Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Боков Віктор Михайлович, Мельник Тетяна Олександрівна, Шмельов Віталій Миколайович
Формула / Реферат
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється тим, що обробку здійснюють без утворення бічного міжелектродного зазору, враховуючи, що кривизна твірної бічної поверхні електрода-інструмента на плинному радіусі ri, що задається кутом ![]() (град) її нахилу до осі подачі електрода-інструмента, пов'язана з кривизною твірної оброблюваної поверхні на тому ж радіусі ri, що задається кутом
(град) її нахилу до осі подачі електрода-інструмента, пов'язана з кривизною твірної оброблюваної поверхні на тому ж радіусі ri, що задається кутом ![]() (град) її нахилу до тієї ж осі, за наступним співвідношенням
(град) її нахилу до тієї ж осі, за наступним співвідношенням
![]() ,
,
де ![]() - відносний лінійний електроерозійний знос електрода-інструмента, %.
- відносний лінійний електроерозійний знос електрода-інструмента, %.
Текст
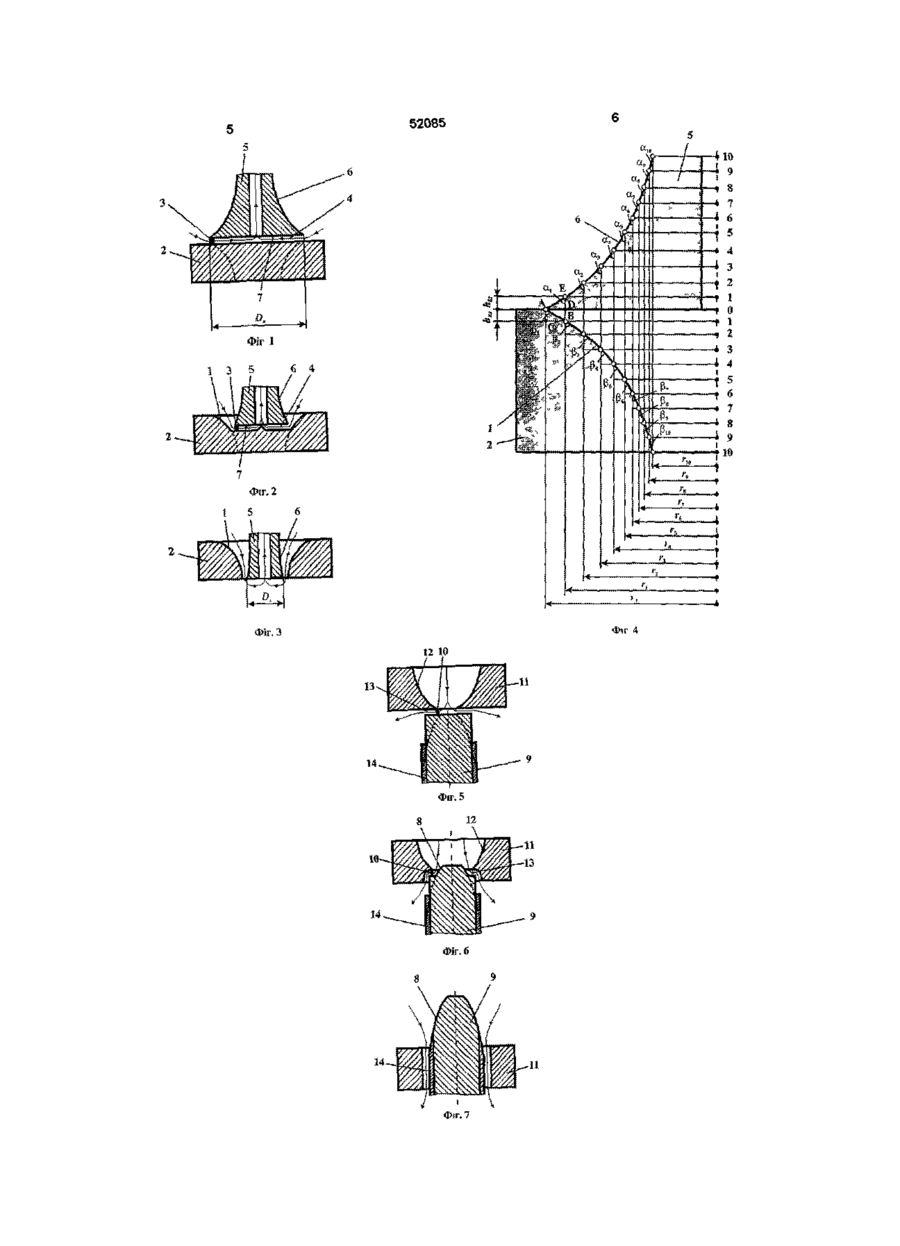
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електродаінструмента для формоутворення внутрішніх поверхонь (фасонних наскрізних отворів) та від центра до периферії електрода-інструмента для формоутворення ЗОВНІШНІХ поверхонь (фасонних Передбачуваний винахід стосується області електроерозійної обробки, і може бути використаний в машинобудуванні для розмірної обробки внутрішніх та ЗОВНІШНІХ поверхонь тіл обертання з криволінійною твірною, зокрема фасонних наскрізних отворів та стержнів ВІДОМІ аналогічні способи електроерозійної обробки поверхонь тіл обертання з криволінійною твірною, які застосовують нестаціонарні форми електричних розрядів, наприклад електроімпульсна обробка [див книгу "Электроэрозионная и электрохимическая обработка Расчет, проектирование и применение электродов-инструментов" Часть 1 / Под ред А Л Лившица, А Роша - М НИИМАШ, 1980 -224с, с 63, 70, 117] Електрична енергія в аналогічних способах обробки поверхонь тіл обертання з криволінійною твірною вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю Відомий високопродуктивний спосіб електрофізичної размерной обробки металів [А с №368965 СССР, М кл В 23 Р, 1/02 / В І Носулен стержнів), який відрізняється тим, що обробку здійснюють без утворення бічного міжелектродного зазора, бо кривізна твірної бічної поверхні електрода-інструмента на плинному радіусі г,, що задається кутом а, (град) и нахилу до осі подачи електрода-інструмента, пов'язана з кривизною твірної обробляємої поверхні на тому ж радіусі г,, що задається кутом р, (град) и нахилу до тієї ж осі, наступним співвідношенням tga,(r s ) = tgp,(r,) , їл де у л - відносний ЛІНІЙНИЙ електроерозійний знос електрода-інструмента, % ко (СССР) - №1223593/25-8, Заявлено 04 03 68, Не подлежит опубл в откр печати], в якому енергія вводиться в зону обробки неперервно, а інструментом обробки є електрична дуга Даний спосіб може бути застосований для розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною Спосіб заснований на об'ємному копіюванні форми електродаінструмента при нагнітанні робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь (фасонних отворів) та від центра до периферії електрода-інструмента для формоутворення ЗОВНІШНІХ поверхонь (фасонних стержнів) Однак, у відомому способі, у зв'язку з наявністю в міжелектродному зазорі продуктів ерозії, зазор в напрямку вилучення їх із нього зростає, що негативно впливає на точність копіювання форми електрода-інструмента Крім того, збільшення