Пристрій для виготовлення заготовок привідних пасів
Номер патенту: 75984
Опубліковано: 15.06.2006
Автори: Лотаков Віктор Сергійович, Пасічник Олексій Андрійович, Хорольський Михайло Степанович
Формула / Реферат
1. Пристрій для виготовлення заготовок привідних пасів, що містить станину, на якій закріплені два консольних барабани з можливістю обертання навколо своєї осі, на поверхні яких з боку станини виконано гвинтові канавки із кроком, що відповідає кроку навивання кордшнура, який відрізняється тим, що на консольних барабанах після гвинтових канавок виконані профільні проточки для механічного перевертання гумокордного шару заготовки кордшнуром вверх, а поверхня барабана після проточки виконана хвилясто-гвинтовою.
2. Пристрій за п. 1, який відрізняється тим, що барабан виконано з двох частин, одна із яких - з гвинтовими канавками, друга - з хвилястою гвинтовою поверхнею, з'єднаних між собою змінними вставками, які формують профільну проточку необхідної ширини, та закріплених на станині з можливістю обертання кожної із них навколо своєї осі.
Текст
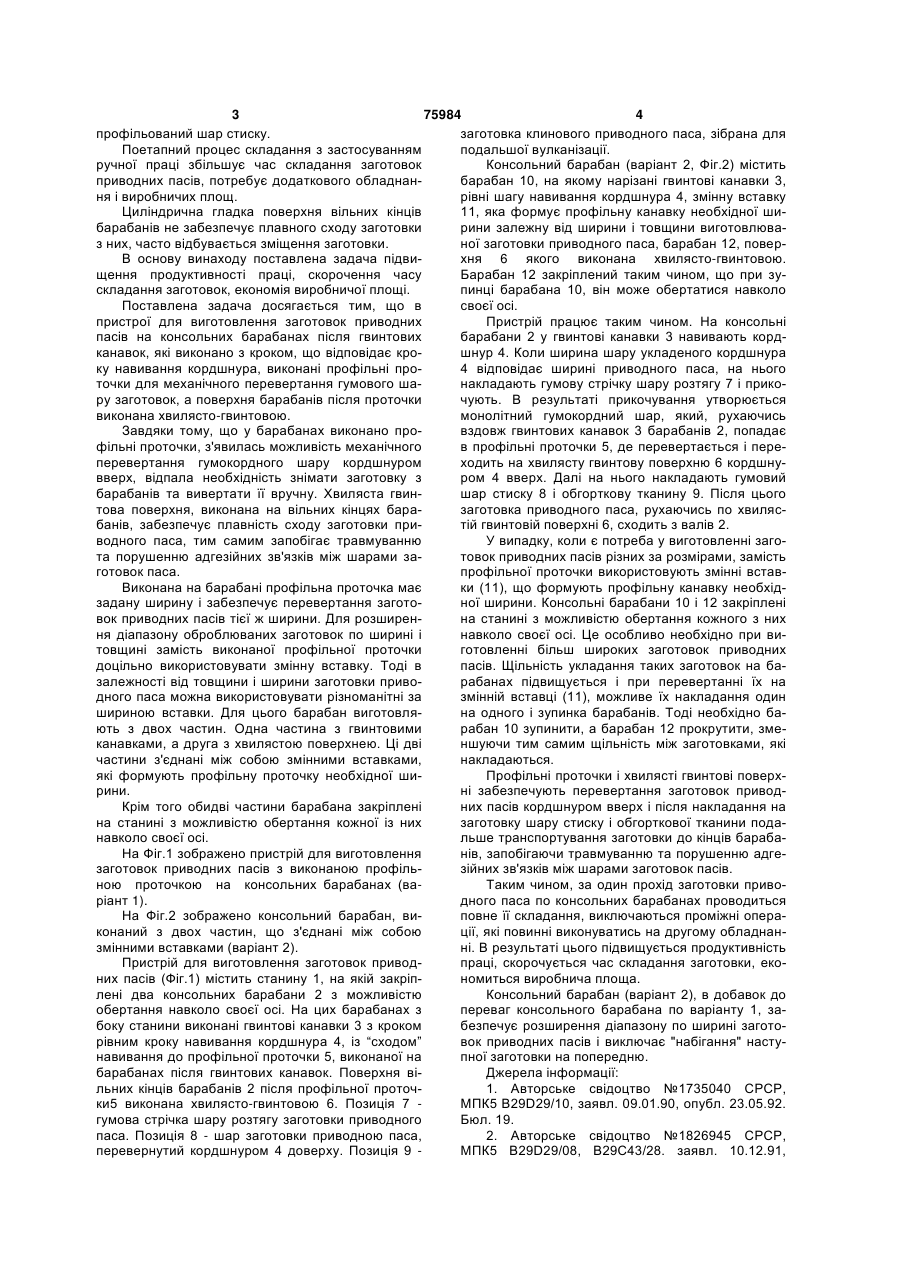
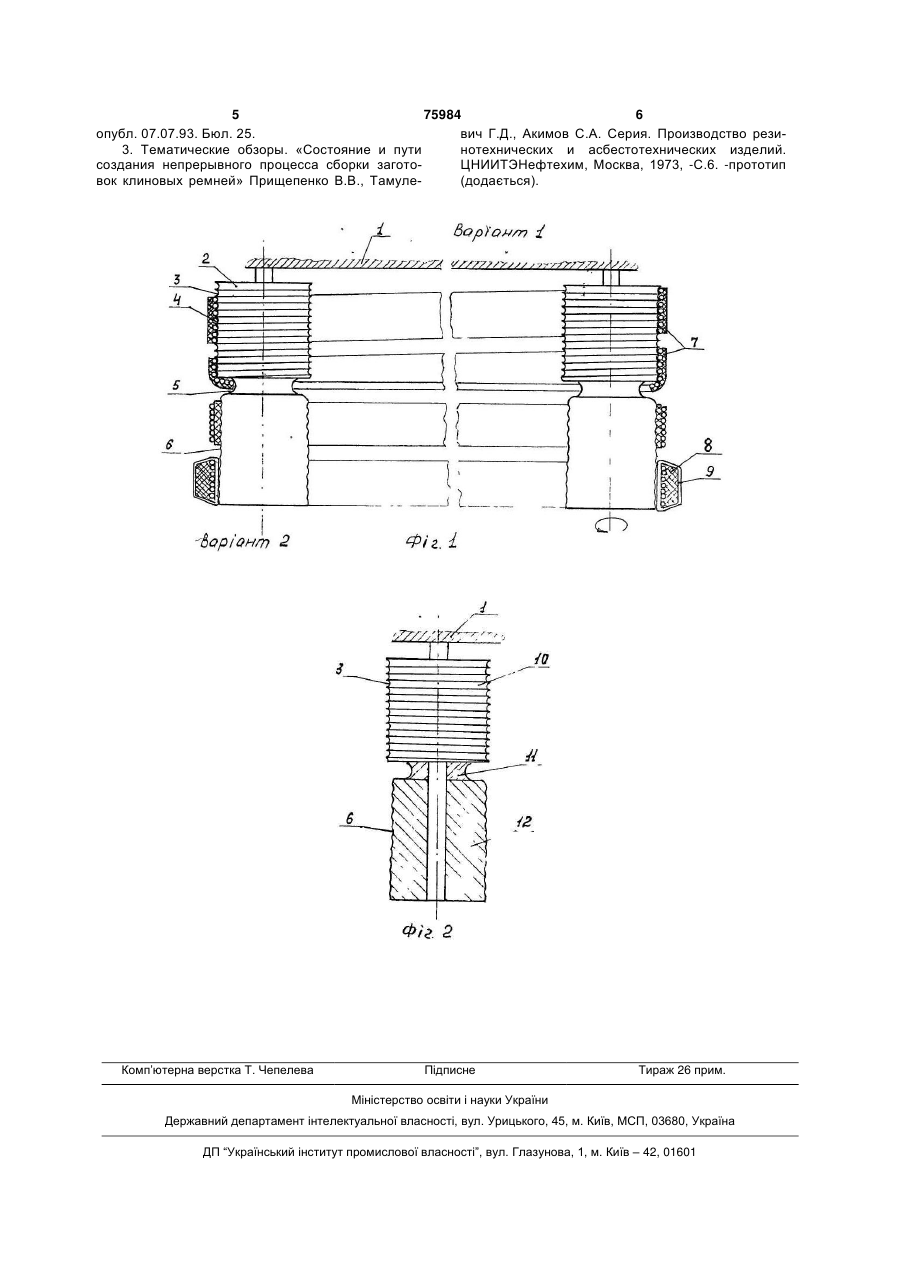
1. Пристрій для виготовлення заготовок привідних пасів, що містить станину, на якій закріплені два консольних барабани з можливістю обертання навколо своєї осі, на поверхні яких з боку станини виконано гвинтові канавки із кроком, що відповідає кроку навивання кордшнура, який відрізняється тим, що на консольних барабанах після гвинтових канавок виконані профільні проточки для механічного перевертання гумокордного шару заготовки кордшнуром вверх, а поверхня барабана після проточки виконана хвилясто-гвинтовою. 2. Пристрій за п.1, який відрізняється тим, що барабан виконано з двох частин, одна із яких - з гвинтовими канавками, друга - з хвилястою гвинтовою поверхнею, з'єднаних між собою змінними вставками, які формують профільну проточку необхідної ширини, та закріплених на станині з можливістю обертання кожної із них навколо своєї осі. Винахід відноситься до гумотехнічної галузі, а саме до виробний ι ва привідних пасів кордшнурової конструкції. Відомий пристрій [1] для укладання кордшнура на вікель місіть складальний і натяжний барабани, рухому вздовж складального барабана каретку із змонтованим на ній важелем. На важелі закріплені напрямний елемент та змонтований на горизонтальній осі і виконаний з проточкою для кордшнура