Пальник для електродугового наплавлення у середовищі захисних газів
Номер патенту: 7718
Опубліковано: 15.07.2005
Автори: Андюк Арсеній Веніамінович, Жеребчевський Давід Ефроїмович, Клейно Наталія Борисівна
Формула / Реферат
1. Пальник для електродугового наплавлення в середовищі захисних газів, що містить струмопровідний мундштук з осьовим каналом для переміщення дротового електрода, до нижнього торця якого закріплений змінний наконечник з осьовим отвором для напрямку дротового електрода в місце наплавлення, мундштук встановлений за допомогою центруючої циліндричної втулки із діелектрика уздовж осі сопла подачі захисних газів, кільцеву порожнину для підведення і вирівнювання тиску захисних газів, який відрізняється тим, що струмопровідний мундштук на більшій частині його довжини поміщений у водоохолоджувальну кільцеву порожнину, при цьому його осьовий канал по довжині заповнений самоцентрувальними втулками з тугоплавкого композиційного матеріалу, що формують осьовий отвір для переміщення дротового електрода, нижній торець мундштука розташований біля вихідного перерізу, що звужується до осі циліндричного сопла кільцевої щілини для витікання захисних газів, стінка циліндричного сопла від його торця на довжині, рівній діаметру сопла, оснащена водоохолоджувальною кільцевою порожниною зі штуцерами підведення і відводу води, зовнішній діаметр якої становить не більше 1,7-2 величини діаметра сопла, причому її торці скошені під кутом до осі сопла в напрямку, протилежному напрямку виходу захисних газів.
2. Пальник по п. 1, який відрізняється тим, що обсяг водоохолоджувальної кільцевої порожнини навколо стінки сопла в 1,5-2 рази більший обсягу додаткової водоохолоджувальної кільцевої порожнини навколо струмопровідного мундштука.
3. Пальник по п. 1, який відрізняється тим, що зовнішня стінка водоохолоджувальної порожнини сопла виконана з полірованої міді, причому торцеві поверхні скосу виконані з кутом нахилу до осі 40-50 градусів.
4. Пальник по п. 1, який відрізняється тим, що для швидкого вирівнювання тиску підведення захисних газів у кільцеву порожнину її виконано на протилежних кінцях діаметра з зустрічним напрямком руху струменів.
5. Пальник по п. 1, який відрізняється тим, що кути нахилу, які сходяться до осі сопла зовнішньої і внутрішньої стінок вихідної кільцевої щілини з порожнини підведення захисних газів, вибрані відповідно в межах 50-60° і 25-30°.
6. Пальник по п. 1, який відрізняється тим, що нижній торець змінного наконечника розміщений усередині сопла подачі захисних газів на відстані 5-8 мм від його торця.
7. Пальник по п. 1, який відрізняється тим, що самоцентрувальні втулки в осьовому каналі мундштука виконані довжиною не більше 20-25 мм із композиційного матеріалу вольфрам-нікель-мідь з формованим діаметром вихідного осьового отвору не більше 1,5 діаметрів дротового електрода.
