Пристрій для виготовлення профільних кільцевих заготовок
Формула / Реферат
Пристрій для виготовлення профільних кільцевих заготовок, що містить корпус, який складається з двох частин - верхньої і нижньої, в яких паралельно один до одного встановлені валки, в нижній частині, наприклад три, а у верхній - один або два, напроти один до одного, напроти валків рівномірно по їх довжині виконано пази-калібри, а верхня і нижня частини корпуса з'єднані між собою петлями з можливістю вільного відносного провертання на 90°, крім цього жорстке кріплення частин корпуса здійснено за допомогою фіксатора, який по посадці ковзання з'єднаний з втулками, які попарно жорстко з'єднані з обома частинами корпуса, а взаємозв'язок верхніх і нижніх валків здійснено за допомогою зубчастих коліс, який відрізняється тим, що пази-калібри, які виконані на верхніх і нижніх валках, мають форму трапеції, нижні основи яких встановлені напроти одна до одної, а довжини верхніх і нижніх основ трапеції менші товщини заготовки, пази-калібри у верхній і нижній частинах валків виконані в різних комбінаціях для формоутворення різних профільних кілець, причому верхні валки з двох кінців підпружинені пружинами стискування для забезпечення надійного контакту заготовки з нижніми і верхніми валками, на стиску верхньої і нижньої частин корпуса виконані пази для вільного проходження і формоутворення кілець, а зуби зубчастого зачеплення виконані по радіусу зі сторони лівого торця корпуса з можливістю відносного провертання на 90°, причому величина радіального переміщення верхнього валка знаходиться в межах допустимого контакту зубчастого зачеплення двох шестерень.
Текст
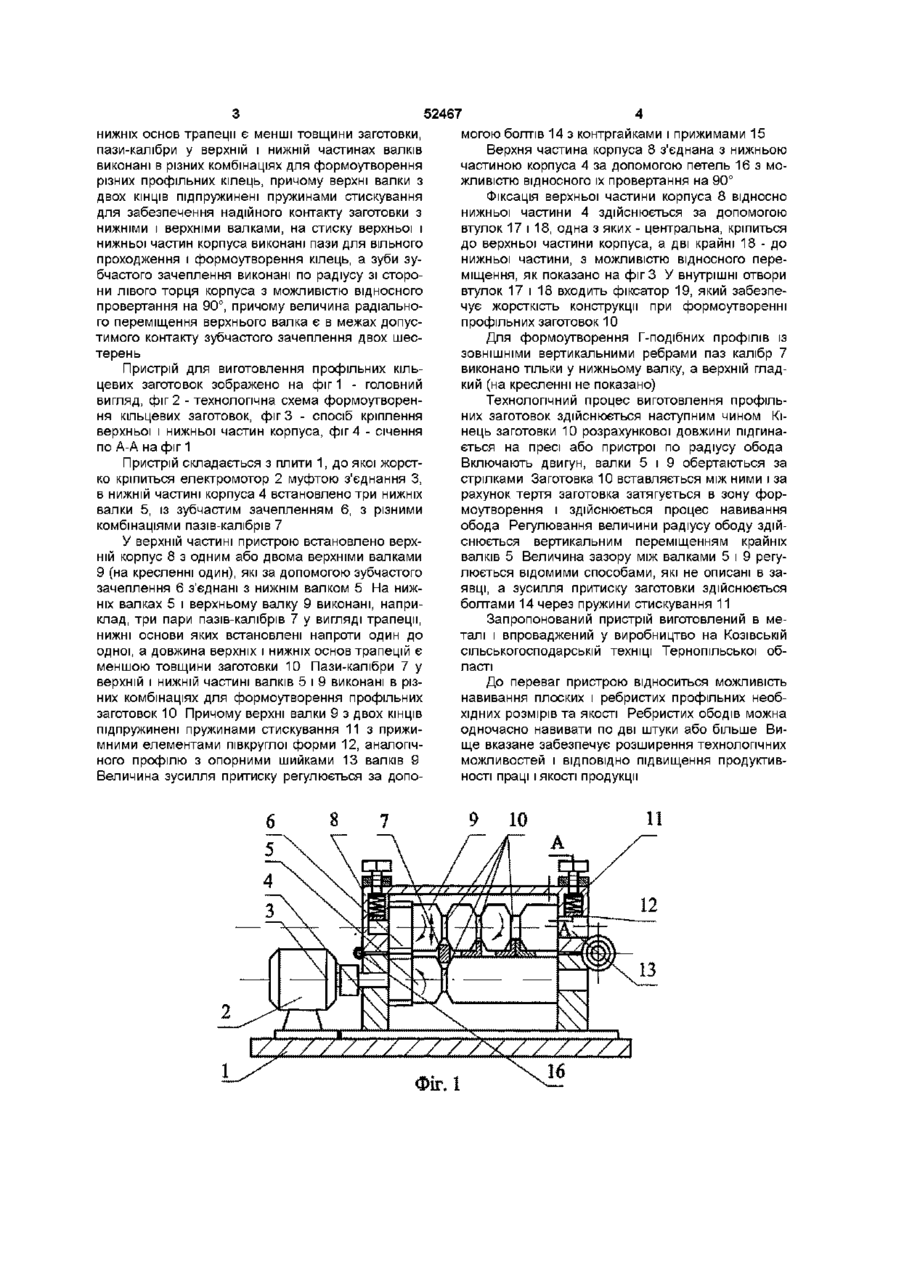
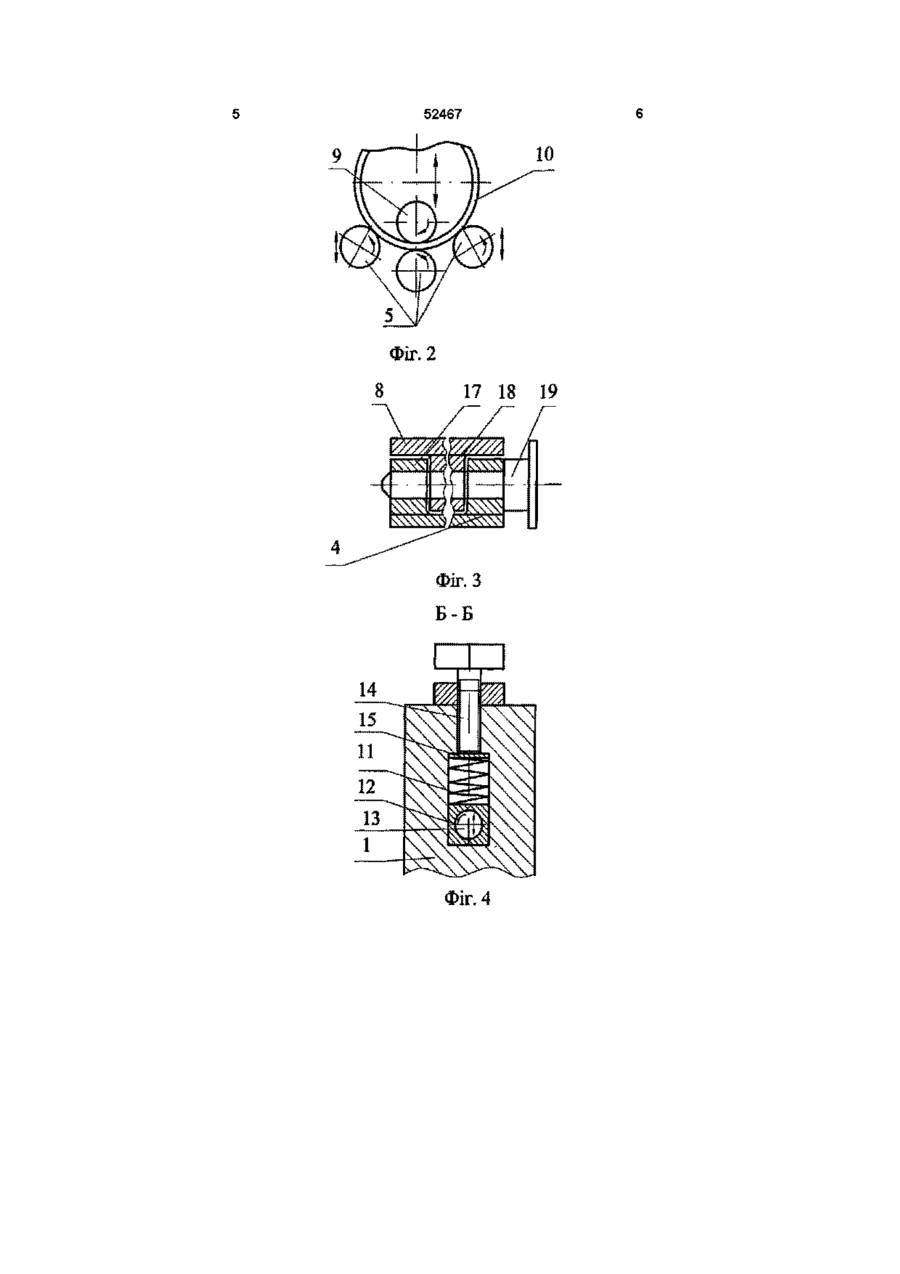
Пристрій для виготовлення профільних кільцевих заготовок, що містить корпус, який складається з двох частин - верхньої і нижньої, в яких паралельно один до одного встановлені валки, в нижній частині, наприклад три, а у верхній - один або два, напроти один до одного, напроти валків рівномірно по їх довжині виконано пази-калібри, а верхня і нижня частини корпуса з'єднані між собою петлями з можливістю вільного відносного провертання на 90°, крім цього жорстке кріплення частин корпуса здійснено за допомогою фіксатора, який по посадці ковзання з'єднаний з втулками, які попарно жорстко з'єднані з обома частинами корпуса, а взаємозв'язок верхніх і нижніх