зазору приводить до зменшення швидкості прокачування робочої рідини крізь міжелектродний проміжок Внаслідок цього збільшується шорсткість обробленої поверхні в напрямку евакуації продук ю 0 0 о ю 52085 тів ерозії, бо саме швидкість потоку є головний керуючий фактор, що визначає шорсткість обробленої поверхні Задачею даного винаходу є підвищення рівномірності шорсткості та точності формоутворення поверхні тіла обертання з криволінійною твірною Дана задача вирішується у відомому способі розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь (фасонних наскрізних отворів) та від центра до периферії електрода-інструмента для формоутворення ЗОВНІШНІХ поверхонь (фасонних стержнів), за рахунок того, що обробку здійснюють без утворення бічного міжелектродного зазора, бо кривізна твірної бічної поверхні електрода-інструмента на плинному радіусі г,, що задається кутом а, (град) її нахилу до осі подачи електрода-шструмента, пов'язана з кривизною твірної обробляємої поверхні на тому ж радіусі г,, що задається кутом р, (град) и нахилу до тієї ж осі, наступним співвідношенням Ул де у л - відносний ЛІНІЙНИЙ електроерозійний знос електрод а-інструмента, % На приведених фігурах зображено схеми початкової (фіг 1), проміжної (фіг 2) та кінцевої (фіг 3) фаз реалізації пропонуємого способу розмірної обробки електричною дугою фасонної поверхні наскрізного отвору, фіг 4 - розрахункова схема визначення плинних значінь кута а,, нахилу твірної бічної поверхні на ділянках електрода-шструмента в залежності від плинного значення кута р, нахилу твірної обробляємої поверхні на загальному радіусі г,, схеми початкової (фіг 5), проміжної (фіг 6) та кінцевої (фіг 7) фаз реалізації пропонуємого способу розмірної обробки електричною дугою фасонної поверхні стержня Формоутворення фасонної поверхні 1 наскрізного отвору в заготовці 2 (фиг 1, 2, 3) здійснюють електричною дугою 3, яку збуджують в торцевому міжелектродному зазорі 4 між електродінструментом 5 та електрод-за готов кою 2 в поперечному гідродинамічному потоці робочої рідини, наприклад органічного середовища на базі індустріального масла (50%) та гасу (50%) 3 цією метою робочу рідину прокачують крізь торцевий міжелектродний зазор 4 під технологічним тиском, який складає на вході 0,2 5МПа При цьому обробку здійснюють без утворення бічного міжелектродного зазора, тобто при умові, коли продукти ерозії, що утворюються в торцевому міжелектродному зазорі 4, не впливають на точність та якість формування обробленої поверхні З Останнє є можливим у зв'язку з організацією особливої форми твірної бічної поверхні 6 електрода-шструмента 5 (фіг 4) Кривизна поверхні 6 на плинному радіусі г,, що задається кутом а, її нахилу до осі подачи електрода-шструмента 5, пов'язана з кривизною твірної обробляємої поверхні 1 на тому ж радіусі г,, що задається кутом р, до тієї ж осі, наступним співвідношенням t (r )=t В ( ) — Ул ' нахилу (1) де ул - відносний ЛІНІЙНИЙ електроерозійний знос електрода-шструмента Співвідношення (1), в свою чергу, отримано на підставі залежностей (2) (5) для першої із десяти ділянок, на які попередньо розбивається твірна обробляєма криволінійна поверхня 1 (див горизонтальні паралельні лінії на фіг 4) та для першої ділянки, на які далі розбивається твірна поверхня 6 електродашструмента 5 (див вертикальні паралельні лінії на фіг 4) „100-/^ , АД=ВС (3) А Д = п Е і tga (4) B C = h E 3 tgp (5) де ПЕІ - абсолютний знос ЕІ, м, ПЕЗ - висота ділянки обробляємої поверхні 1 На практиці КІЛЬКІСТЬ рівних частин, на