прижимний ролик. Недоліком даного пристрою є те, що кордшнур, який навивається на складальний і натяжний барабани, не фіксується в осьовому переміщенні вздовж барабанів і при укладанні гумових шарів стиску чи розтягу вій може зміщатися і фіксуватися в гумових шарах з перехльостуванням чи перекосом. Відомий пристрій [2] для виготовлення вікелів нескінченних армованих зубчатих пасів із полімерних матеріалів містить формовочний і натяжним зубчасті барабани, нескінченну формуючу стрічку, формуючу камеру, каретку для укладання армуючого корду на поверхню зубчатих барабанів і засіб для рівномірного укладання армуючого корду, який виконаний у вигляді гребінки з гвинтовою нарізкою з кроком, рівним кроку навивки армуючого корду. Недоліком даного пристрою є те, що зовнішні поверхні зубців зубчатих барабанів мають гладку поверхню, яка не може запобігти зміщенню корду при накладанні на нього полімерної суміші, яка з великим тиском виходить із екструзійної головки. Найбільш близьким технічним рішенням по суті конструктивних ознак до запропонованого є пристрій [3], що містить два консольно закріплених барабани, на поверхні яких з боку станини є гвинтові канавки з кроком, що відповідає кроку навивання кордшнура, а вільні кінці барабанів мають циліндричну гладку поверхню. Недоліком даного технічного рішення є складання заготовки клиновою паса в два етапи, так як на вищезгаданому пристрої спочатку на гвинтову поверхню консольних барабанів навивають кордшнур, після чого вручну накладають плоску заготовку шару розтягу. В такому вигляді заготовку знімають із барабанів, вивертають її і надівають на два циліндричних шківа, де накладають на неї (19) UA (11) 75984 (13) C2 (21) 20040503822 (22) 20.05.2004 (24) 15.06.2006 (46) 15.06.2006, Бюл. № 6, 2006 р. (72) Пасічник Олексій Андрійович, Лотаков Віктор Сергійович, Хорольський Михайло Степанович (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "УКРАЇНСЬКИЙ НАУКОВО-ДОСЛІДНИЙ КОНСТРУКТОРСЬКОТЕХНОЛОГІЧНИЙ ІНСТИТУТ ЕЛАСТОМЕРНИХ МАТЕРІАЛІВ І ВИРОБІВ" (56) SU 1735040, 23.05.1992 SU 1826945, 07.07.1993 Прищепенко В.В., Тамулевич Г.Д., Акимов С.А. Состояние и пути создания непрерывного процесса сборки заготовок клиновых ремней. Тематические обзоры. Серия "Производство резинотехнических и асбестотехнических изделий". -М.: ЦНИИТЭНефтехим, 1973. - С.6. 