валків здійснено за допомогою зубчастих коліс, який відрізняється тим, що пази-калібри, які виконані на верхніх і нижніх валках, мають форму трапеції, нижні основи яких встановлені напроти одна до одної, а довжини верхніх і нижніх основ трапеції менші товщини заготовки, пази-калібри у верхній і нижній частинах валків виконані в різних комбінаціях для формоутворення різних профільних кілець, причому верхні валки з двох КІНЦІВ під пружинені пружинами стискування для забезпечення надійного контакту заготовки з нижніми і верхніми валками, на стиску верхньої і нижньої частин корпуса виконані пази для вільного проходження і формоутворення кілець, а зуби зубчастого зачеплення виконані по радіусу зі сторони лівого торця корпуса з можливістю відносного провертання на 90°, причому величина радіального переміщення верхнього валка знаходиться в межах допустимого контакту зубчастого зачеплення двох шестерень Винахід відноситься до сільськогосподарського машинобудування і може мати широке використання в транспортно-технологічних системах машин та механізмів Відомий пристрій, який виконаний у вигляді корпуса, який складається з двох частин - верхньої і нижньої, в яких паралельно один до одного встановлені валки, в нижній частині, наприклад три, а у верхній - один або два, напроти один до одного, напроти валків рівномірно по їх довжині виконано пази-калібри, а верхня і нижня частина корпуса з'єднані між собою петлями з можливістю вільного відносного провертання на 90°, крім цього жорстке кріплення цих частин корпуса здійснено за допомогою фіксатора, який по посадці ковзання з'єднаний з втулками, які попарно жорстко з'єднані з обома частинами корпуса, а взаємозв'язок верхніх і нижніх валків здійснено за допомогою зубчастих коліс (Декларац патент України № 45229, Бюл № З, 2002 р) утворення гофр по внутрішньому діаметру В основу винаходу покладено задачу підвищення якості виготовлення профільних кільцевих заготовок, шляхом виконання пристрою для виготовлення профільних кільцевих заготовок, який виконаний у вигляді корпуса, який складається з двох частин - верхньої і нижньої, в яких паралельно один до одного встановлені валки, в нижній частині, наприклад три, а у верхній - один або два, напроти один до одного, напроти валків рівномірно по їх довжині виконано пази-калібри, а верхня і нижня частина корпуса з'єднані між собою петлями з можливістю вільного відносного