Спосіб ультразвукової ударної обробки зварних з’єднань
Номер патенту: 76901
Опубліковано: 15.09.2006
Автори: Гришанова Ірина Аркадіївна, Гришанов Аркадій Олександрович
Формула / Реферат
1. Спосіб ультразвукової ударної обробки зварних з’єднань, який включає подавання вимушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, а також подачу до місця обробки кавітованого середовища, який відрізняється тим, що додатково вздовж зварного шва пластичним деформуванням виготовляють розвантажувальні канавки, які охоплюють навколошовну зону зварного з’єднання.
2. Спосіб за п. 1, який відрізняється тим, що здійснюють плавний перехід від шва до основного металу радіусом, який забезпечує зниження концентрації напруг.
3. Спосіб за п. 1, який відрізняється тим, що глибину розвантажувальної канавки, яка залежить від місця розташування переходу з високою концентрацією напруг, виконують на ділянці навколошовної зони із сприятливою структурою металу.
Текст
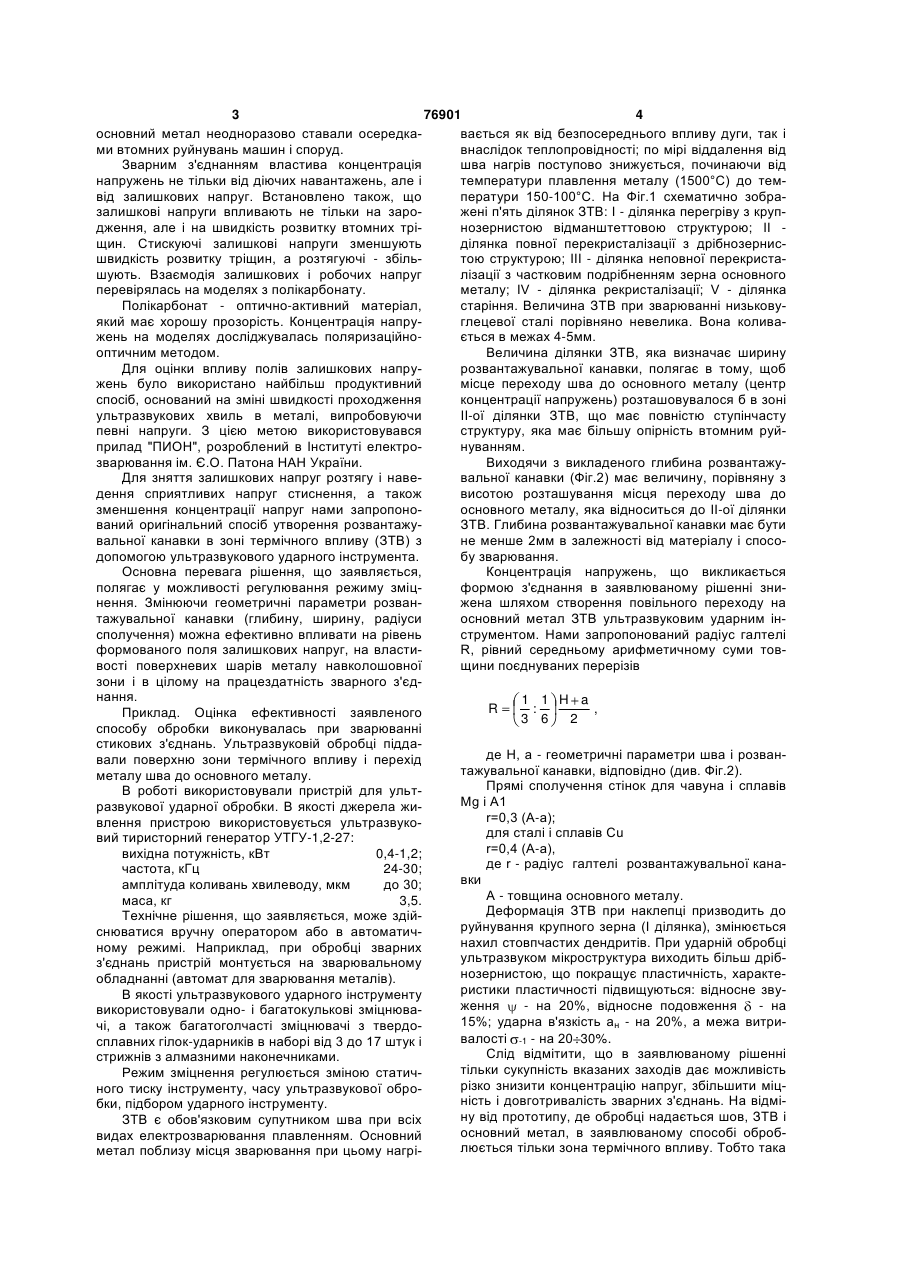
1. Спосіб ультразвукової ударної обробки зварних з’єднань, який включає подавання вимушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, а також подачу до місця обробки кавітованого середовища, який відрізняється тим, що додатково вздовж зварного шва пластичним деформуванням виготовляють розвантажувальні канавки, які охоплюють навколошовну зону зварного з’єднання. 2. Спосіб за п. 1, який відрізняється тим, що здійснюють плавний перехід від шва до основного металу радіусом, який забезпечує зниження концентрації напруг. 3. Спосіб за п. 1, який відрізняється тим, що глибину розвантажувальної канавки, яка залежить від місця розташування переходу з високою концентрацією напруг, виконують на ділянці навколошовної зони із сприятливою структурою металу. Винахід стосується технології обробки металів тиском і може бути використаним в різних галузях промисловості: металургійній, машинобудівній, хімічній і т.і., а також в зварювальному виробництві для підвищення міцності і довготривалості зварних з'єднань металоконструкцій. Відомий спосіб ультразвукової ударної обробки [а.с. СССР №1420035, кл. C21D1/04, 1987г.]. Основним недоліком даного рішення є некоректне регулювання режиму навантаження. В зв'язку з цим спостерігається велика витрата енергії, низькі якість і продуктивність ультразвукової ударної обробки. Відомий спосіб наклепки металевих виробів [деклараційний патент на винахід України №61757А, кл. C21D1/04, 17.11.2003, бюл. №11]. Недоліком вищезгаданого рішення, прийнятого нами за прототип, є низькі продуктивність ударної обробки і довготривалість зварних з'єднань металоконструкцій. Поставлена комплексна задача розширити технології можливості способу, підвищити якість, збільшити продуктивність ультразвукової ударної обробки, а також підвищити міцність і довготривалість зварних з'єднань металоконструкцій. Вказана задача розв'язана таким чином, що спосіб