3 75984 4 профільований шар стиску. заготовка клинового приводного паса, зібрана для Поетапний процес складання з застосуванням подальшої вулканізації. ручної праці збільшує час складання заготовок Консольний барабан (варіант 2, Фіг.2) містить приводних пасів, потребує додаткового обладнанбарабан 10, на якому нарізані гвинтові канавки 3, ня і виробничих площ. рівні шагу навивання кордшнура 4, змінну вставку Циліндрична гладка поверхня вільних кінців 11, яка формує профільну канавку необхідної шибарабанів не забезпечує плавного сходу заготовки рини залежну від ширини і товщини виготовлюваз них, часто відбувається зміщення заготовки. ної заготовки приводного паса, барабан 12, поверВ основу винаходу поставлена задача підвихня 6 якого виконана хвилясто-гвинтовою. щення продуктивності праці, скорочення часу Барабан 12 закріплений таким чином, що при зускладання заготовок, економія виробничої площі. пинці барабана 10, він може обертатися навколо Поставлена задача досягається тим, що в своєї осі. пристрої для виготовлення заготовок приводних Пристрій працює таким чином. На консольні пасів на консольних барабанах після гвинтових барабани 2 у гвинтові канавки 3 навивають кордканавок, які виконано з кроком, що відповідає крошнур 4. Коли ширина шару укладеного кордшнура ку навивання кордшнура, виконані профільні про4 відповідає ширині приводного паса, на нього точки для механічного перевертання гумового шанакладають гумову стрічку шару розтягу 7 і прикору заготовок, а поверхня барабанів після проточки чують. В результаті прикочування утворюється виконана хвилясто-гвинтовою. монолітний гумокордний шар, який, рухаючись Завдяки тому, що у барабанах виконано провздовж гвинтових канавок 3 барабанів 2, попадає фільні проточки, з'явилась можливість механічного в профільні проточки 5, де перевертається і переперевертання гумокордного шару кордшнуром ходить на хвилясту гвинтову поверхню 6 кордшнувверх, відпала необхідність знімати заготовку з ром 4 вверх. Далі на нього накладають гумовий барабанів та вивертати її вручну. Хвиляста гвиншар стиску 8 і обгорткову тканину 9. Після цього това поверхня, виконана на вільних кінцях баразаготовка приводного паса, рухаючись по хвилясбанів, забезпечує плавність сходу заготовки притій гвинтовій поверхні 6, сходить з валів 2. водного паса, тим самим запобігає травмуванню У випадку, коли є потреба у виготовленні загота порушенню адгезійних зв'язків між шарами затовок приводних пасів