Спосіб виготовлення полімеркомпозитної ізолюючої накладки для стикового ізолювального з’єднання рейок

Формула / Реферат
1. Спосіб виготовлення полімеркомпозитної ізолюючої накладки для стикового ізолювального з'єднання рейок шляхом просочування неперервного скловолокна ненасиченим поліефірним зв'язуючим, що містить каталізатор, укладання скловолокна в форму з наступною полімеризацією, який відрізняється тим, що як неперервне скловолокно використовують ровінг, який після просочування зв'язуючим намотують на мірний барабан, після чого просочений ровінг поділяють на мірні порції, мірні порції укладають без порожнин у форму, на яку попередньо наносять роздільник, та пресують під тиском 0,5 - 1,5 МПа протягом 30 - 50 хвилин.
2. Спосіб за п. 1, який відрізняється тим, що мірні порції ровінгу укладають шарами вздовж бокової поверхні форми паралельно її поздовжньої осі, а в середину форми мірні порції ровінгу укладають вздовж її перпендикулярної осі зигзагоподібно у вертикальному напрямі.
3. Спосіб за п. 1, який відрізняється тим, що мірні порції ровінгу укладають шарами паралельно поздовжній осі форми.
Текст
1. Спосіб виготовлення полімеркомпозитної ізолюючої накладки для стикового ізолювального з'єднання рейок шляхом просочування неперервного скловолокна ненасиченим поліефірним зв'язуючим, що містить каталізатор, укладання скловолокна в форму з наступною полімеризацією, який відрізняється тим, що як неперервне скло 3 75473 4 ізолювального стикового з'єднання рейок, який накладки, може спричиняти виникнення порожнин дозволяє підвищити міцнісні характеристики навсередині накладки, які негативно впливають на її кладки, забезпечити її високі ізолювальні фізико-механічні властивості, а також обумовлює властивості та високу якість, що забезпечується неповне заповнення форми. можливістю виготовлення ізолюючих накладок Прикладання тиску понад 1,5 МПа призводить заданої форми, практично позбутись браку під час до недоцільного використання енергоресурсів для виготовлення продукції. Використання способу забезпечення такого тиску та викликає витиснення дозволяє також забезпечити зниження зв'язуючого з форми, що в свою чергу призводить собівартості виготовлення продукції, високу до його нестачі для забезпечення міцних зв'язків технологічну швидкість процесу без погіршення між волокнами ровінгу. якості продукції. Крім того, спосіб, що заявляється, Пресування на протязі менше ніж 30 хвилин простий при використанні та не потребує значних не дозволяє отримувати накладку з заданим виробничих площ. рівнем полімеризації зв'язуючого, необхідним для Поставлена задача вирішується тим, що в встановлення міцних зв'язків між волокнами способі виготовлення полімеркомпозитної ровінгу та для забезпечення правильної ізолюючої накладки для ізолювального стикового геометричної форми накладки. з'єднання рейок шляхом просочування непереПресування протягом