Спосіб уникнення адгезії в процесі відпалювання об’єктів із сплавів кольорових металів
Формула / Реферат
1. Спосіб уникнення адгезії в процесі відпалювання об’єктів із сплавів кольорових металів, в якому нагрівають, витримують та охолоджують зазначені сплави, який відрізняється тим, що матеріал, який піддають відпалюванню, під час структурного перетворення знаходиться в інертній або окислювальній атмосфері захисного газу, внаслідок чого на поверхні матеріалу утворюється тонкий оксидний шар і/або зберігається вже існуючий оксидний шар, який оберігає об'єкти із кольорового металу від взаємної адгезії, причому інертну або окислювальну атмосферу захисного газу наприкінці витримування або на початку охолодження замінюють відновлювальною атмосферою, яка відновлює оксидний шар і забезпечує освітлену поверхню виробу, що оброблюється.
2. Спосіб за п. 1, який відрізняється тим, що інертна атмосфера захисного газу складається із N2.
3. Спосіб за п. 1, який відрізняється тим, що окислювальна атмосфера захисного газу містить двоокис вуглецю.
4. Спосіб за п. 3, який відрізняється тим, що використовують принаймні 10% (об.) двоокису вуглецю.
5. Спосіб за п. 1, який відрізняється тим, що інертну або окислювальну атмосферу захисного газу замінюють атмосферою, яка містить водень.
6. Спосіб за п. 5, який відрізняється тим, що використовують атмосферу чистого водню.
Текст
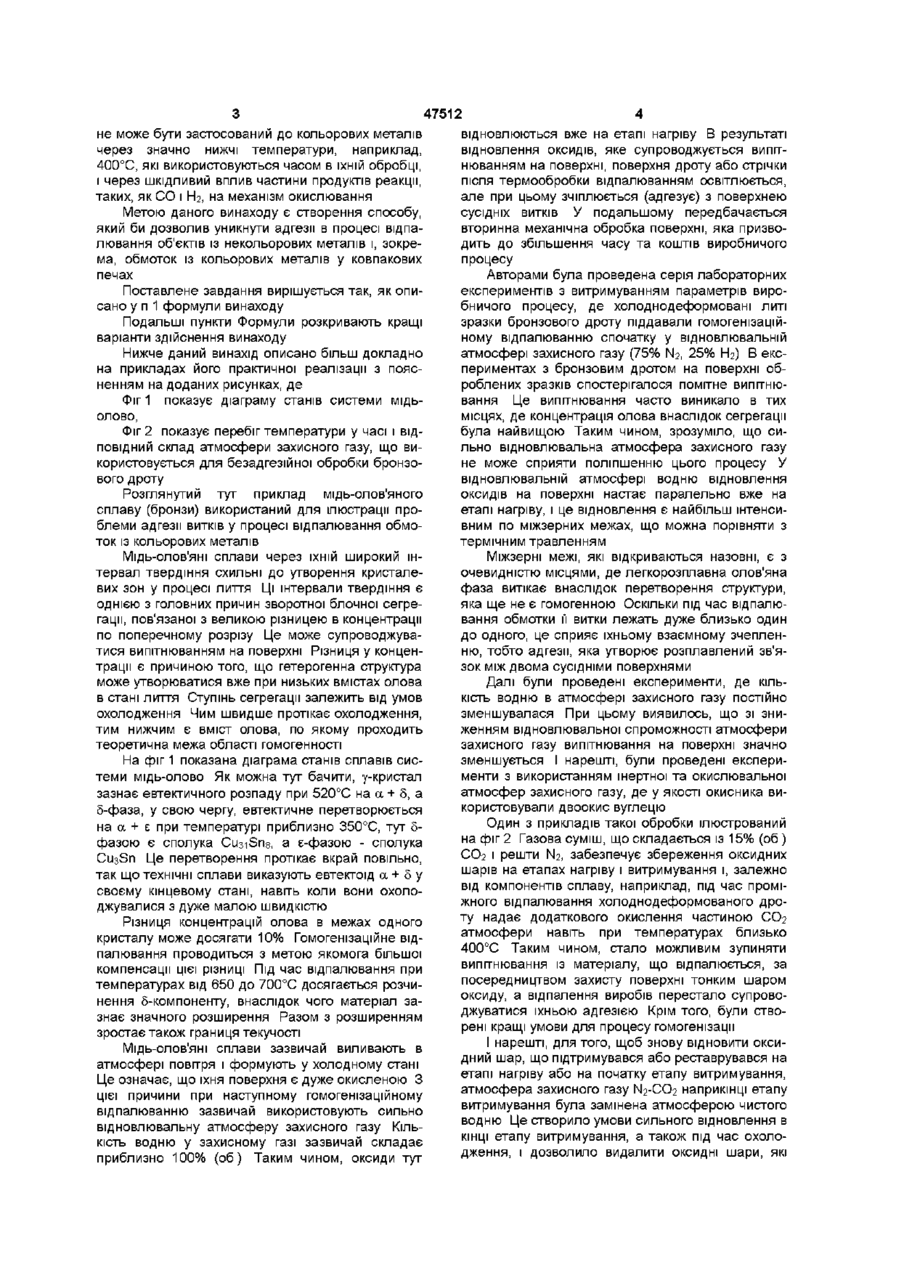
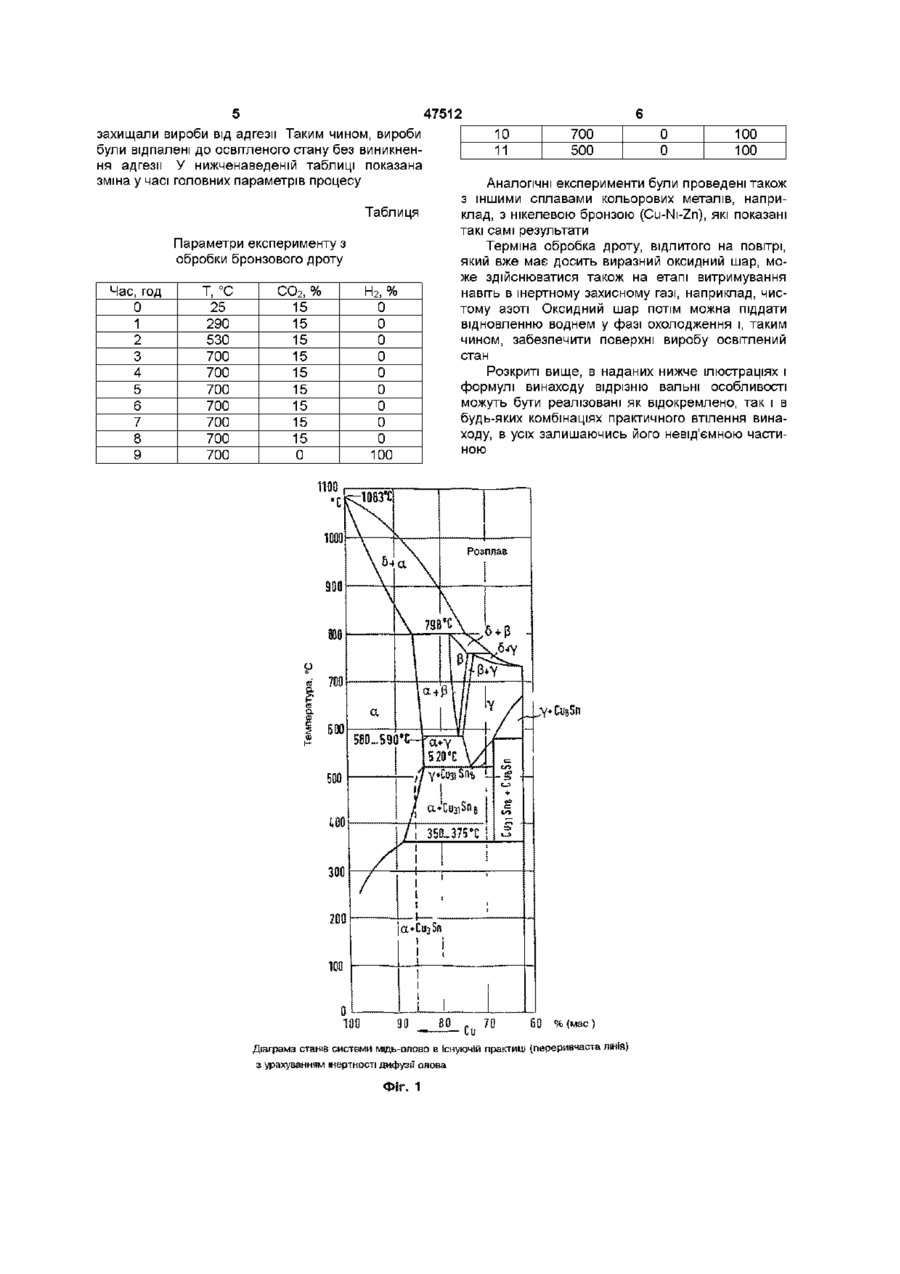
1 Спосіб уникнення адгезії в процесі відпалювання об'єктів із сплавів кольорових металів, в якому нагрівають, витримують та охолоджують зазначені сплави, який відрізняється тим, що матеріал, який піддають відпалюванню, під час структурного перетворення знаходиться в інертній або окислювальній атмосфері захисного газу, внаслідок чого на поверхні матеріалу утворюється тонкий оксидний шар і/або зберігається вже існуючий оксидний шар, який оберігає об'єкти із кольорового