різних за розмірами, замість готовок паса. профільної проточки використовують змінні вставВиконана на барабані профільна проточка має ки (11), що формують профільну канавку необхідзадану ширину і забезпечує перевертання заготоної ширини. Консольні барабани 10 і 12 закріплені вок приводних пасів тієї ж ширини. Для розширенна станині з можливістю обертання кожного з них ня діапазону оброблюваних заготовок по ширині і навколо своєї осі. Це особливо необхідно при витовщині замість виконаної профільної проточки готовленні більш широких заготовок приводних доцільно використовувати змінну вставку. Тоді в пасів. Щільність укладання таких заготовок на базалежності від товщини і ширини заготовки приворабанах підвищується і при перевертанні їх на дного паса можна використовувати різноманітні за змінній вставці (11), можливе їх накладання один шириною вставки. Для цього барабан виготовляна одного і зупинка барабанів. Тоді необхідно бають з двох частин. Одна частина з гвинтовими рабан 10 зупинити, а барабан 12 прокрутити, змеканавками, а друга з хвилястою поверхнею. Ці дві ншуючи тим самим щільність між заготовками, які частини з'єднані між собою змінними вставками, накладаються. які формують профільну проточку необхідної шиПрофільні проточки і хвилясті гвинтові поверхрини. ні забезпечують перевертання заготовок приводКрім того обидві частини барабана закріплені них пасів кордшнуром вверх і після накладання на на станині з можливістю обертання кожної із них заготовку шару стиску і обгорткової тканини поданавколо своєї осі. льше транспортування заготовки до кінців барабаНа Фіг.1 зображено пристрій для виготовлення нів, запобігаючи травмуванню та порушенню адгезаготовок приводних пасів з виконаною профільзійних зв'язків між шарами заготовок пасів. ною проточкою на консольних барабанах (ваТаким чином, за один прохід заготовки приворіант 1). дного паса по консольних барабанах проводиться На Фіг.2 зображено консольний барабан, виповне її складання, виключаються проміжні операконаний з двох частин, що з'єднані між собою ції, які повинні виконуватись на другому обладнанзмінними вставками (варіант 2). ні. В результаті цього підвищується продуктивність Пристрій для виготовлення заготовок приводпраці, скорочується час складання заготовки, еконих пасів (Фіг.1) містить станину 1, на якій закріпномиться виробнича площа. лені два консольних барабани 2 з можливістю