понад 50 хвилин прирвного скловолокна ненасиченим поліефірним зводить до збільшення тривалості циклу виготовзв'язуючим, що містить каталізатор, укладання лення накладки та, у зв'язку з надлишковою скловолокна в форму з наступною полімеризацією, полімеризацією зв'язуючого, суттєво ускладнює згідно з винаходом, як неперервне скловолокно процес обрізання облою після вилучення накладки використовують ровінг, який після просочування з форми. зв'язуючим намотують на мірний барабан, після Укладання мірних порцій ровінгу шарами чого просочений ровінг поділяють на мірні порції, вздовж бокової поверхні форми паралельно її мірні порції укладають без порожнин у форму, на поздовжньої осі дозволяє забезпечити максияку попередньо наносять роздільник, та пресують мальну міцність накладки в поздовжньому під тиском 0,5 ÷ 1,5 МПа на протязі 30 ÷ 50 хвилин. напрямі, а укладання мірних порцій ровінгу шараМірні порції ровінгу укладають шарами вздовж ми в середину форми вздовж її перпендикулярної бокової поверхні форми паралельно її осі зигзагоподібно у вертикальному напрямі - попоздовжньої осі, а в середину форми мірні порції перечну міцність, міцність на стискання, а також ровінгу укладають вздовж її перпендикулярної осі з'єднання верхнього та нижнього шарів поздовжніх зигзагоподібно у вертикальному напрямі. Мірні жмутів ровінгу, що, в свою чергу, забезпечує високі порції ровінгу укладають шарами паралельно її фізико-механічні властивості накладки. поздовжньої осі. Спосіб виготовлення полімеркомпозитної Використання ровінгу як неперервного склоізолюючої накладки для ізолювального стикового волокна, за рахунок його здатності швидко всмокз'єднання рейок, що заявляється, здійснювали тувати зв'язуюче, дозволяє скоротити тривалість таким чином. процесу просочування, крім того його легко З метою визначення впливу способу виготовподіляти на мірні порції, що, в свою чергу, лення полімеркомпозитної ізолюючої накладки для дозволяє скоротити процес укладання в форму та ізолювального стикового з'єднання рейок на забезпечити необхідну геометричну форму наміцність та ізолювальні властивості накладки в кладки. лабораторних умовах були виготовлені Намотування на мірний барабан ровінгу з полімеркомпозитні ізолюючі накладки для порцією зв'язуючого забезпечує примусове проізолювального стикового з'єднання рейок Р-65 никнення зв'язуючого в середину ровінгу, а також залізничних колій. скорочує час та полегшує процес поділення його На форму попередньо наносили роздільник на мірні порції. марки OSKAR 700. Ровінг лінійною щільністю 2400 Крім того, поділення просоченого ровінгу на текс зі скла Е-типу просочували ненасиченою мірні порції значно полегшує та прискорює процес поліефірною смолою марки NORSODYNE його укладання в форму, що також впливає на S25413TA, з вмістом 2 % пероксидного скорочення часу виготовлення накладок. каталізатора марки LUPEROX K1, шляхом його