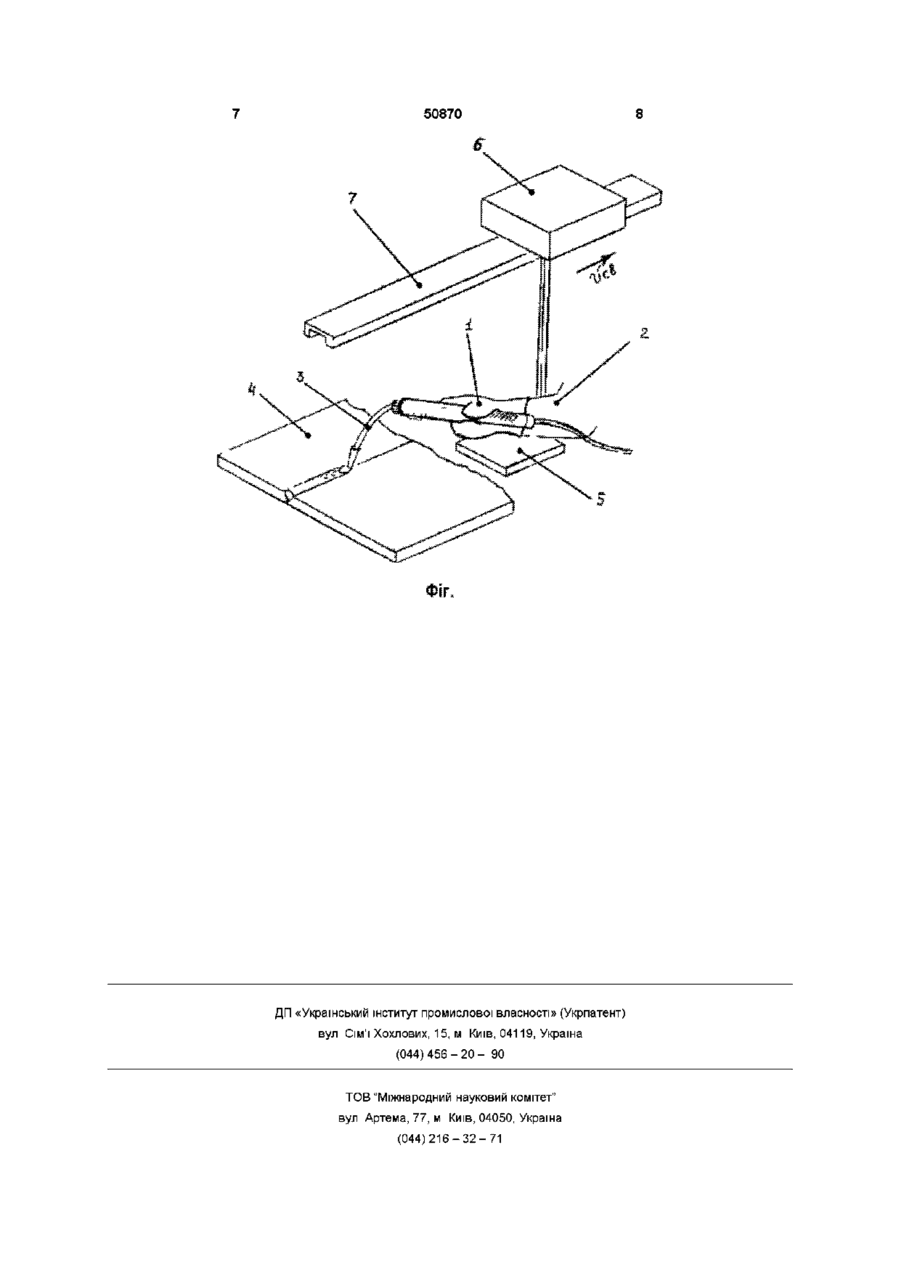
Спосіб механізованого дугового зварювання, при якому використовують пристрій для переміщення зварювального інструмента, який переміщують вздовж осі сполучення зварюваних елементів зі швидкістю зварювання, який відрізняється тим, що зварювальний інструмент утримують і направляють безпосередньо рукою зварника, яку розміщують на пристрої для переміщення зварювального інструмента О 0 0 о ю 50870 ється меншою мобільністю, ніж напівавтоматичне і ручне зварювання, потребує наявності спеціального обладнання та більшої точності підготовки і збору деталей під зварювання, тому що можливості зміни режиму зварювання на ходу в залежності від коливання величини зазору, кута розділення кромок і т п вельми обмежені Найбільш перспективним є автоматичне зварювання з застосуванням промислових роботів (Тимченко В А , Сухомлін А А Роботизація зварювального виробництва -К Технологія, 1988 175с) Наявність сучасних систем програмування, адаптації і сенсорних пристроїв дозволяє повністю виключити людину з виробничого процесу зварювання Як правило, в робото-технічних комплексах дугового зварювання оператор виконує контролюючі і деякі другорядні виробничі функції Однак, висока вартість таких комплексів практично не дозволяє використовувати їх рентабельно в умовах мілких та середніх виробництв з мілкосерійним характером продукції, що виробляється За прототип запропонованого винаходу прийнятий спосіб механізованого дугового зварювання, при якому використовують пристрій для переміщення зварювального інструменту, який переміщують вздовж осі сполучення зварювальних елементів зі швидкістю, рівною швидкості зварювання (Пристрій для переміщення держака напівавтомата /В Д Ковальов, В Є Патон, М Г Бельфор та ш // Автоматичне зварювання 1978-№1 -с 38-40) В цьому винаході описана технологія процесу зварювання шланговим напівавтоматом із застосуванням пристроїв для переміщення держака напівавтомату При використанні таких пристроїв зварювальник не приймає безпосередньої участі в утворенні шва, а керує технологічним процесом за допомогою пульта У порівнянні з традиційним напівавтоматичним зварюванням процес відрізняється кращими умовами праці та більш високою якістю швів при умові дотримання відповідної підготовки кромок і точності збору деталей під зварювання, можливості змінювання режиму в процесі зварювання в залежності від коливань величини зазору, кута розділення кромок та ш Зварювальний електрод, що направляється пристроєм для переміщення, рухається в суворо обумовленому напрямку вздовж кромок елементів, що зварюються, не маючи змоги відхилення від нього Тому у разі нерівномірного віддалення кромок відносно одна одної можливе виникнення непроварів у місцях, найбільш віддалених від середини шва Таким чином, недоліком відомої технології є обмеження можливостей просторового маневрування зварювальним електродом при збереженні постійної величини швидкості зварювання протягом всього процесу, що негативно впливає на якість зварного з'єднання, особливо в разі нерівномірного зазору по довжині кромок зварювальних елементів, коли переміщення електроду в напрямку, перпендикулярному осі шва, є конче необхідним для якісного проплавлення кромок і наведення зварювальної ванни Крім того, виникають