ультразвукової ударної обробки, який включає подавання вимушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, а також подачі до місця обробки кавітованого середовища, який відрізняється тим, що додатково вздовж зварного шва пластичним деформуванням виготовляють розвантажувальні канавки, охоплюючі навколошовну зону зварного з'єднання, здійснюють плавний перехід від шва до основного металу радіусом, забезпечуючим зниження концентрації напруг, а також глибину розвантажувальної канавки, яка залежить від місця розташування переходу з високою концентрацією напруг, роблять на ділянці навколошовної зони зі сприятливою структурою металу. Серед факторів, впливаючих на опір втоми, найбільш важливим є концентрація напруг. Зварні з'єднання не є винятком. Місця переходу шва на (19) UA (11) 76901 (13) (21) a200501120 (22) 08.02.2005 (24) 15.09.2006 (46) 15.09.2006, Бюл. № 9, 2006 р. (72) Гришанов Аркадій Олександрович, Гришанова Ірина Аркадіївна (73) Гришанов Аркадій Олександрович, Гришанова Ірина Аркадіївна (56) UA, 61757, A, 17.11.2003 UA, 60390, C2, 16.12.2002 UA, 23001, A1, 30.06.1998 UA, 47536, C2, 16.10.2000 SU, 1420035, A1, 30.08.1988 SU, 1646815, A1, 07.05.1991 SU, 472782, 05.06.1975 SU, 1759611, A1, 07.09.92 RU, 2179919, C2, 27.02.2002 RU, 2031144, C1, 20.03.1995 JP, 2004122152, 22.04.2004 JP, 2004169104, 17.06.2004 C2 1 3 76901 4 основний метал неодноразово ставали осередкавається як від безпосереднього впливу дуги, так і ми втомних руйнувань машин і споруд. внаслідок теплопровідності; по мірі віддалення від Зварним з'єднанням властива концентрація шва нагрів поступово знижується, починаючи від напружень не тільки від діючих навантажень, але і температури плавлення металу (1500°С) до темвід залишкових напруг. Встановлено також, що ператури 150-100°С. На Фіг.1 схематично зобразалишкові напруги впливають не тільки на зарожені п'ять ділянок ЗТВ: І - ділянка перегріву з крупдження, але і на швидкість розвитку втомних трінозернистою відманштеттовою структурою; II щин. Стискуючі залишкові напруги зменшують ділянка повної перекристалізації з дрібнозернисшвидкість розвитку тріщин, а розтягуючі - збільтою структурою; III - ділянка неповної перекристашують. Взаємодія залишкових і робочих напруг лізації з частковим подрібненням зерна основного перевірялась на моделях з полікарбонату. металу; IV - ділянка рекристалізації; V - ділянка Полікарбонат - оптично-активний матеріал, старіння. Величина ЗТВ при зварюванні низьковуякий має хорошу прозорість. Концентрація напруглецевої сталі порівняно невелика. Вона коливажень на моделях досліджувалась поляризаційноється в межах 4-5мм. оптичним методом. Величина ділянки ЗТВ, яка визначає ширину Для оцінки впливу полів залишкових напрурозвантажувальної канавки, полягає в тому, щоб жень було використано найбільш продуктивний місце переходу шва до основного металу (центр спосіб, оснований на зміні швидкості проходження концентрації напружень) розташовувалося б в зоні ультразвукових хвиль в металі, випробовуючи II-ої ділянки ЗТВ, що має повністю ступінчасту певні напруги. З цією метою використовувався структуру, яка має більшу опірність втомним руйприлад "ПИОН", розроблений в Інституті електронуванням. зварювання ім. Є.