Консольний барабан (варіант 2), в добавок до обертання навколо своєї осі. На цих барабанах з переваг консольного барабана по варіанту 1, забоку станини виконані гвинтові канавки 3 з кроком безпечує розширення діапазону по ширині заготорівним кроку навивання кордшнура 4, із “сходом” вок приводних пасів і виключає "набігання" настунавивання до профільної проточки 5, виконаної на пної заготовки на попередню. барабанах після гвинтових канавок. Поверхня віДжерела інформації: льних кінців барабанів 2 після профільної проточ1. Авторське свідоцтво №1735040 СРСР, ки5 виконана хвилясто-гвинтовою 6. Позиція 7 МПК5 В29D29/10, заявл. 09.01.90, опубл. 23.05.92. гумова стрічка шару розтягу заготовки приводного Бюл. 19. паса. Позиція 8 - шар заготовки приводною паса, 2. Авторське свідоцтво №1826945 СРСР, перевернутий кордшнуром 4 доверху. Позиція 9 МПК5 В29D29/08, В29С43/28. заявл. 10.12.91, 5 75984 6 опубл. 07.07.93. Бюл. 25. вич Г.Д., Акимов С.А. Серия. Производство рези3. Тематические обзоры. «Состояние и пути нотехнических и асбестотехнических изделий. создания непрерывного процесса сборки заготоЦНИИТЭНефтехим, Москва, 1973, -С.6. -прототип вок клиновых ремней» Прищепенко В.В., Тамуле(додається). Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for making of billets of driving belts
Автори англійськоюKhorolskyi Mykhailo Stepanovych
Назва патенту російськоюУстройство для изготовления заготовок приводных ремней
Автори російськоюХорольский Михаил Степанович
МПК / Мітки
МПК: B29D 29/00
Мітки: пасів, заготовок, виготовлення, привідних, пристрій
Код посилання
<a href="https://ua.patents.su/3-75984-pristrijj-dlya-vigotovlennya-zagotovok-prividnikh-pasiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення заготовок привідних пасів</a>
Пристрій для здійснення безперервної розрізки магнітних заготовок
Номер патенту: 8763
Опубліковано: 15.08.2005
Автори: Бровченко Анатолій Михайлович, Головатий Сергій Сергійович, Пономаренко Ірина Пилипівна, Гришина Ера Олександрівна, Смоквина Володимир Віталійович
МПК: B26D 5/20
Мітки: безперервної, пристрій, розрізки, заготовок, здійснення, магнітних
Формула / Реферат:
Пристрій для здійснення безперервної розрізки магнітних заготовок, який має бункер, барабан, шліфувальний круг, лоток та плиту, який відрізняється тим, що пристрій обладнаний додатковим барабаном з бункерно-завантажувальним пристроєм для подачі заготовок.