металу від взаємної адгезії, причому інертну або окислювальну атмосферу захисного газу наприкінці витримування або на початку охолодження замінюють відновлювальною атмосферою, яка відновлює оксидний шар і забезпечує освітлену поверхню виробу, що оброблюється 2 Спосіб за п 1, який відрізняється тим, що інертна атмосфера захисного газу складається із N2 3 Спосіб за п 1, який відрізняється тим, що окислювальна атмосфера захисного газу містить двоокис вуглецю 4 Спосіб за п 3, який відрізняється тим, що використовують принаймні 10% (об) двоокису вуглецю 5 Спосіб за п 1, який відрізняється тим, що інертну або окислювальну атмосферу захисного газу замінюють атмосферою, яка містить водень 6 Спосіб за п 5, який відрізняється тим, що використовують атмосферу чистого водню Винахід стосується способу відпалювання об'єктів із кольорових металів, не викликаючи адгезії, тобто так, щоб уникнути адгезії під час процесу відпалювання і, зокрема, у ковпакових печах Вироби із кольорових металів, такі, як бронзовий дріт або бронзова стрічка, після лиття й формування піддають гомогенізаційному відпалюванню У процесі наступного формування шляхом вальцювання, протягування і под здійснюють етапи рекристалізаційного відпалювання Температури відпалювання знаходяться в діапазоні 300 - 700°С Відпалювання проводять у печах безперервної дії, що є порівняно складним процесом з погляду на те, що об'єкти, які оброблюються, зазвичай мають малий поперечний розріз При відпалюванні обмоток, яке можна виконувати, наприклад, у ковпакових печах, у місцях контакту об'єктів, наприклад, між витками навитого дроту або рулону стрічки внаслідок дії механізмів дифузії виникає локальне дифузійне зварювання, тобто так звана адгезія У подальшому виробничому процесі, наприклад, при намотуванні ця адгезія призводить до утворення тріщин на поверхні матеріалу, внаслідок чого виникають поверхневі дефекти Таким чином, зрозуміло, що адгезія є явищем, вкрай