провертання на 90°, крім цього жорстке кріплення цих частин корпуса здійснено за допомогою фіксатора, який по посадці ковзання з'єднаний з втулками, які попарно жорстко з'єднані з обома частинами корпуса, а взаємозв'язок верхніх і нижніх валків здійснено за допомогою зубчастих коліс, причому пазикалібри, які виконані на верхніх і нижніх валках мають форму трапеції, нижні основи яких встановлені напроти одна до одної, а довжини верхніх і До недоліків даного пристрою відноситься низька якість виготовлення кільцевих заготовок і 1 (О ю 52467 могою болтів 14 з контргайками і прижимами 15 нижніх основ трапеції є менші товщини заготовки, Верхня частина корпуса 8 з'єднана з нижньою пази-калібри у верхній і нижній частинах валків частиною корпуса 4 за допомогою петель 16 з мовиконані в різних комбінаціях для формоутворення жливістю відносного їх провертання на 90° різних профільних кілець, причому верхні валки з Фіксація верхньої частини корпуса 8 відносно двох КІНЦІВ підпружинені пружинами стискування нижньої частини 4 здійснюється за допомогою для забезпечення надійного контакту заготовки з втулок 17 і 18, одна з яких - центральна, кріпиться нижніми і верхніми валками, на стиску верхньої і до верхньої частини корпуса, а дві крайні 18 - до нижньої частин корпуса виконані пази для вільного нижньої частини, з можливістю відносного перепроходження і формоутворення кілець, а зуби зуміщення, як показано на фіг З У внутрішні отвори бчастого зачеплення виконані по радіусу зі сторовтулок 17 і 18 входить фіксатор 19, який забезпени лівого торця корпуса з можливістю відносного чує жорсткість конструкції при формоутворенні провертання на 90°, причому величина радіальнопрофільних заготовок 10 го переміщення верхнього валка є в межах допустимого контакту зубчастого зачеплення двох шесДля формоутворення Г-подібних профілів із терень ЗОВНІШНІМИ вертикальними ребрами паз калібр 7 виконано тільки у нижньому валку, а верхній гладПристрій для виготовлення профільних кілький (на кресленні не показано) цевих заготовок зображено на фіг 1 - головний вигляд, фіг 2 - технологічна схема формоутворенТехнологічний процес виготовлення профільня кільцевих заготовок, фіг 3 - спосіб кріплення них заготовок здійснюється наступним чином Ківерхньої і нижньої частин корпуса, фіг 4 - січення нець заготовки 10 розрахункової довжини підгинапо А-А на фіг 1 ється на пресі або пристрої по радіусу