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: заготовок, пристрій, виготовлення, гофрованих, гвинтових
Формула / Реферат:
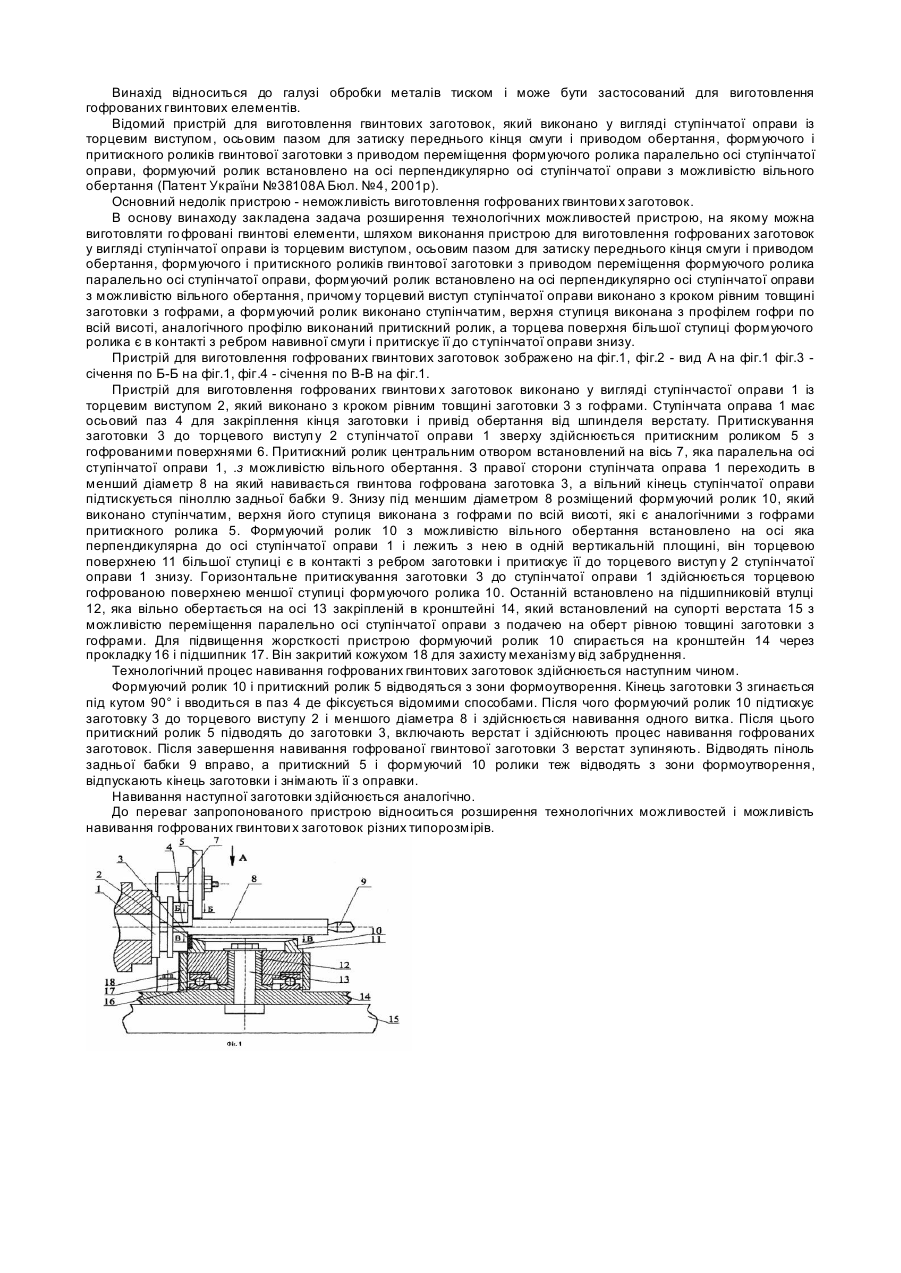
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: заготовок, пристрій, виготовлення, гофрованих, гвинтових
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Пристрій для виготовлення профільних кільцевих заготовок
Номер патенту: 52467
Опубліковано: 16.12.2002
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: пристрій, профільних, заготовок, кільцевих, виготовлення
Формула / Реферат:
Пристрій для виготовлення профільних кільцевих заготовок, що містить корпус, який складається з двох частин - верхньої і нижньої, в яких паралельно один до одного встановлені валки, в нижній частині, наприклад три, а у верхній - один або два, напроти один до одного, напроти валків рівномірно по їх довжині виконано пази-калібри, а верхня і нижня частини корпуса з'єднані між собою петлями з можливістю вільного відносного провертання на 90°,...
Спосіб виготовлення паличок із заготовок
Номер патенту: 51408
Опубліковано: 15.11.2002
Автори: Кононенко Володимир Іванович, Козлов Віктор Олексійович
МПК: B27L 9/00
Мітки: заготовок, паличок, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення паличок із заготовок, який полягає в тому, що заготовки пропускають через трубу-фіксатор, де їх розпилюють пакетом пил на пакет паличок, який відрізняється тим, що заготовки розпилюють пакетом пил з мінінедорізом з наступним фрезеруванням останнього.
Попередній патент: Спосіб та лінія безперервного розтягування шкір та подібних виробів
Наступний патент: Аерогідродинамічний рушій
Випадковий патент: Спосіб одержання білків із зеленої маси рослин