небажаним при відпалюванні виробів із кольорових металів Вживаний у даному опису термін «кольорові метали» стосується сплавів, головними компонентами яких є мідь, олово, алюміній та свинець, не виключаючи при цьому також ІНШІ компоненти цих сплавів, наприклад, магній, нікель та ін Для уникнення адгезії при відпалюванні стальних стрічок патент ФРГ DE 4207394 пропонує спосіб, в якому використовується цілеспрямоване змінювання рівноваги фаз вода-газ при наявності Kb, СОг, СО та НгО в атмосфері захисного газу так, що наприкінці етапу витримування постачається повністю окислювальна атмосфера, у той час, як на етапі охолодження постачається повністю відновлювальна атмосфера Проте цей спосіб О ю 47512 не може бути застосований до кольорових металів через значно нижчі температури, наприклад, 400°С, які використовуються часом в їхній обробці, і через шкідливий вплив частини продуктів реакції, таких, як СО і ЬІ2, на механізм окислювання Метою даного винаходу є створення способу, який би дозволив уникнути адгезії в процесі відпалювання об'єктів із некольорових металів і, зокрема, обмоток із кольорових металів у ковпакових печах Поставлене завдання вирішується так, як описано у п 1 формули винаходу Подальші пункти Формули розкривають кращі варіанти здійснення винаходу Нижче даний винахід описано більш докладно на прикладах його практичної реалізації з поясненням на доданих рисунках, де Фіг 1 показує діаграму станів системи мідьолово, Фіг 2 показує перебіг температури у часі і ВІДПОВІДНИЙ склад атмосфери захисного газу, що використовується для безадгезійної обробки бронзового дроту Розглянутий тут приклад мідь-олов'яного сплаву (бронзи) використаний для ілюстрації проблеми адгезії витків у процесі відпалювання обмоток із кольорових металів МІДЬ-ОЛОВ'ЯНІ сплави через їхній широкий інтервал твердіння схильні до утворення кристалевих зон у процесі лиття Ці інтервали твердіння є однією з головних причин зворотної