обода Включають двигун, валки 5 і 9 обертаються за Пристрій складається з плити 1, до якої жорстстрілками Заготовка 10 вставляється між ними і за ко кріпиться електромотор 2 муфтою з'єднання З, рахунок тертя заготовка затягується в зону форв нижній частині корпуса 4 встановлено три нижніх моутворення і здійснюється процес навивання валки 5, із зубчастим зачепленням 6, з різними обода Регулювання величини радіусу ободу здійкомбінаціями пазів-калібрів 7 снюється вертикальним переміщенням крайніх У верхній частині пристрою встановлено верхвалків 5 Величина зазору між валками 5 і 9 регуній корпус 8 з одним або двома верхніми валками люється відомими способами, які не описані в за9 (на кресленні один), які за допомогою зубчастого явці, а зусилля притиску заготовки здійснюється зачеплення 6 з'єднані з нижнім валком 5 На нижболтами 14 через пружини стискування 11 ніх валках 5 і верхньому валку 9 виконані, наприклад, три пари пазів-калібрів 7 у вигляді трапеції, Запропонований пристрій виготовлений в менижні основи яких встановлені напроти один до талі і впроваджений у виробництво на КОЗІВСЬКІЙ одної, а довжина верхніх і нижніх основ трапецій є сільськогосподарській техніці Тернопільської обменшою товщини заготовки 10 Пази-калібри 7 у ласті верхній і нижній частині валків 5 і 9 виконані в різДо переваг пристрою відноситься можливість них комбінаціях для формоутворення профільних навивання плоских і ребристих профільних необзаготовок 10 Причому верхні валки 9 з двох КІНЦІВ хідних розмірів та якості Ребристих ободів можна підпружинені пружинами стискування 11 з прижиодночасно навивати по дві штуки або більше Вимними елементами півкруглої форми 12, аналогічще вказане забезпечує розширення технологічних ного профілю з опорними шийками 13 валків 9 можливостей і ВІДПОВІДНО підвищення продуктивВеличина зусилля притиску регулюється за допоності праці і якості продукції / / / / / / / / / / 52467 Фіг. 2 8 17 18 Фіг. 4 19
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for making profiled ring billets
Автори англійськоюDrahan Andrii Petrovych
Назва патенту російськоюУстройство для изготовления профильных кольцевых заготовок
Автори російськоюДраган Андрей Петрович
МПК / Мітки
МПК: B21D 11/06
Мітки: кільцевих, виготовлення, профільних, заготовок, пристрій
Код посилання
<a href="https://ua.patents.su/3-52467-pristrijj-dlya-vigotovlennya-profilnikh-kilcevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення профільних кільцевих заготовок</a>