утруднення при виконанні коротких швів і при здійсненні процесу зварю вання багатопрохідних та багатошарових швів, виконання яких потребує багаторазового збудження дуги і накладення шарів металу один на одного В умовах, коли електрод є зафіксованим у пристрої для переміщення, регулювання величини дугового стовпа значно ускладнюється, тому процес зварювання коротких та багатопрохідних швів супроводжується частими обривами дуги В основу винаходу покладена задача спрощення та підвищення ефективності способу механізованого дугового зварювання шляхом удосконалення орієнтації зварювального інструменту відносно кромок, що підлягають зварюванню, а саме - направлення його розміщеною на пристрої для переміщення рукою зварювальника, що забезпечує можливість маніпулювання зварювальним електродом в просторі в будь-якому напрямку без зміни швидкості зварювання, і тим самим дозволяє варіювати геометричні розміри та форму шва в залежності від відстані між кромками, їх рельєфу та конкретних умов зварювання, а також встановлювати і регулювати величину дугового проміжку при частих збудженнях дуги без обривів останньої Поставлена задача досягається завдяки тому, що в способі механізованого дугового зварювання, при якому використовують пристрій для переміщення зварювального інструмент , який переміщують вздовж осі сполучення зварюваних елементів зі швидкістю, рівною швидкості зварювання, згідно винаходу, зварювальний інструмент підтримують і направляють за допомогою руки зварника, яку розміщують на пристрої для переміщення зварювального інструменту Вказаний технічний результат забезпечується завдяки тому, що зварювальний інструмент (пальник або держак) встановлюють не на пристрої для переміщення, а в руці зварника, яка, в свою чергу, розміщена на згаданому пристрої, що рухається зі швидкістю, рівною швидкості зварювання На відміну від зварювального інструменту, який згідно відомого способу жорстко закріплений на пристрої для переміщення, інструмент, розміщений в такому гнучкому елементі, яким є рука оператора, має можливість відхилятися в будь-якому просторовому напрямку відносно ВІСІ зварювального шва Враховуючи той факт, що переміщення зварювального інструменту поздовж шва відбувається зі швидкістю зварювання (що обумовлюється переміщенням руки разом з пристроєм, швидкість якого налагоджена на швидкість зварювання), досягаються найбільш сприятливі умови для проведення якісного процесу утому випадку, коли немає можливості забезпечити рівномірну відстань між кромками деталей, що зварюються Слід відзначити, що наявність таких умов, коли зварюванню піддягають елементи з ідеально розділеними кромками, є не частим явищем, а на практиці, як правило, доводиться мати справу з нерівномірністю геометричних розмірів елементів, в тому числі і в зоні розділення їх кромок - як, наприклад, при проведенні ремонтних робіт, в будівництві і т д Коли зварювальник помічає будь-яке розширення відстані між кромками в момент проведення процесу, він має змогу направити електрод в поперечному напрямку для проплавлення віддалених кромок та 50870 заповнення простору між ними розплавленим металом Так само і при здійсненні коротких та багатошарових швів зварювальник може легко регулювати відстань між електродом та поверхнею деталі для збудження