блочної сегрегації, пов'язаної з великою різницею в концентрації по поперечному розрізу Це може супроводжуватисявипітнюванням на поверхні Різниця у концентрації є причиною того, що гетерогенна структура може утворюватися вже при низьких вмістах олова в стані лиття Ступінь сегрегації залежить від умов охолодження Чим швидше протікає охолодження, тим нижчим є вміст олова, по якому проходить теоретична межа області гомогенності На фіг 1 показана діаграма станів сплавів системи мідь-олово Як можна тут бачити, у-кристал зазнає евтектичного розпаду при 520°С на а + 5, а 5-фаза, у свою чергу, евтектичне перетворюється на а + є при температурі приблизно 350°С, тут 5фазою є сполука СизіЄпв, а є-фазою - сполука Ci^Sn Це перетворення протікає вкрай повільно, так що технічні сплави виказують евтектоїд а + 5 у своєму кінцевому стані, навіть коли вони охолоджувалися з дуже малою швидкістю Різниця концентрацій олова в межах одного кристалу може досягати 10% Гомогенізаційне відпалювання проводиться з метою якомога більшої компенсації цієї різниці Під час відпалювання при температурах від 650 до 700°С досягається розчинення 5-компоненту, внаслідок чого матеріал зазнає значного розширення Разом з розширенням зростає також границя текучості МІДЬ-ОЛОВ'ЯНІ сплави зазвичай виливають в атмосфері повітря і формують у холодному стані Це означає, що їхня поверхня є дуже окисленою З цієї причини при наступному гомогенізаційному відпалюванню зазвичай використовують сильно відновлювальну атмосферу захисного газу КІЛЬКІСТЬ водню у захисному газі зазвичай складає приблизно 100% (об) Таким чином, оксиди тут відновлюються вже на етапі нагріву В результаті відновлення оксидів, яке супроводжується випітнюванням на поверхні, поверхня дроту або стрічки після термообробки відпалюванням освітлюється, але при цьому зчіплюється (адгезує) з поверхнею сусідніх витків У подальшому передбачається вторинна механічна обробка поверхні, яка