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Столяр Ігор Анатолієвич, Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/02, B29D 30/00
Мітки: виготовлення, заготовок, спосіб, шин, кільцевих, масивних
Формула / Реферат:
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Пристрій для виготовлення ободів коліс транспортно-технологічних систем
Номер патенту: 45229
Опубліковано: 15.03.2002
Автори: Гупка Богдан Васильович, Гнатьо Володимир Михайлович, Гевко Іван Богданович, Гнатьо Петро Михайлович
МПК: B21D 11/06
Мітки: коліс, виготовлення, ободів, пристрій, систем, транспортно-технологічних
Формула / Реферат:
Пристрій для виготовлення ободів коліс транспортно-технологічних систем, що містить корпус, на якому встановлені декілька пар формувальних валків у верхній і нижній частинах, механізм відносної зміни їх положення, та механізм приводу, який відрізняється тим, що корпус виконано з двох частин, верхньої і нижньої, в яких паралельно один до одного встановлені валки, в нижній, наприклад три, а у верхній - один або два, напроти один одного валків...
Пристрій для гнуття по спіралі профільних заготовок

Номер патенту: 16574
Опубліковано: 29.08.1997
Автор: Кікта Ярослав Йосифович
МПК: B21D 11/06
Мітки: гнуття, пристрій, спіралі, заготовок, профільних
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання
Номер патенту: 46040
Опубліковано: 15.05.2002
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Грабчев Борис Леонідович, Кривонос Вадим Петрович
МПК: B23K 11/04
Мітки: рейок, профільних, заготовок, двох, стикового, зварювання, машини, зокрема, контактного, пристрій, центрування
Формула / Реферат:
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить в собі механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу непогодження, при цьому входи диференціального...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Гупка Богдан Васильович, Лясота Оксана Михайлівна, Гевко Ігор Богданович, Пилипець Михайло Ількович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: реалізації, спосіб, формоутворення, гвинтових, заготовок, верстат, профільних
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Попередній патент: Спосіб зливання компонента палива з багатоступінчастої ракети-носія
Наступний патент: Корозійностійке покриття та спосіб його отримання