Спосіб вакуум-плазмової обробки кольорових сплавів
Номер патенту: 75829
Опубліковано: 15.05.2006
Автори: Ганжа Микола Сергійович, Нарівський Анатолій Васильович, Курпас Володимир Іванович, Найдек Володимир Леонтійович, Біленький Давид Миронович
Формула / Реферат
Спосіб вакуум-плазмової обробки розплаву кольорових сплавів, що включає його продувку зануреним плазмовим струменем, транспортування вказаного розплаву крізь колону газліфта нагрітим у плазмотроні газом, вакуумування вказаного розплаву в реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, який відрізняється тим, що розплав після вакуумування в реакційній камері струменево-крапельно диспергують у вакуумі і безперервно подають на розливку з його верхніх шарів, які знаходяться на відстані ![]() м від поверхні стовпа розплаву, що підтримують залишковим тиском у реакційній камері над рівнем розплаву, оброблюваного у реакційній камері.
м від поверхні стовпа розплаву, що підтримують залишковим тиском у реакційній камері над рівнем розплаву, оброблюваного у реакційній камері.
Текст
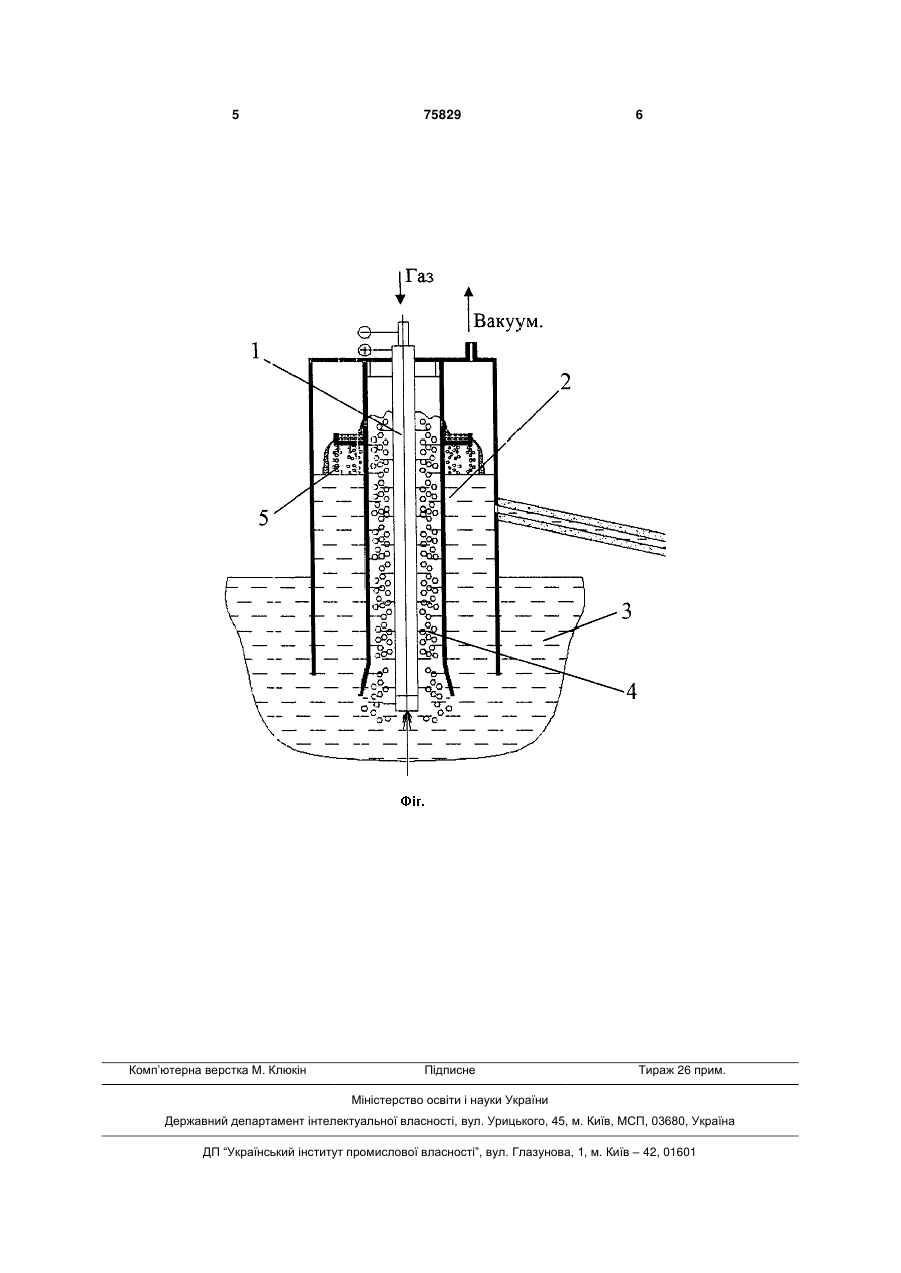
Спосіб вакуум-плазмової обробки розплаву кольорових сплавів, що включає його продувку зануреним плазмовим струменем, транспортування вказаного розплаву крізь колону газліфта нагрітим у плазмотроні газом, вакуумування вказаного розплаву в реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, який відрізняється тим, що розплав після вакуумування в реакційній камері струменевокрапельно диспергують у вакуумі і безперервно подають на розливку з його верхніх шарів, які знаходяться на відстані ≤ 0,25 м від поверхні стовпа розплаву, що підтримують залишковим тиском у реакційній камері над рівнем розплаву, оброблюваного у реакційній камері. Винахід відноситься до металургії та ливарного виробництва і може бути використаним при рафінуванні і модифікуванні кольорових сплавів. Відомий спосіб обробки рідкої сталі вакуумом і нейтральним газом при порційному вакуумуванні [патент Японії № 10-154, МПК С21C 7/10, 1975 р.], за яким аргон подають через вогнетривку пористу фурму, встановлену в дні ковша співвісно з патрубком вакуум-камери так, щоб при своєму підйомі інертний газ поступав в патрубок. Одночасно проводиться продувка металу в ковші через таку ж фурму, розміщену осторонь від осі патрубка. Недоліком цього способу є зниження температури розплаву під час обробки і мала поверхня взаємодії металу з газами за рахунок недостатнього диспергування газових бульбашок і зливання їх в крупні при піднятті в металі. Відомий також спосіб вакуумної обробки рідкого металу в струмені [а.с. 532637, СРСР МПК2 С21С7/10. Опубл. - 1976. Бюл. №39], за яким метал в струмені нагрівають до 0,8-1,0 температури його кипіння у розрідженому просторі. Прогрівання всієї маси струменя, що вільно падає, і отримання необхідної температури металу при заданому залишковому тиску у вакуумному просторі здійснюються за допомогою електродугового розряду на струмінь уздовж його осі утворюванням різниці електричних потенціалів між шарами металу в проміжній і приймальній вакуумованих ємкостях. До недоліків цього способу слід віднести низьку ефективність вакуумування розплавів внаслідок недостатньої інтенсивності перемішування розплаву падаючим струменем і складністю здійснення такої обробки у промислових умовах. Найбільш близьким (прототипом) до запропонованого винаходу щодо технічної суті та досягнутого результату є спосіб обробки рідкого металу [Патент України №69091 А МПК7 С22В 9/04, С22В 9/05. Опубл. - 2004. Бюл. №8], який включає плазмовий нагрів, продувку високотемпературними середовищами вакуумованого розплаву. Кольорові сплави рафінують та модифікують цим способом у реакційній камері, вакуумне (19) UA (11) 75829 (13) (21) 20041109751 (22) 26.11.2004 (24) 15.05.2006 (46) 15.05.2006, Бюл. № 5, 2006 р. (72) Найдек Володимир Леонтійович, Нарівський Анатолій Васильович, Курпас Володимир Іванович, Біленький Давид Миронович, Ганжа Микола Сергійович (73) Фізико-технологічний інститут металів та сплавів Національної Академії Наук України (56) SU, 420 682, A, 25.03.1974 SU, 532 637, A, 25.10.1976 SU, 617 482, A, 30.07.1978 SU, 1 279 535, A3, 23.12.1986 UA, 38 509, A, 15.05.2001 UA, 69 091, A, 16.08.2004 Заявка UA, 2004010693б А, 16.08.2004 RU, 2 026 365, C1, 09.01.1995 RU, 2 064 514, C1, 27.07.1996 Заявка RU, 2003117427, A, 10.12.2004 C2 1 3 75829 4 ущільнення якої здійснюють оброблюваним розпОбробку розплавів запропонованим способом лавом без герметизації всієї ванни з металом. здійснюють так. відкритому доступі інертного газу Недоліком цього способу є відносно низький (аргон, азот, та інші) включають плазмотрон 1 і рівень дегазації сплавів внаслідок недостатньої занурюють його разом з реакційною камерою 2 у інтенсивності взаємодії розплаву з рафінуючими розплав 3 на задану глибину. Занурення у метал середовищами. плазмотрону з камерою проводять за допомогою В основу запропонованого винаходу поставповоротного механізму переміщення (на фіг. не лена задача - розробити спосіб комбінованого вказаний). Закривають пробкою з вогнетривкого впливу на рідкий метал, що дозволяє підвищити матеріалу (азбест, графіт, глина та інше) отвір на ефективність рафінування та модифікування виході із зливного металопроводу. Після цього розплавів у потоці. вмикають вакуумний насос або подають стиснуте Поставленої цілі досягнуто таким чином, що в повітря на ежектор, внаслідок чого у реакційній запропонованому способі вакуум-плазмової обкамері створюється розрідження. Під дією робки кольорових сплавів, який включає продувку розрідження розплав у камері піднімається на розплаву заглибленим плазмовим струменем, значну висоту, яка залежить від рівня вакууму. транспортування металу через колону газліфту При перекритті розплавом, який піднімається, нагрітим в плазмотроні газом, вакуумування розпзливного отвору у камері пробку із металопроводу лаву в реакційній камері, герметизацію якої виймають. Метал, який пройшов плазмову обробку здійснюють оброблюваним розплавом, згідно з і струменево-крапельне вакуумування, по металовинаходом, розплав після струменево-крапельного проводу поступає на позицію зливання (форма, вакуумування безперервно подають на розливку з конвеєр, кристалізатор). Висока ефективність рафінування сплавів досягається внаслідок верхніх шарів, які знаходяться на відстані 0,25 м інтенсивної взаємодії металу з бульбашками від поверхні стовпа металу, що підтримується занагрітого плазмоутворюючого газу при піднятті лишковим тиском у реакційній камері над рівнем газометалевої суміші в колоні 4 та глибокого струоброблюваного сплаву в порожнині для менево-крапельного вакуумування в реакційній рафінування. камері. Спосіб відрізняється ще тим, що поступаючий Реалізація запропонованого способу була з колони газліфту в реакційну камеру розплав здійснена на алюмінієвому сплаві АК7, який плаздрібнюють на струмені та краплі над поверхнею вили