Укладання мірної порції просоченого ровінгу протягування через ємкість зі зв'язуючим на без порожнин у форму забезпечує підвищення мірний барабан (намотування) з одночасним міцності накладки та збільшує термін її відтисканням надлишків смоли, обрізали на мірні експлуатації. порції довжиною 1 м. Після чого мірну порцію укНанесення роздільника на форму запобігає ладали без порожнин у форму: на дно форми укприлипанню просоченого ровінгу до форми та ладали два шари по 500 джутів кожний, в середизабезпечує безперешкодне вилучення з неї ну форми зигзагоподібне у вертикальному напрямі готової накладки після пресування. укладали 175 джутів, з кожного боку форми уклаПресування під тиском 0,5 ÷ 1,5 МПа на дали шість шарів по 125 джутів кожний та зверху протязі 30 ÷ 50 хвилин забезпечує виготовлення вкривали двома шарами по 300 та 325 джутів накладки підвищеної міцності з високою якістю. відповідно. Потім форму ставили під прес і витриЗастосування тиску менше ніж 0,5 МПа не мували при навантаженні 0,8 МПа на протязі 40 дозволяє отримати накладку правильної хвилин. Після чого накладку виймали з форми та геометричної форми та забезпечити необхідні обрізали облой. міцнісні зв'язки між волокнами ровінгу всередині 5 Комп’ютерна верстка М. Клюкін 75473 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make polymer-composite insulating onlay for rail insulated butt joint
Назва патенту російськоюСпособ изготовления полимерокомпозитной изолирующей накладки для стыкового изолирующего соединения реек
МПК / Мітки
МПК: B32B 27/36, E01B 11/00
Мітки: ізолюючої, стикового, ізолювального, полімеркомпозитної, виготовлення, рейок, накладки, спосіб, з'єднання
Код посилання
<a href="https://ua.patents.su/3-75473-sposib-vigotovlennya-polimerkompozitno-izolyuyucho-nakladki-dlya-stikovogo-izolyuvalnogo-zehdnannya-rejjok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полімеркомпозитної ізолюючої накладки для стикового ізолювального з’єднання рейок</a>
Накладка рейкового стикового ізолювального з’єднання
Номер патенту: 72886
Опубліковано: 16.05.2005
Автори: Голубєв Вадим Олексійович, Оноприйчук Микола Петрович, Івановський Анатолій Олексійович, Яковлев Василь Олександрович, Бабенко Василь Клементович, Мищенко В'ячеслав Григорович, Койдан Василь Іванович, Закапко Віктор Якович
МПК: E01B 11/00
Мітки: ізолювального, з'єднання, рейкового, накладка, стикового
Формула / Реферат:
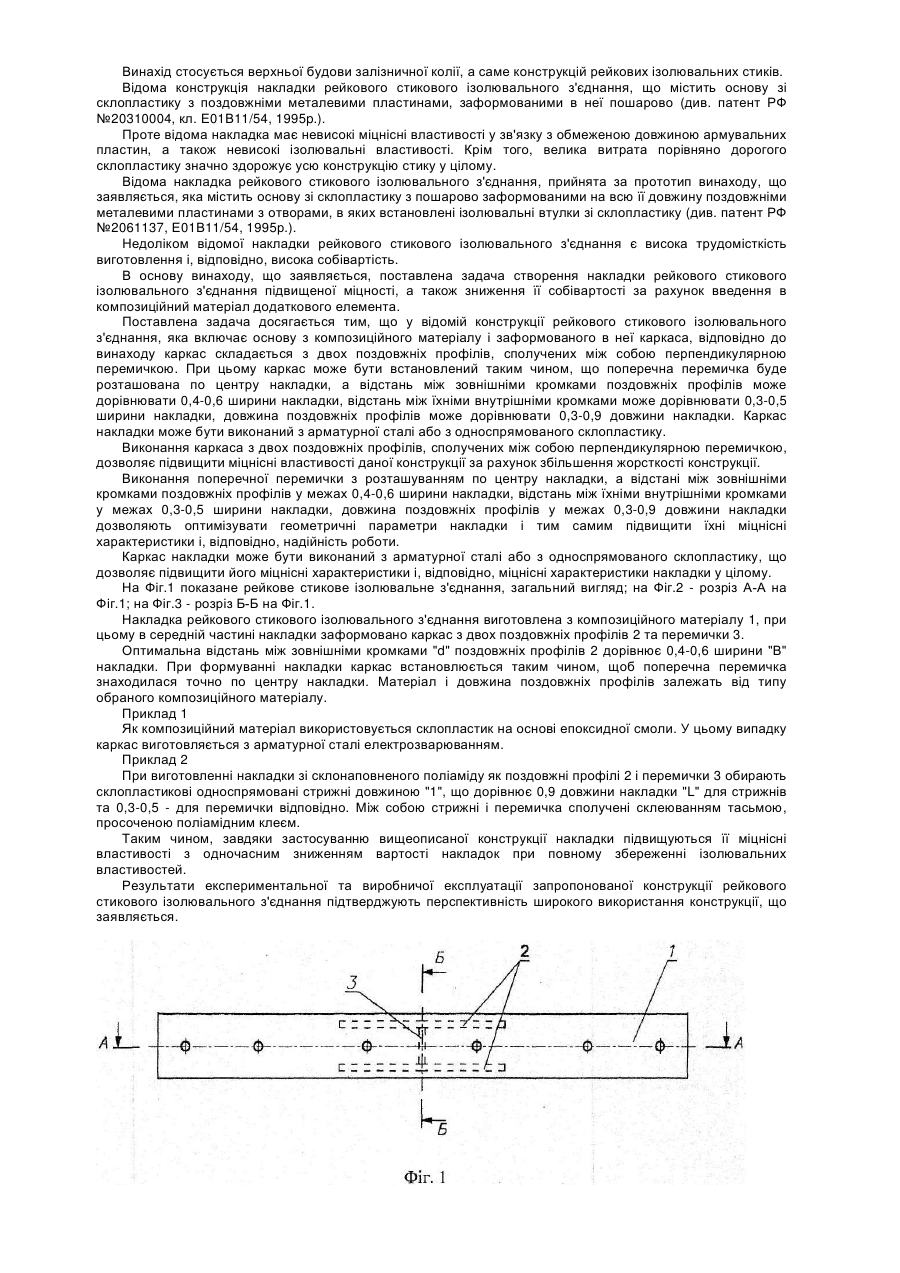
1. Накладка рейкового стикового ізолювального з'єднання, що містить основу, виготовлену з композиційного матеріалу, і каркас, заформований в основу, яка відрізняється тим, що каркас складається з двох поздовжніх профілів, сполучених між собою перпендикулярною перемичкою, розміщеною по центру накладки.2. Накладка за п. 1, яка відрізняється тим, що відстань між зовнішніми кромками поздовжніх профілів дорівнює 0,4 - 0,6 ширини накладки, а...