призводить до збільшення часу та коштів виробничого процесу Авторами була проведена серія лабораторних експериментів з витримуванням параметрів виробничого процесу, де холоднодеформовані литі зразки бронзового дроту піддавали гомогенізаційному відпалюванню спочатку у відновлювальній атмосфері захисного газу (75% N2, 25% Нг) В експериментах з бронзовим дротом на поверхні оброблених зразків спостерігалося помітне випітнювання Це випітнювання часто виникало в тих місцях, де концентрація олова внаслідок сегрегації була найвищою Таким чином, зрозуміло, що сильно відновлювальна атмосфера захисного газу не може сприяти поліпшенню цього процесу У відновлювальній атмосфері водню відновлення оксидів на поверхні настає паралельно вже на етапі нагріву, і це відновлення є найбільш інтенсивним по міжзерних межах, що можна порівняти з термічним травленням Міжзерні межі, які відкриваються назовні, є з очевидністю місцями, де легкорозплавна олов'яна фаза витікає внаслідок перетворення структури, яка ще не є гомогенною Оскільки під час відпалювання обмотки її витки лежать дуже близько один до одного, це сприяє їхньому взаємному зчепленню, тобто адгезії, яка утворює розплавлений зв'язок між двома сусідніми поверхнями Далі були проведені експерименти, де КІЛЬКІСТЬ водню в атмосфері захисного газу постійно зменшувалася При цьому виявилось, що зі зниженням відновлювальної спроможності атмосфери захисного газу випітнювання на поверхні значно зменшується І нарешті, були проведені експерименти з використанням інертної та окислювальної атмосфер захисного газу, де у якості окисника використовували двоокис вуглецю Один з прикладів такої обробки ілюстрований на фіг 2 Газова суміш, що складається із 15% (об ) СОг і решти N2, забезпечує збереження оксидних шарів на етапах нагріву і витримування і, залежно від компонентів сплаву, наприклад, під час проміжного відпалювання холоднодеформованого дроту надає додаткового окислення