Текст
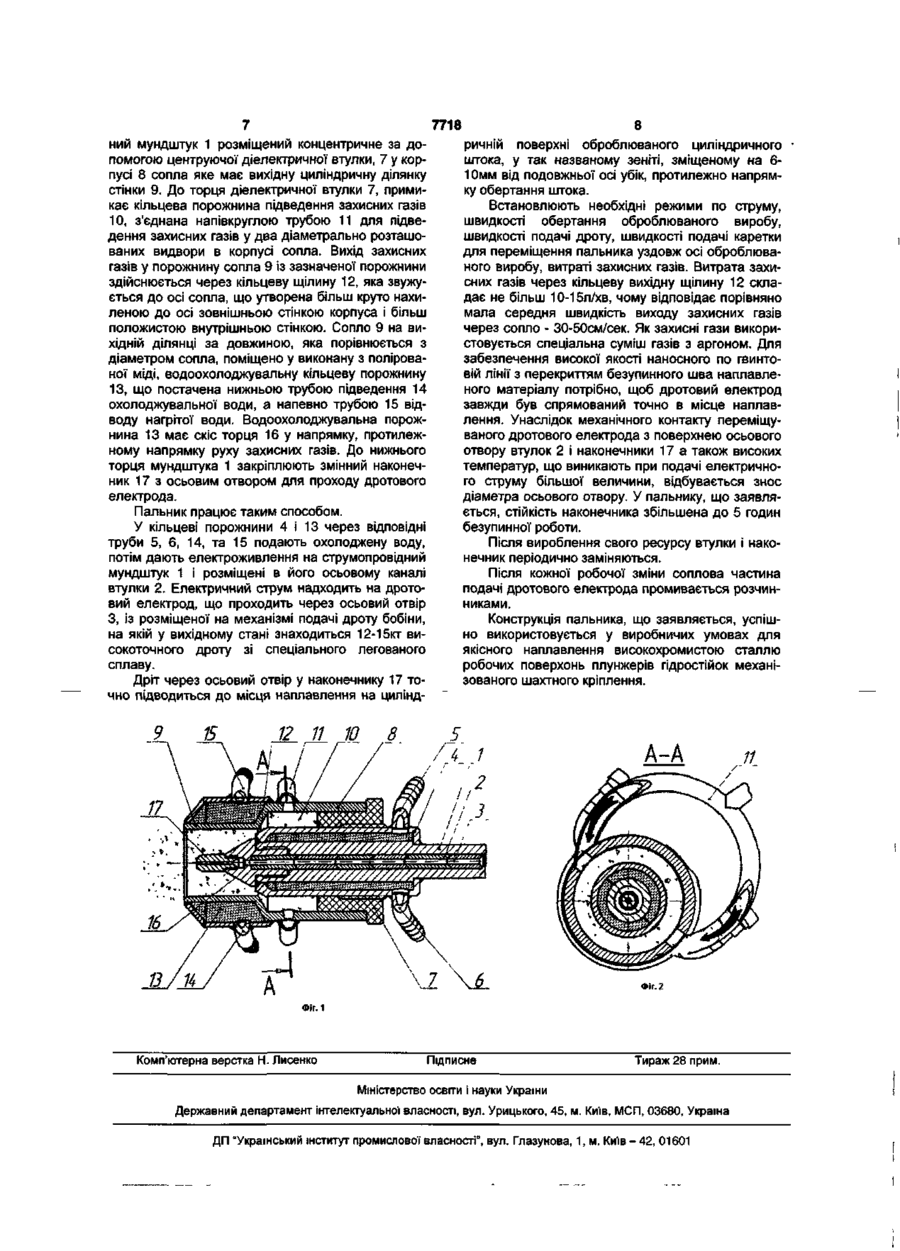
1. Пальник для електродугового наплавлення в середовищі захисних газів, що містить струмопровідний мундштук з осьовим каналом для переміщення дротового електрода, до нижнього торця якого закріплений змінний наконечник з осьовим отвором для напрямку дротового електрода в місце наплавлення, мундштук встановлений за допомогою центруючої циліндричної втулки із діелектрика уздовж осі сопла подачі захисних газів, кільцеву порожнину для підведення і вирівнювання тиску захисних газів, який відрізняється тим, що струмопровідний мундштук на більшій частині його довжини поміщений у водоохолоджувальну кільцеву порожнину, при цьому його осьовий канал по довжині заповнений самоцентрувальними втулками з тугоплавкого композиційного матеріалу, що формують осьовий отвір для переміщення дротового електрода, нижній торець мундштука розташований біля вихідного перерізу, що звужується до осі циліндричного сопла кільцевої щілини для витікання захисних газів, стінка циліндричного сопла від його торця на довжині, рівній діаметру сопла, оснащена водоохолоджувальною кільцевою порожниною зі штуцерами підведення і відводу води, зовнішній діаметр якої становить не більше 1,7-2 величини діаметра сопла, причому її торці скошені під кутом до осі сопла в напрямку, протилежному напрямку виходу захисних газів. 2. Пальник по п. 1, який відрізняється тим, що обсяг водоохолоджувальної кільцевої порожнини навколо стінки сопла в 1,5-2 рази більший обсягу додаткової водоохолоджувальної кільцевої порожнини навколо струмопровідного мундштука. 3. Пальник по п. 1, який відрізняється тим, що зовнішня стінка водоохолоджувальної порожнини сопла виконана з полірованої міді, причому торцеві поверхні скосу виконані з кутом нахилу до осі 40-50 градусів. 4. Пальник по п. 1, який відрізняється тим, що для швидкого вирівнювання тиску підведення захисних газів у кільцеву порожнину її виконано на протилежних кінцях діаметра з зустрічним напрямком руху струменів. 5. Пальник по п. 1, який відрізняється тим, що кути нахилу, які сходяться до осі сопла зовнішньої і внутрішньої стінок вихідної кільцевої щілини з порожнини підведення захисних газів, вибрані відповідно в межах 50-60° і 25-30°. 6. Пальник по п. 1, який відрізняється тим, що нижній торець змінного наконечника розміщений усередині сопла подачі захисних газів на відстані 5-8 мм від його торця. 7. Пальник по п. 1, який відрізняється тим, що самоцентрувальні втулки в осьовому каналі мундштука виконані довжиною не більше 20-25мм із композиційного матеріалу вольфрам-нікель-мідь з формованим діаметром вихідного осьового отвору не більше 1,5 діаметрів дротового електрода. 00 < Корисна модель відноситься до електродугової зварювальної техніки, а саме до конструкції пальника для наплавлення електродом, що плавиться, у виді високолегованого дроту в середовищі захисних газів. Пальник може знайти застосування на ремонтних заводах різних галузей промисловості, переважно для якісного відновлення наплавленням зношених зовнішніх поверхонь циліндричних тіл обертання типу валів, штоків і т.п. Конструкція зварювального пальника, який заявляється, є одним з основних елементів реалізації розробленого авторами процесу відновлення робочих поверхонь плунжерів і штоків гідроциліндрів стійок механізованого шахтного кріплення в режимі дугового струминного наплавлення їх по гвинтовій лінії точним без коливань безперервним швом [заявка №2003098348, В23К9/04,9/16 від 11.09.2003р.; патент України №61859А, оп. бюл. №11, 17.11.2003р.]