О. Патона НАН України. Виходячи з викладеного глибина розвантажуДля зняття залишкових напруг розтягу і навевальної канавки (Фіг.2) має величину, порівняну з дення сприятливих напруг стиснення, а також висотою розташування місця переходу шва до зменшення концентрації напруг нами запропоноосновного металу, яка відноситься до ІІ-ої ділянки ваний оригінальний спосіб утворення розвантажуЗТВ. Глибина розвантажувальної канавки має бути вальної канавки в зоні термічного впливу (ЗТВ) з не менше 2мм в залежності від матеріалу і спосодопомогою ультразвукового ударного інструмента. бу зварювання. Основна перевага рішення, що заявляється, Концентрація напружень, що викликається полягає у можливості регулювання режиму зміцформою з'єднання в заявлюваному рішенні знинення. Змінюючи геометричні параметри розванжена шляхом створення повільного переходу на тажувальної канавки (глибину, ширину, радіуси основний метал ЗТВ ультразвуковим ударним інсполучення) можна ефективно впливати на рівень струментом. Нами запропонований радіус галтелі формованого поля залишкових напруг, на властиR, рівний середньому арифметичному суми товвості поверхневих шарів металу навколошовної щини поєднуваних перерізів зони і в цілому на працездатність зварного з'єднання. 1 1 H a R : , Приклад. Оцінка ефективності заявленого 3 6 2 способу обробки виконувалась при зварюванні стикових з'єднань. Ультразвуковій обробці піддаде Η, а - геометричні параметри шва і розванвали поверхню зони термічного впливу і перехід тажувальної канавки, відповідно (див. Фіг.2). металу шва до основного металу. Прямі сполучення стінок для чавуна і сплавів В роботі використовували пристрій для ультMg і А1 развукової ударної обробки. В якості джерела жиr=0,3 (А-а); влення пристрою використовується ультразвукодля сталі і сплавів Сu вий тиристорний генератор УТГУ-1,2-27: r=0,4 (А-а), вихідна потужність, кВт 0,4-1,2; де r - радіус галтелі розвантажувальної каначастота, кГц 24-30; вки амплітуда коливань хвилеводу, мкм до 30; А - товщина основного металу. маса, кг 3,5. Деформація ЗТВ при наклепці призводить до Технічне рішення, що заявляється, може здійруйнування крупного зерна (І ділянка), змінюється снюватися вручну оператором або в автоматичнахил стовпчастих дендритів. При ударній обробці ному режимі. Наприклад, при обробці зварних ультразвуком мікроструктура виходить більш дрібз'єднань пристрій монтується на зварювальному нозернистою, що покращує пластичність, характеобладнанні (автомат для зварювання металів). ристики пластичності підвищуються: відносне звуВ якості ультразвукового ударного інструменту