у печі опору з графітовим тиглем об'ємом 80 стовпа металу. кг. Після розплавлення та перегріву металу до Запропонований спосіб дозволяє ефективно температури 990-1000 К відкривали доступ аргону обробляти сплав у потоці за рахунок інтенсивного до плазмотрону. При витраті аргону 6-6,5 л/хв.. перемішування розплаву плазмовими струменем проводили підпал електричної дуги в плазмотроні. та бульбашками високотемпературного газу в На плазмотрон від джерела живлення подавали колоні газліфту. При виході із колони розплав напругу 35-40 В. Струм дуги при цьому був 400потрапляє на диспергатор і стікає у вигляді 420 А. При цих параметрах роботи плазмотрон струменів і крапель через отвори у ньому на поразом з вакуумною камерою занурювали у розпверхню стовпа металу у камері. Під час струменелав на глибину 250 мм від нижнього зрізу камери. во-крапельного вакуумування розплаву видалення Після цього закривали азбестом отвір (D=30мм) в водню з кольорових сплавів відбувається у металопроводі з азботермосилікатної труби, вмикінетичному режимі, швидкості якого на порядок і кали вакуумний насос і досягали у камері більше перевищують швидкості у дифузійному. У розрідження 900 мм вод. ст., потім відкривали верхніх шарах стовпа металу дегазація сплавів металопровід і оброблений метал з реакційної можлива у дифузійному режимі лише на глибині камери зливали в розпивочний ківш. З цього метане більше 0,25м. Для вакуумного видалення водлу робили виливки зразків для визначення ню зі сплаву на більшій глибині необхідно створюмеханічних властивостей, вмісту водню і твердих вати в камері високий залишковий тиск, що неметалевих включень в металі (дивись таблицю). ускладнює конструкції і процес рафінування в Дослідження якості металу показало, що після цілому. Тому постійний відвід розплаву з верхніх обробки сплаву запропонованим способом шарів стовпа металу у камері, розташованих на кількість водню в ньому значно зменшується. глибині до 0,25м від його поверхні, забезпечує Внаслідок цього підвищуються міцностні і глибоку дегазацію сплавів у кінетичному (струмепластичні характеристики сплаву. нево-крапельному) та дифузійному режимах при Отже, запропонований спосіб на відміну від їхньому рафінуванні. прототипу та інших аналогів, дає змогу одержати Реалізація запропонованого способу новий технічний ефект, виражений у підвищенні здійснюється по схемі, яка показана на фіг. Устаступеню рафінування кольорових сплавів у потоці новка складається з плазмотрону 1; реакційної при безперервній розливці металу. камери 2; розплаву 3 у рафініруючій ємкості; колони газліфту 4; диспергатора 5, який закріплено нижче зливних отворів в колоні. 5 Комп’ютерна верстка М. Клюкін 75829 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the vacuum-plasma treatment of non-ferrous alloys
Автори англійськоюNaidek Volodymyr Leontiiovych, Narivskyi Anatolii Vasyliovych, Kurpas Volodymyr Ivanovych, Bilenkyi Davyd Myronovych, Hanzha Mykola Serhiiovych
Назва патенту російськоюСпособ вакуум-плазменной обработки цветных сплавов
Автори російськоюНайдек Владимир Леонтьевич, Наривский Анатолий Васильевич, Курпас Владимир Иванович, Беленький Давид Миронович, Ганжа Николай Сергеевич
МПК / Мітки
Мітки: спосіб, вакуум-плазмової, сплавів, обробки, кольорових
Код посилання
<a href="https://ua.patents.su/3-75829-sposib-vakuum-plazmovo-obrobki-kolorovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб вакуум-плазмової обробки кольорових сплавів</a>