та підтримання стійкої дуги, в разі потреби піднімаючи або опускаючи рукою електрод, не перериваючи при цьому горіння дуги У відомому винаході здійснення таких швів потребує багаторазового налагодження умов зварювання закріплення електроду в пристрої для переміщення на відстані ВІДПОВІДНОГО дугового проміжку, переналагодження пристрою для кожного проходу, відновлення дуги в разі її обриву Звичайно, така технологія суттєво знижує продуктивність процесу та якість зварювання Суть запропонованого винаходу та принцип його здійснення пояснює приведене креслення (див фіг) Зварювальник, що утримує кистю 1 руки 2 пальник (або держак) 3, здійснює збудження дуги і початкове проплавлення металу виробу 4 Після, чого рука 2, що розміщена на опорній площадці пристрою 5 для переміщення зварювального інструменту, за допомогою приводного механізму 6, розміщеного на напрямній 7, починає переміщуватися зі швидкістю, рівною швидкості зварювання \/зв вздовж осі сполучення елементів виробу, що зварюються При цьому за допомогою кисті 1 руки 2 здійснюється підтримання необхідної довжини дугового розряду, маніпуляція кінцем електроду для надання шву потрібної форми, направлення електроду відносно стику і т п В разі необхідності (наявності великого зазору в стику, перевищення величини кромок і т п ) зварювальник може перейти на короткочасне ручне переміщення дуги вздовж стику з потрібною швидкістю, а потім продовжити зварювання з механізованим переміщенням руки При зварюванні коротких швів (до 600 - 800мм) тіло зварника може зоставатися нерухомим в сидячому положенні або стоячи, а при здійсненні більш подовжніх швів зварювальник переміщується кроками по мірі зварювання ділянок шва Однак, і в тому, і в іншому випадку швидкість переміщення руки залишається механізованою, плавною і відповідаючою величині \/зв Завдяки тому, що функція переміщення руки здійснюється механізованим способом, зварювальний підлягає меншим фізичним та нервовим навантаженням, більш уваги приділяє маніпулюванню електродом в процесі формування шва, підвищуючи якість зварного з'єднання, а сам шов може виконуватися з більшою швидкістю У запропонованому способі напівавтоматичне зварювання по технічним можливостям наближається до автоматичного роботизованого зварювання При цьому максимально використовуються сенсорні можливості людини Слід ВІДМІТИТИ, ЩО такий спосіб зварювання може бути застосований і до ручного дугового зварювання в цьому випадку воно буде трансформоване в механізоване Вартість комплекту обладнання для реалізації запропонованого способу в 5 - 10 раз нижча вартості обладнання, що входить до робототехнолопчного комплексу За допомогою запропонованого способу можуть бути зварені будь-які типи з'єднань в різних просторових положеннях, в тому числі із застосуванням ручного дугового зварювання штучними електродами і електродом, що не плавиться Конкретний приклад здійснення способу До балок коробчатого перетину, зібраних з двох швелерів №20 довжиною 2500мм здійснювалось приварювання кутовими швами шести платиків, розміщених на різних відстанях від осі балки Зварювання першої балки виконувалось з використанням універсального зварювального пристрою, який дозволяє вести процес закріпленим в ньому держаком напівавтомата, описаним у відомому