. D 7718 Відомі і широко застосовуються методи електродугового наплавлення під флюсом, наплавлення в середовищі захисних газів і т.п. Розповсюдженим дефектом, металу, наплавленого цими способами, є пористість шва схильність до утворення тріщин і значне розбризкування металу. Зазначені дефекти зовсім неприпустимі при відновленні робочих поверхонь високонавантажених виробів типу штоків, плунжерів гідростійок шахтного кріплення [Л.Н.Воробйов "Технологія машинобудування і ремонт машин". Москва. Вища школа, 1981р. §98, с.252-278]. [1] Якість шару, якій наплавляється при методі зварювання і наплавлення в середовищі захисних газів значною мірою визначаються конструктивною досконалістю зварювального пальника, що забезпечує стабільність горіння дуги і запобігання розбризкування металу [Технологія механізованого дугового та електродугового зварювання, Москва, Вища школа, 1977р. гл.4. Автоматичне і напівавтоматичне зварювання в захисних газах. С.191222]. [2] 3 огляду на високу температуру горіння дуги і значних теплових потоків, для забезпечення тривалої і стабільної роботи пальник в багатьох випадках повинний бути виконаний водоохолоджувальним. Відомо велика кількість винаходів по зварювальних пальниках у середовищі захисних газів, спрямованих на рішення комплексної задачі підвищення якості наплавлення металу, що досягається, наприклад, за рахунок: 1) удосконалювання конструкції і матеріалу струмопровідного мундштука; 2) стабілізації подачі електродного дроту та електропідводу; [а.с. СРСР: №№1698003, 1698006, 1698007, В23К9/173; бюл. №46, 15.12.1991; 1706800, 1708558, 1715529, В23К/173 за 1992; 1815065, В23К9/173; патент РФ №2047441, В23К9/173]; 3) стабілізації потоку захисних газів і запобігання розбризкування металу та забивання зазорів [а.с. СРСР №№1694363, 1757816, 1798080, 1828792, В23К9/173; патенти РФ №№2009813, 2023555, В23К9/173]. З небажаним явищем розбризкування метала також намагаються боротися шляхом примусового керування переносом електродного металу імпульсами зварювального штока, шляхом подачі газу в пальник з тиском, який періодично змінюється і т.п. Такі технічні показники суттєво ускладнюють застосовуване обладнання. Техніко-економічні показники процесу наплавлення залежать від багатьох факторів, у тому числі від стійкості до стирання осьових каналів мундштука і наконечника при переміщенні через них дроту, коли на неї одночасно подають електричні струми великої величини. Гранично припустимий знос вихідної величини отвору, дорівнюється =1,1 діаметра електродного дроту, знаходиться у вузьких межах і не повинен перевищувати величину 2-2,2 діаметрів електродного дроту. Після цього зазначені деталі, виготовлені з тугоплавких дорогих матеріалів необхідно заміняти на нові. Приведені вище фактичні дані з рівня техніки свідчать, що проблема підвищення якості наплавлення високолегованого матеріалу в середовищі захисних газів продовжує залишатися актуальної. Як найбільш близьким аналогом, що обраний прототипом для корисної моделі, яка заявляється, по збігу призначення і ряду головних конструктивних ознак, прийнята схема мундштука автомата для зварювання в середовищі захисного газу вуглекислого газу, приведене на рис. 106, стор.194[2]. Загальними конструктивними ознаками прототипу і пальника, що заявляється, є струмопровідний мундштук з осьовим каналом для переміщення дротового електрода, який розміщений на бобіні механізму подачі зазначеного електрода; - мундштук