частиною СОг атмосфери навіть при температурах близько 400°С Таким чином, стало можливим зупиняти випітнювання із матеріалу, що відпалюється, за посередництвом захисту поверхні тонким шаром оксиду, а відпалення виробів перестало супроводжуватися їхньою адгезією Крім того, були створені кращі умови для процесу гомогенізації І нарешті, для того, щоб знову відновити оксидний шар, що підтримувався або реставрувався на етапі нагріву або на початку етапу витримування, атмосфера захисного газу N2-CO2 наприкінці етапу витримування була замінена атмосферою чистого водню Це створило умови сильного відновлення в КІНЦІ етапу витримування, а також під час охолодження, і дозволило видалити оксидні шари, які 47512 захищали вироби від адгезії Таким чином, вироби були відпалені до освітленого стану без виникнення адгезії У нижченаведеній таблиці показана зміна у часі головних параметрів процесу Таблиця Параметри експерименту з обробки бронзового дроту Час, год 0 1 2 3 4 5 6 7 8 9 Т, °С 25 290 530 700 700 700 700 700 700 700 СО2, % 15 15 15 15 15 15 15 15 15 0 н 2і0% 0 0 0 0 0 0 0 0 100 10 11 700 500 Фіг. 1 100 100 Аналогічні експерименти були проведені також з іншими сплавами кольорових металів, наприклад, з нікелевою бронзою (Cu-Ni-Zn), які показані такі самі результати Терміна обробка дроту, відлитого на повітрі, який вже має досить виразний оксидний шар, може здійснюватися також на етапі витримування навіть в інертному захисному газі, наприклад, чистому азоті Оксидний шар потім можна піддати відновленню воднем у фазі охолодження і, таким чином, забезпечити поверхні виробу освітлений стан Розкриті вище, в наданих нижче ілюстраціях і формулі винаходу відрізню вальні особливості можуть бути реалізовані як відокремлено, так і в будь-яких комбінаціях практичного втілення винаходу, в усіх залишаючись його невід'ємною частиною Діаграма станів системи мщь-олоао в існуючій практиці (переривчаста ЛІНІЯ) з урахуванням інертності дифузії олова 0 0 47512 10 2 Відновлення Окислення -6 8 JQ і Г С У -\т є 4Ї№ 2 С02 2 3 (, 5 6 7 Э 1 3 Н Час, год. Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preventing stickers from forming when annealing nonferrous metal alloys objects