Спосіб попередньої обробки оборотних відходів кольорових металів та/або їх сплавів
Номер патенту: 11526
Опубліковано: 15.12.2005
Автори: Клюєв Андрій Петрович, Клюєв Сергій Петрович, Шпаковскій Вадім
МПК: C22B 9/00
Мітки: попередньо, сплавів, оборотних, обробки, відходів, металів, кольорових, спосіб
Формула / Реферат:
1. Спосіб попередньої обробки оборотних відходів кольорових металів та/або їх сплавів, який полягає в тому, що на виході з технологічних ліній оборотні відходи збирають у короби та транспортують для складування на накопичувальних майданчиках, який відрізняється тим, що оборотні відходи пакетують та/або розрізують, збирають до окремих коробів у залежності від марки металів та/або їх сплавів, на короби наносять маркери, що відповідають їх...
Формувальна суміш для відливок з кольорових сплавів
Номер патенту: 39584
Опубліковано: 15.06.2001
Автори: Зеленков Станіслав Леонідович, Малих Сергій Вікторович
МПК: B22C 1/16
Мітки: відливок, суміш, формувальна, сплавів, кольорових
Формула / Реферат:
Формнувальна суміш для відливок з кольорових сплавів, яка містить в собі кремнетриваючий вогнестійкий наповнювач, глину, поверхньо - активну речовину та воду, яка відрізняється тим, що вона має блакитну кембрійську глину, а як поверхньо - активну речовину - гумінові з'єднання при слідуючому співвідношенні, масових % :кремнетриваючий вогнестійкий наповнювач 94,0 - 97,0блакитна кембрійська...
Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Номер патенту: 12732
Опубліковано: 15.02.2006
Автори: Сизонова Світлана Григоровна, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: кольорових, лиття, безперервного, порожнистих, заготівок, сплавів, дорн
Формула / Реферат:
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі:1/В = 0,3-3,8,де 1 - довжина зрізу,В =
Спосіб уникнення адгезії в процесі відпалювання об’єктів із сплавів кольорових металів
Номер патенту: 47512
Опубліковано: 15.07.2002
Автор: Цилла Петер
Мітки: кольорових, процесі, відпалювання, уникнення, адгезії, спосіб, сплавів, металів, об'єктів
Формула / Реферат:
1. Спосіб уникнення адгезії в процесі відпалювання об’єктів із сплавів кольорових металів, в якому нагрівають, витримують та охолоджують зазначені сплави, який відрізняється тим, що матеріал, який піддають відпалюванню, під час структурного перетворення знаходиться в інертній або окислювальній атмосфері захисного газу, внаслідок чого на поверхні матеріалу утворюється тонкий оксидний шар і/або зберігається вже існуючий оксидний шар, який...
Спосіб отримання високощільного пористого матеріалу з порошків кольорових сплавів
Номер патенту: 4435
Опубліковано: 17.01.2005
Автори: КАЗИМИРЕНКО ЮЛІЯ ОЛЕКСІЇВНА, СУШКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: спосіб, отримання, пористого, кольорових, високощільного, сплавів, матеріалу, порошків
Формула / Реферат:
1. Спосіб отримання високощільного пористого матеріалу з порошків кольорових сплавів, що включає приготування формувальної суміші, засипання її у прес-форму, спікання при температурі 600-740°С, який відрізняється тим, що у формувальну суміш додають порошок бабіту у кількості 25-50% по об'єму і спікання здійснюють в одну стадію в окислювальній атмосфері.2. Спосіб по п. 1, який відрізняється тим, що в процесі спікання використовують...
Наступний патент: Спосіб безперервного вакуумування рідкого сплаву
Випадковий патент: Спосіб визначення кутів зсуву між фазами в трифазній системі електричних величин