встановлений концентричне стінкам водоохолоджувального сопла за допомогою центруючої втулки, із діелектрика; - до верхнього кінця мундштука кріпиться шина підведення електричного струму; - до нижнього торця кріплять змінний наконечник з осьовим отвором, діаметр якого перевищує діаметр дротового електрода при його величині 1,2мм приблизно на 10%; - кільцева порожнина для підведення захисного газу, вирівнювання його тиску, з наступним витіканням його через сопло. До недоліків прототипу варто віднести неможливість забезпечення високої якості наплавлення дротовим електродом з високохромистого металу без істотної конструктивної доробки в силу його спеціалізації для роботи на вуглекислому газі при діаметрі дроту 1,6-2,5мм. Крім того, при будь-якій істотній зміні режиму роботи пальника, наприклад, внаслідок заміни використовуваного як захисний газ вуглекислого газу на спеціальний склад захисного газу, також необхідно експериментальне підбирати цілий ряд параметрів для забезпечення оптимального режиму наплавлення. В основу корисної моделі, що заявляється, поставлена задача такого конструктивного удосконалення пальника для електродугового наплавлення в середовищі захисних газів, яка за рахунок особливостей виконання ряду вузлів забезпечувало б на обраних режимах по величині струму, швидкості подачі дротового електрода і витраті захисних газів необхідну тривалість безупинного режиму дугового струминного наплавлення, зниження розбризкування краплин металу і виключення забивання сопла шлаками. За рахунок цього досягається висока якість наплавлення, технологічність і продуктивність ремонту. Поставлена задача вирішується тим, що в пальнику для електродугового наплавлення в середовищі захисних газів, міститься струмопровідний мундштук з осьовим каналом для переміщення дротового електрода, до нижнього торця якого закріплений змінний наконечник з осьовим отвором для напрямку дротового електрода в місце наплавлення, мундштук встановлений за допомогою циліндричної центруючої втулки, із діелектрика уздовж осі сопла подачі захисних газів, кільцеву порожнину для підведення і вирівнювання тиску захисних газів, відповідно до корисної моделі - струмопровідний мундштук на більшій части 7718 ні його довжини поміщений у водоохолоджувальну кільцеву порожнину; - його осьовий канал по довжині заповнений самоцентрувальними втулками з тугоплавкого матеріалу, що формують осьовий отвір для переміщення дротового електрода; - нижній торець мундштука розташований у вихідного перетину звужується до осі сопла кільцевої щілини для витікання захисних газів; - стінка циліндричного сопла від його торця на довжині, рівної діаметру сопла, постачена водоохолоджувальною кільцевою порожниною зі штуцерами підведення і відводу води, зовнішній діаметр якої виконаний не більш 1,7-2 розмірів діаметра сопла, причому її торці скошені під кутом до осі сопла в напрямку, протилежному напрямку виходу захисних газів. Конкретними відмітними ознаками пальника по заявленій корисній моделі є наступні: - Обсяг водоохолоджувальної кільцевої порожнини навколо стінки сопла в 1,5-2 рази перевищує обсяг додаткової водоохолоджувальної кільцевої порожнини навколо мундштука. - Зовнішня стінка водоохолоджувальної порожнини сопла виконана з полірованої міді, причому торцеві поверхні скосу виконані з кутом їхнього нахилу до осі 40-50. Для швидкого вирівнювання тиску захисних газів у кільцеву порожнину підвід виконаний двома трубами, які розміщені на протилежних кінцях діаметра з