яку розбивають твірні поверхні електродів може змінюватися від 10 до 1000, причому чим більше частин, тим вище точність будування твірної поверхні 6 електрода-шструмента 5 Далі, за формулою (1), при заданих кутах Рі рю, визначають кути он оио в функції змінного радіусу г, та з'єднують отримані точки на твірній бічній поверхні 6 електродашструмента неперервною плавною ЛІНІЄЮ Отримання фігурної поверхні 1 пропонуємим способом є можливим внаслідок того, що в процесі обробки торцева поверхня 7 електродашструмента 5 піддається електроерозійному зносу, який приводить до зменшення його висоти, а ВІДПОВІДНО і його зовнішнього робочого діаметра Так, при початковому діаметрі електродашструмента 5, що дорівнює Dn, діаметр електродашструмента 5 в КІНЦІ формоутворення фігурної поверхні 1 дорівнює DK Формоутворення фасонної поверхні 8 стержня 9 (фіг 5, 6, 7) здійснюється електричною дугою 10, що горить між стержнем 9 та електродомшструментом 11 з твірною бічною поверхнею 12, здійснюється аналогічно, як і формоутворення фасонної поверхні 1 наскрізного отвору, лише з різницею в напрямку прокачування робочої рідини в торцевому міжелектродному зазорі 13 При цьому є справедливою залежність (1) Для якісного формоутворення периферійної частини обробляємої поверхні 8 стержня 9 доцільно обробку здійснювати разом з тонкостінною технологічною втулкою 14, яку попередньо нерухомо закріпляють на стержні 9 Використання пропонуємого способу розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, порівняно із відомим, дозволяє забезпечити рівномірну шорсткість обробленої поверхні та підвищує точність її формоутворення на 1 - 2 квалітета 52085 Фіг 4 Фіг. З 14 Фіг. 5 14 чг. 7 52085 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dimensional processing with electric arc surfaces of solids of revolution with curvilinear generatrixes
Автори англійськоюBokov Viktor Myhailovych, Melnyk Tetiana Oleksandrivna, Shmeliov Vitalii Mykolaiovych
Назва патенту російськоюСпособ размерной обработки электрической дугой поверхностей тел вращения с криволинейной образующей
Автори російськоюБоков Виктор Михайлович, Мельник Татьяна Александровна, Шмелев Виталий Николаевич
МПК / Мітки
МПК: B22D 19/00, B23P 6/00
Мітки: поверхонь, твірною, електричною, обертання, обробки, дугою, розмірної, тіл, спосіб, криволінійною
Код посилання
<a href="https://ua.patents.su/4-52085-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-poverkhon-til-obertannya-z-krivolinijjnoyu-tvirnoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною</a>
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: конічних, обробки, розмірної, електричною, спосіб, поверхонь, дугою
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович, Гросул Ігор Анатолійович, Мельник Тетяна Олександрівна
МПК: B23P 17/00
Мітки: дугою, тіл, електричною, обертання, обробки, спосіб
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: розмірної, спосіб, електричною, дугою, стрижнів, обробки
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, спосіб, обробки, поверхневої, дугою, розмірної
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: електричною, обробки, спосіб, порожнин, отворів, розмірної, дугою
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Попередній патент: Спосіб ортопедичного лікування генералізованого пародонтиту із використанням розбірної моделі із рухомими зубами
Наступний патент: Спосіб вимірювання швидкості високотемпературного газового потоку
Випадковий патент: Пристрій гідроклиновий