Прокладка торцева для стикового ізолюючого з`єднання рейок
Номер патенту: 12053
Опубліковано: 16.01.2006
Автор: Семеняга Віктор Петрович
МПК: E01B 11/00
Мітки: стикового, з'єднання, рейок, торцева, ізолюючого, прокладка
Формула / Реферат:
1. Прокладка торцева для стикового ізолюючого з'єднання рейок, що містить головку, шийку, які відтворюють поперечний профіль рейки, та підошву, нижня грань якої виступає за поперечний профіль рейки, яка відрізняється тим, що бічні грані підошви прокладки та краї її верхньої грані виступають за поперечний профіль рейки на відстань, що дорівнює 0,03-0,05 ширини підошви рейки, краї верхньої грані підошви прокладки виконані паралельними до її...
Пристрій для електричного стикового з’єднання залізничних рейок
Номер патенту: 1422
Опубліковано: 15.10.2002
Автори: Руббен Микола Антонович, Шаповалов Сергій Федорович, Горохова Ніна Григорівна, Фойгель Веніамін Абрамович
МПК: H01R 3/00
Мітки: стикового, електричного, пристрій, залізничних, з'єднання, рейок
Формула / Реферат:
Пристрій для електричного стикового з'єднання залізничних рейок, що складається з мідного проводу та штепселя з циліндричним отвором у головці, який відрізняється тим, що містить сталевий канат, вставлений у конічний отвір головки штепселя, кінець якого закріплений штифтом і приварений разом зі штифтом до поверхні головки.
Машина для контактного стикового зварювання рейок

Номер патенту: 55539
Опубліковано: 15.04.2003
Автори: Кривенко Валерій Гергійович, Андрієнко Федір Олександрович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: машина, контактного, зварювання, стикового, рейок
Формула / Реферат:
Машина для контактного стикового зварювання рейок, яка містить корпус, виконаний у вигляді пари кліщових затискачів, кожен з яких складається з двох щік, з'єднаних між собою шарнірно загальною віссю і циліндром затискання через траверсу з системою шарнірних важелів, пристрій для зняття грату, встановлений на одному із кліщових затискачів, гідропривід оплавлення та осадження з електромеханічною слідкуючою системою і два зварювальних...
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання
Номер патенту: 46040
Опубліковано: 15.05.2002
Автори: Грабчев Борис Леонідович, Богорський Михайло Володимирович, Кривонос Вадим Петрович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: центрування, зокрема, заготовок, профільних, двох, пристрій, стикового, контактного, рейок, машини, зварювання
Формула / Реферат:
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить в собі механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу непогодження, при цьому входи диференціального...
Попередній патент: Спосіб докування судна, розмір якого перевищує довжину стапель- палуби плавучого дока (варіанти)
Наступний патент: Технологічне мастило для металевих форм
Випадковий патент: Лікувально-профілактичний проносний засіб рослинного походження