винаході, що переміщується зі швидкістю зварювання Зварювання другої балки здійснювалось за допомогою запропонованого пристрою для переміщення зварювального інструменту, що направлявся рукою зварювальника зі швидкістю зварювання У першому випадку загальний час зварювання балки з урахуванням необхідності корегування положення пальника відносно осі зварювальних елементів становив 18 хвилин, а в другому - 11 хвилин При цьому шви відрізнялись плавним переходом до основного металу, мали рівномірний катет, прихвати та підрізи були відсутні 50870 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mechanical arc welding
Назва патенту російськоюСпособ механизированной дуговой сварки
МПК / Мітки
МПК: B23K 37/02, B23K 9/00
Мітки: спосіб, механізованого, дугового, зварювання
Код посилання
<a href="https://ua.patents.su/4-50870-sposib-mekhanizovanogo-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб механізованого дугового зварювання</a>
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Копилов Леонід Миколайович, Коба Сергій Олександрович, Зяхор Василь Кузьмич, Тертичний Олег Олександрович, Базаров Валерій Сергійович, Тарасенко Олександр Герасимович, Ковтуненко Віктор Олексійович
МПК: B23K 9/173
Мітки: механізованого, зварювання, спосіб, дугового
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Колесник Георгій Фомич, Сидорук Володимир Степанович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович
МПК: B23K 25/00
Мітки: дуги, зварювання, наплавлення, подачі, механізованого, спосіб, дугового, регулюванням, електрода, модуляцією, швидкості
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Зацерковний Сергій Анатолійович, Кістерська Світлана Михайлівна, Дудко Данило Андрійович, Горбенко Микола Володимирович
МПК: B23K 9/10
Мітки: зварювання, автономний, тонким, електродним, дротом, дугового, механізованого, пристрій
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Пристрій для дугового зварювання
Номер патенту: 33210
Опубліковано: 15.02.2001
Автори: Казаков Микола Костянтинович, Кучеренко Володимир Олександрович, Гончарук Дмитро Олександрович
МПК: B23K 9/00
Мітки: пристрій, зварювання, дугового
Текст:
...для дугового зварювання. На Фіг. 2 зображена зовнішня статична характеристика пропонуємого пристрою. 1 Пристрій для дугового зварювання включає: вхідний випрямляч 1, перший перетворювач проміжної високої частоти 2, зварювальний трансформатор з низьким значенням напруги холостого ходу і великим струмом короткого замикання 3, другий перетворювач проміжної високої частоти 4, зварювальний трансформатор з високим значенням напруги холостого ходу і...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Копіленко Євгеній Аркадійович, Солянік Володимир Володимирович, Работінскій Дмітрій Ніколаєвіч, Павленко Георгій Васильович, Карасєв Міхаіл Валєнтіновіч, Сорока Володимир Леонідович
МПК: B23K 9/00, B23K 9/095, B23K 9/09
Мітки: живлення, дугового, замиканнями, здійснення, короткими, проміжку, джерело, зварювання, спосіб
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Попередній патент: Флюс для розкислювання сталі
Наступний патент: Кінцевий кран повітряної магістралі рухомого складу рейкового транспорту
Випадковий патент: Спосіб виробництва сухого столового вина "олегро", типу хересу