забезпеченням зустрічного напрямку руху струменів. - Вихідна кільцева щілина з порожнини підведення захисних газів виконана під кутом до осі сопла з різними кутами нахилу для зовнішньої і внутрішньої стінок у межах 50-60° і 25-30° відповідно. - Нижній торець змінного наконечника розміщений у порожнині сопла подачі захисних газів на відстані 5-8мм від його торця. - Самоцентрувальні змінні втулки виконані з тугоплавкого матеріалу вольфрам-нікель-мідь довжиною не більш 20-25мм із формованим вихідним діаметром осьового отвору не більш 1,5 діаметрів дротового електрода. Зазначені конструктивні особливості конкретної реалізації пальники не є обов'язковими, а найбільш кращими з погляду заявника і не виключають можливість іншого виконання в межах заявленої сутності корисної моделі. Перераховані вище відмітні ознаки в їхньому взаємозв'язку дозволяють вирішити поставлену задачу і забезпечити досягнення технічного результату. Застосування додаткової водоохолоджувальної порожнини на 70-80% довжини струмопровідного мундштука в комбінації з виконанням збірного осьового отвору для переміщення дротового електрода з тугоплавкого матеріалу забезпечує істотне охолодження струмопровідного мундштука, а також ізоляційної діелектричної втулки, що сприяє меншому зносу і більшій тривалій стійкості осьового отвору у втулках і наконечнику. Цьому ж сприяє й обране взаємне розташування вихідної щілини з порожнини підведення захисних газів стосовно торця мундштука і змінно му наконечнику. Крім того, правильна організація витікання захисних газів з кільцевої порожнини на вхід у сопло значною мірою забезпечує поліпшену аеродинаміку зовнішнього обтікання пальника і виключає переміщення краплин і струменів розплавленого металу в просторі зворотними вихровими штоками. Підвищену теплостійкість і гарну аеродинаміку пальника забезпечує також конструктивне виконання на зовнішній стінці сопла водоохолоджувальної порожнини з торцевим скосом. Це виключає можливість прогару стінки сопла. Використання полірованої міді крім високої теплопровідності матеріалу сприяє істотному зниженню прилипання бризів і крапель розплавленого металу до охолодженої гладкої поверхні. Зниження прилипання краплин металу на внутрішні порожнини пальника, на наконечник, виключає забивання сопла шлаками. За рахунок використання в пальнику взаємозалежних конструктивних ознак був успішно реалізований основний процес наплавлення робочих поверхонь плунжерів і штоків гідроциліндрів стійок шахтного кріплення по патенту України №61859А. На Фіг.1 схематично представлена конструкція пальника, що заявляється, а на Фіг.2 - схема підведення від джерела захисних газів у кільцеву порожнину захисних газів, де: 1 - струмопровідний мундштук з осьовим каналом заповнений самоцентрувальними втулками із тугоплавкого матеріалу, 2 - набір із самоцентрувальних втулок 3 - осьовий отвір для переміщення дротового електрода (не показаний); 4 - кільцева водоохолоджувальна порожнина струмопровідного мундштука 5 - труба підведення води 6. - труба відводу води 7 - центруюча втулка, з діелектрика 8 - корпус циліндричного сопла 9 - циліндричне сопло 10 - кільцева порожнина підведення захисних газів 11 - труба підведення захисних газів до отворів у корпусі сопла 12 - кільцева вихідна щілина, яка звужується в напрямку до осі сопла з порожнини підведення захисних газів 13.- водоохолоджувальна кільцева порожнина на стінці циліндричного сопла. 