Назва патенту російськоюСпособ избежания адгезии в процессе обжигания объектов из сплавов цветных металлов
МПК / Мітки
Мітки: металів, адгезії, уникнення, відпалювання, кольорових, об'єктів, спосіб, сплавів, процесі
Код посилання
<a href="https://ua.patents.su/4-47512-sposib-uniknennya-adgezi-v-procesi-vidpalyuvannya-obehktiv-iz-splaviv-kolorovikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб уникнення адгезії в процесі відпалювання об’єктів із сплавів кольорових металів</a>
Спосіб безперервного литва злитків із сплавів кольорових металів
Номер патенту: 13746
Опубліковано: 25.04.1997
Автори: Рябінко Анатолій Васильович, Попов Юрій Георгійович, Тепляков Федір Констянтинович, Шустеров Віктор Семеновіч,, Горбунов Володимир Анатолійович, Гутов Левко Олександрович,
МПК: B22D 11/00
Мітки: сплавів, кольорових, злитків, безперервного, литва, спосіб, металів
Формула / Реферат:
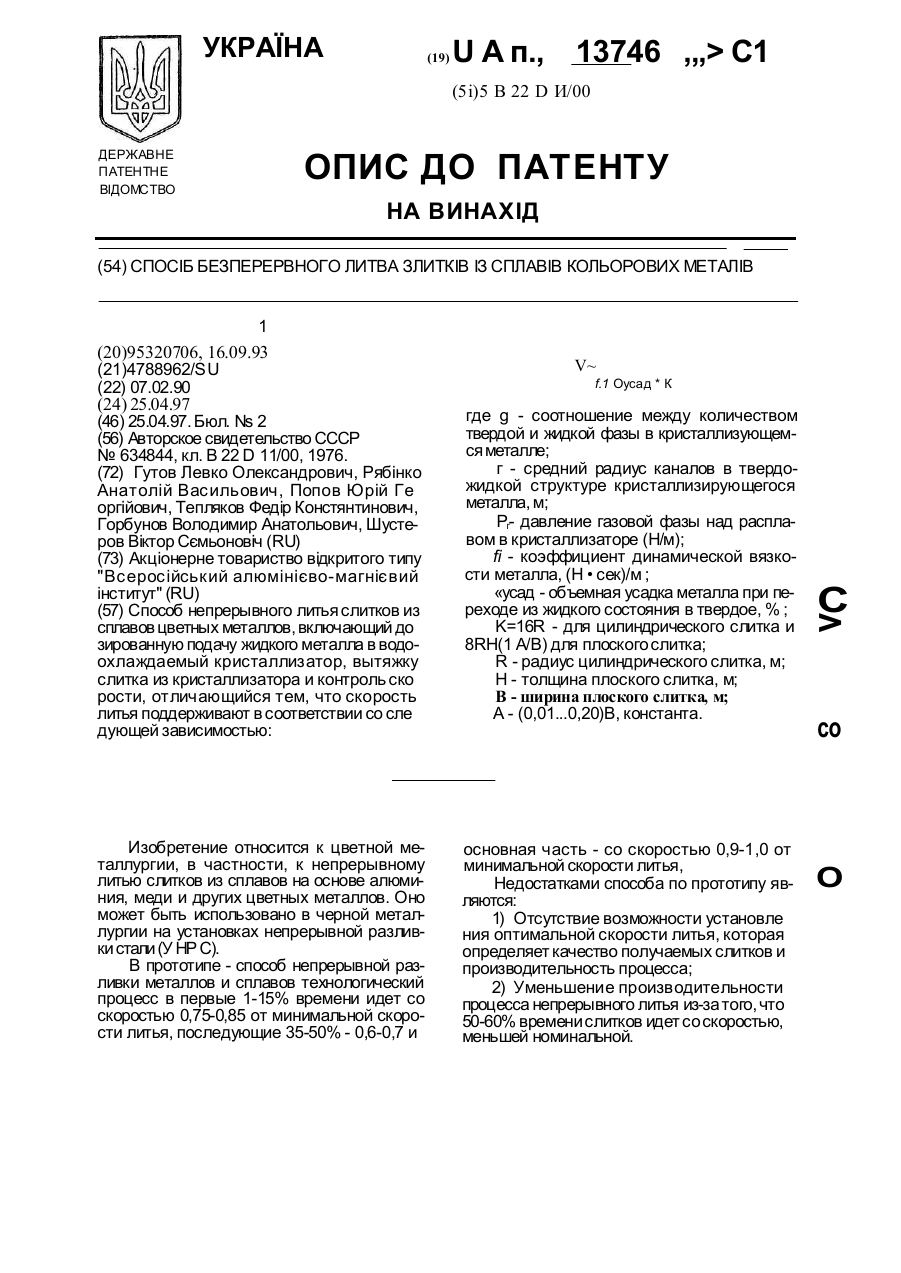
Способ непрерывного литья слитков из сплавов цветных металлов, включающий дозированную подачу жидкого металла в водоохлаждаемый кристаллизатор, вытяжку слитка из кристаллизатора и контроль скорости, отличающийся тем, что скорость литья поддерживают в соответствии со следующей зависимостью:где g - соотношение между количеством твердой и жидкой фазы в...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: лиття, заготовок, порожнистих, сплавів, металів, безперервного, пристрій, кольорових, горизонтального
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Прилад для горизонтального безперервного литва заготівок круглого перерізу з кольорових металів та сплавів
Номер патенту: 11825
Опубліковано: 25.12.1996
Автори: Шатагін Олег Олександрович, Сопряжинський Вадим Михайлович, Рижко Володимир Кузьмич, Кононенко Володимир Нікіфорович, Шевченко Віктор Іванович
МПК: B22D 11/10
Мітки: сплавів, безперервного, кольорових, заготівок, металів, горизонтального, перерізу, литва, круглого, прилад
Формула / Реферат:
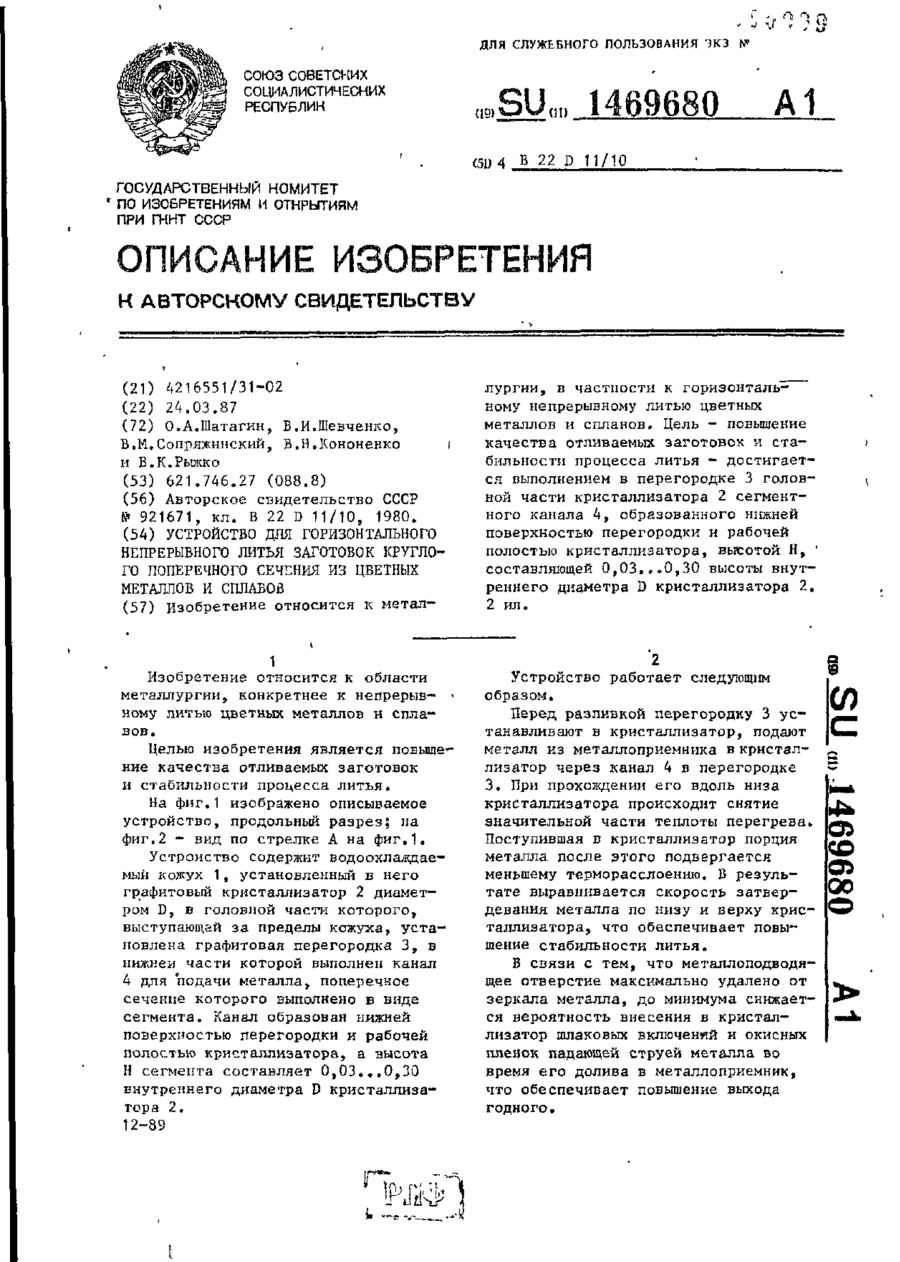
Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из цветных металлов и сплавов, содержащее водоохлаждаемый металлический кожух и установленный в нем графитовый кристаллизатор, в головной неохлаждаемой части которого установлена перегородка с каналом для подачи металла, выполненным в ее нижней части, отличающееся тем, что, с целью повышения качества отливаемых заготовок и стабильности процесса литья,...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: заготовок, порожнистих, горизонтального, лиття, устаткування, сплавів, суцільних, кольорових, металів, безперервного
Формула / Реферат:
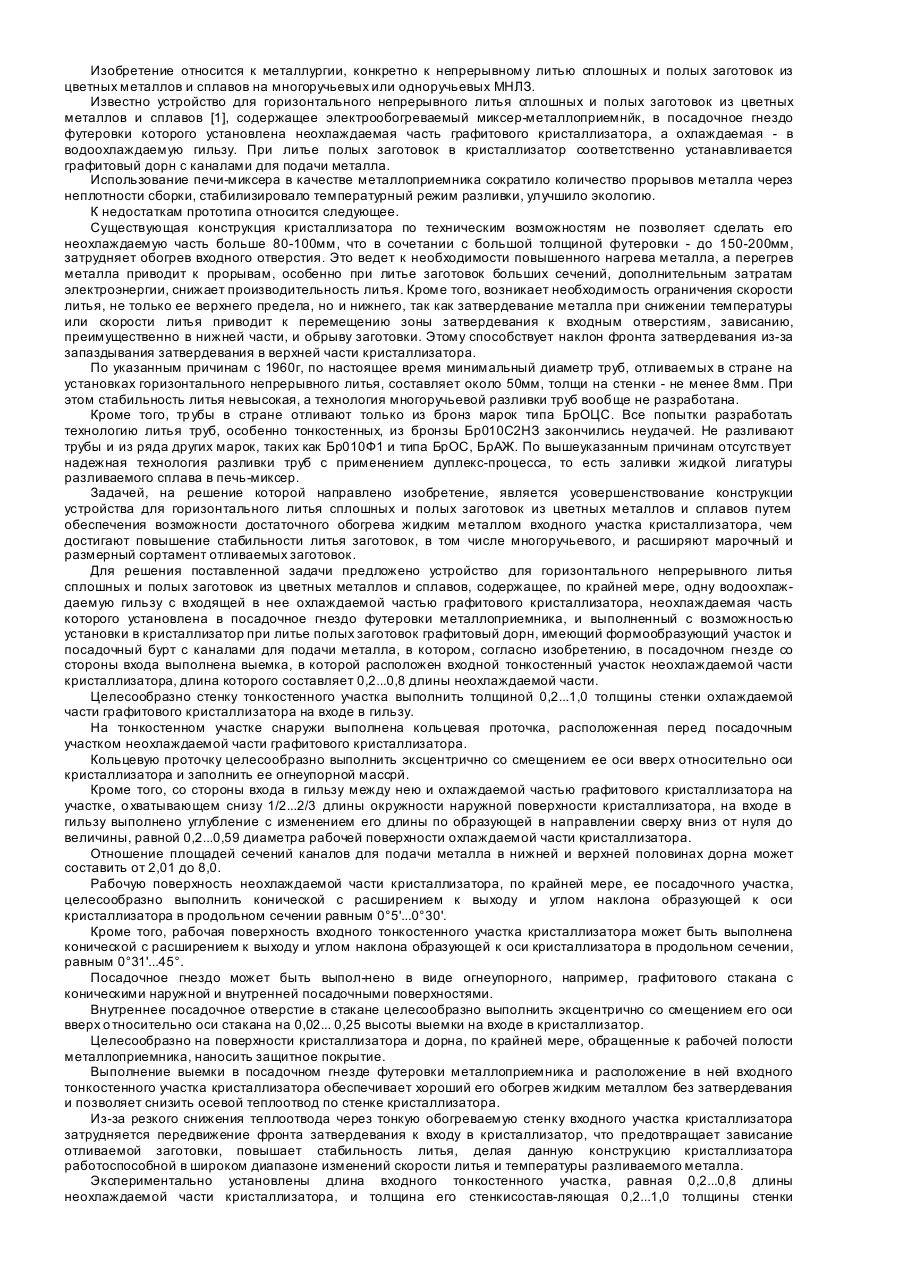
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Спосіб вилучення кольорових металів із низькоконцентрованих розчинів
Номер патенту: 28338
Опубліковано: 15.04.2002
Автори: Чуйко Олексій Олексійович, Огенко Володимир Михайлович, Приходько Геннадій Прохорович, Слєсаревський Сергій Олегович, Загоровський Григорій Михайлович
МПК: C25C 1/00
Мітки: низькоконцентрованих, металів, вилучення, спосіб, розчинів, кольорових
Формула / Реферат:
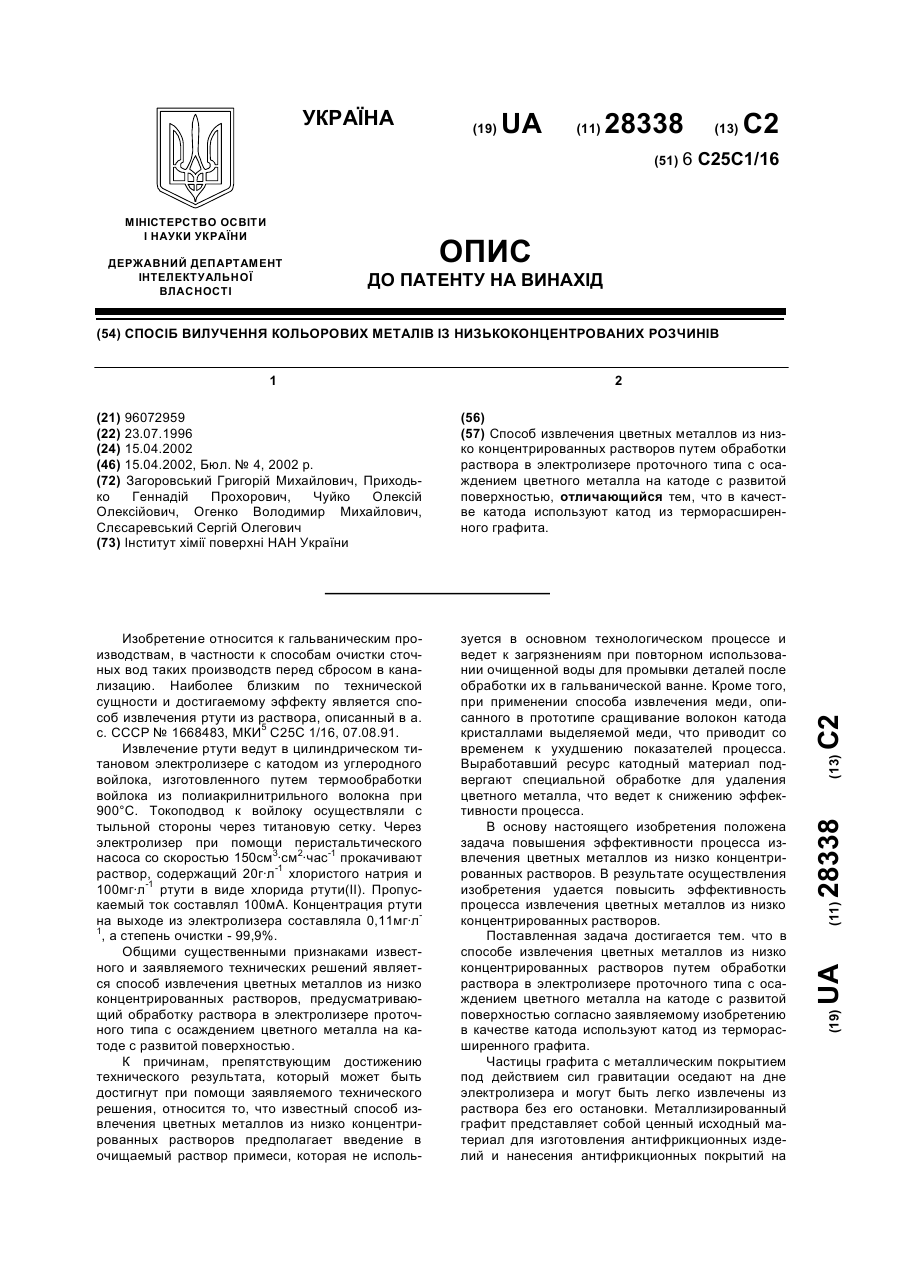
Способ извлечения цветных металлов из низкоконцентрированных растворов путем обработки раствора в электролизере проточного типа с осаждением цветного металла на катоде с развитой поверхностью, отличающийся тем, что в качестве катода используют катод из терморасширенного графита.
Попередній патент: Гумова суміш на основі гідрованого бутадієн-нітрильного каучуку
Наступний патент: Спосіб захисту біологічних об’єктів від негативного впливу потоку заряджених часток
Випадковий патент: Очисний комплекс