14. - труба підведення води 15 - труба відводу води 16 - торцевий скіс мідної полірованої стінки водоохолоджувальної кільцевої порожнини 17 - наконечник з осьовим отвором Відомості, що підтверджують можливість здійснення корисної моделі. Пальник виконаний у виді мідного струмопровідного мундштука 1 з осьовим каналом, у якому встановлений ряд самоцентрувальних втулок 2 з тугоплавкого композиційного матеріалу, що утворюють осьовий отвір 3 для переміщення дротового електрода. Мундштук зовні на 70-80% його довжини поміщений у водоохолоджувальну кільцеву порожнину 4, що постачена трубами 5, 6 підведення і відводу охолоджувальної води. Зазначе 7718 ний мундштук 1 розміщений концентричне за допомогою центруючої діелектричної втулки, 7 у корпусі 8 сопла яке має вихідну циліндричну ділянку стінки 9. До торця діелектричної втулки 7, примикає кільцева порожнина підведення захисних газів 10, з'єднана напівкруглою трубою 11 для підведення захисних газів у два діаметрально розташованих видвори в корпусі сопла. Вихід захисних газів у порожнину сопла 9 із зазначеної порожнини здійснюється через кільцеву щілину 12, яка звужується до осі сопла, що утворена більш круто нахиленою до осі зовнішньою стінкою корпуса і більш положистою внутрішньою стінкою. Сопло 9 на вихідній ділянці за довжиною, яка порівнюється з діаметром сопла, поміщено у виконану з полірованої міді, водоохолоджувальну кільцеву порожнину 13, що постачена нижньою трубою підведення 14 охолоджувальної води, а напевно трубою 15 відводу нагрітої води. Водоохолоджувальна порожнина 13 має скіс торця 16 у напрямку, протилежному напрямку руху захисних газів. До нижнього торця мундштука 1 закріплюють змінний наконечник 17 з осьовим отвором для проходу дротового електрода. Пальник працює таким способом. У кільцеві порожнини 4 і 13 через відповідні труби 5, 6, 14, та 15 подають охолоджену воду, потім дають електроживлення на струмопровіднии мундштук 1 і розміщені в його осьовому каналі втулки 2. Електричний струм надходить на дротовий електрод, що проходить через осьовий отвір З, із розміщеної на механізмі подачі дроту бобіни, на якій у вихідному стані знаходиться 12-15кт високоточного дроту зі спеціального легованого сплаву. Дріт через осьовий отвір у наконечнику 17 точно підводиться до місця наплавлення на цилінд 8 ричній поверхні оброблюваного циліндричного штока, у так названому зеніті, зміщеному на 610мм від подовжньої осі убік, протилежно напрямку обертання штока. Встановлюють необхідні режими по струму, швидкості обертання оброблюваного виробу, швидкості подачі дроту, швидкості подачі каретки для переміщення пальника уздовж осі оброблюваного виробу, витраті захисних газів. Витрата захисних газів через кільцеву вихідну щілину 12 складає не більш 10-15л/хв, чому відповідає порівняно мала середня швидкість виходу захисних газів через сопло - 30-50см/сек. Як захисні гази використовується спеціальна суміш газів з аргоном. Для забезпечення високої якості наносного по гвинтовій лінії з перекриттям безупинного шва наплавленого матеріалу потрібно, щоб дротовий електрод завжди був спрямований точно в місце наплавлення. Унаслідок механічного контакту переміщуваного дротового електрода з поверхнею осьового отвору втулок 2 і наконечники 17 а також високих температур, що виникають при подачі електричного струму більшої величини, відбувається знос діаметра осьового отвору. У пальнику, що заявляється, стійкість наконечника збільшена до 5 годин безупинної роботи. Після вироблення свого ресурсу втулки і наконечник періодично заміняються. Після кожної робочої зміни соплова частина подачі дротового електрода промивається розчинниками. Конструкція пальника, що заявляється, успішно використовується у виробничих умовах для якісного наплавлення високохромистою сталлю робочих поверхонь плунжерів гідростійок механізованого шахтного кріплення. А-А ////////////////////А/І///// //////////////////./J//////A Фіг. 2 Фіг. 1 Комп'ютерна верстка Н. Лисенко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBurner for electric arc hard-facing in the medium of shielding gases
Автори англійськоюKleino Natalia Borysivna, Zherebchevskyi David Yafroimovych
Назва патенту російськоюГорелка для электродугового наплавления в среде защитных газов
Автори російськоюКлейно Наталья Борисовна, Жеребчевский Давид Эфроимович
МПК / Мітки
МПК: B23K 9/00
Мітки: електродугового, пальник, газів, середовищі, наплавлення, захисних
Код посилання
<a href="https://ua.patents.su/4-7718-palnik-dlya-elektrodugovogo-naplavlennya-u-seredovishhi-zakhisnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Пальник для електродугового наплавлення у середовищі захисних газів</a>
Пристрій для електродугового зварювання в середовищі захисних газів
Номер патенту: 2940
Опубліковано: 26.12.1994
Автори: Фуголь Володимир Федорович, Галанцан Ушер Срульович
Мітки: пристрій, електродугового, зварювання, газів, захисних, середовищі
Формула / Реферат:
Устройство для электродуговой сварки в среде защитных газов, содержащее сварочную горелку, соединенную газопроводом с источником защитного газа, и светозащитную маску с установленным на ней подвижно светофильтром и приводом перемещения светофильтра, выполненным в виде пневмоцилиндра, а также узел управления приводом светофильтра, размещенным на сварочной горелке, отличающееся тем, что, с целью упрощения управления светофильтром, узел...
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів
Номер патенту: 465
Опубліковано: 29.12.1999
Автори: Енан Алім Амідович, Бутвин Олександр Миколаєвич
МПК: B23K 9/16
Мітки: аерозолів, механізованої, пальника, місцевий, відсмоктувач, металів, електрозварки, зварювальних, захисних, середовищі, газів
Формула / Реферат:
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів, що містить відсмоктувальну насадку аркоподібної форми, рухомо закріплену на газовідвідній трубці з прохідним півкільцевим перерізом, який в і д-різняється тим, що газовідвідна трубка містить накладку, яка жорстко з'єднана з газовідвідною трубкою відсмоктувана та рукояткою пальника з допомогою шарнірної скоби та натяжного...
Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: Савицький Михайло Михайлович, Мельничук Георгій Михайлович, ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович
МПК: B23K 9/16
Мітки: зварювання, середовищі, металів, газів, сплавів, захисних, спосіб
Формула / Реферат:
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу. 2. Спосіб за п.1, який відрізняється...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Шейко Павло Петрович, Лебедєв Володимир Костянтинович, Жерносєков Анатолій Максимович, Шевчук Сергій Анатолійович, Патон Борис Євгенович
МПК: B23K 9/167, B23K 9/173
Мітки: зварювання, плавким, газів, середовищі, дугового, спосіб, захисних, електродом
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Бунаков Олексій Іванович, Кузнецов Валерій Дмитрович
МПК: B23K 9/04
Мітки: газі, електродом, наплавлення, присадним, неплавким, інертному, електродугового, спосіб, дротом
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...