ження - на 20%, відносне подовження - на використовували одно- і багатокулькові зміцнюва15%; ударна в'язкість ан - на 20%, а межа витричі, а також багатоголчасті зміцнювачі з твердовалості -1 - на 20 30%. сплавних гілок-ударників в наборі від 3 до 17 штук і Слід відмітити, що в заявлюваному рішенні стрижнів з алмазними наконечниками. тільки сукупність вказаних заходів дає можливість Режим зміцнення регулюється зміною статичрізко знизити концентрацію напруг, збільшити міцного тиску інструменту, часу ультразвукової оброність і довготривалість зварних з'єднань. На відмібки, підбором ударного інструменту. ну від прототипу, де обробці надається шов, ЗТВ і ЗТВ є обов'язковим супутником шва при всіх основний метал, в заявлюваному способі обробвидах електрозварювання плавленням. Основний люється тільки зона термічного впливу. Тобто така метал поблизу місця зварювання при цьому нагрі 5 76901 6 обробка більш продуктивна і спрямована на ствоЗапропоноване технічне рішення може бути рення в місцях концентрації більш сприятливих використано при зварюванні металоконструкцій, а стискаючих напруг. також при виконанні ремонтних робіт. Об'єкт, який Випробування зразків на втомленість провозаявляється, пройшов лабораторні дослідження і дили на машині УРС-200/20 по ГОСТ 24217-80 дослідно-промислову перевірку в натурних умовах (див. табл.). при ремонті мостів. Позитивний ефект досягнуто за рахунок різкоОрієнтований термін доведення об'єкта, який го зниження концентрації напруг, збільшення прозаявляється, до промислового використання дуктивності праці, а також глибини і ступеню наодин рік. клепки. Таблиця Сталь З'єднання Низьковуглецева Високоміцна -"-"-"-"-"-" стикове -"-"-"-"кутове те ж -" Межа витривалості, МПа Швидкість обробки, м/год Коефіцієнт асиметрії У вихідному рішення, яке рішення, яке прототип прототип циклу стані заявляється заявляється 0,0 140 295 240 1,8 1,2 -1,0 80 210 165 1,9 0,95 -1,0 70 190 150 1,85 1,0 0,0 110 240 200 2,1 1,1 +0,6 340 560 525 2,0 1,2 -1,0 40 235 200 1,7 0,65 0,0 100 280 260 1,8 0,7 +0,6 200 310 270 1,85 0,8 Комп’ютерна верстка О. Гапоненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic impact treatment of welded joints
Автори англійськоюHryshanov Arkadii Oleksandrovych, Hryshanova Iryna Arkadiivna
Назва патенту російськоюСпособ ультразвуковой ударной обработки сварных соединений
Автори російськоюГришанов Аркадий Александрович, Гришанова Ирина Аркадиевна
МПК / Мітки
МПК: C21D 1/04
Мітки: ударної, зварних, спосіб, ультразвукової, з'єднань, обробки
Код посилання
<a href="https://ua.patents.su/3-76901-sposib-ultrazvukovo-udarno-obrobki-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукової ударної обробки зварних з’єднань</a>
Пристрій і спосіб ультразвукової ударної обробки
Номер патенту: 61757
Опубліковано: 17.11.2003
Автори: Гришанова Ірина Аркадіївна, Гришанов Аркадій Олександрович
МПК: C21D 1/04
Мітки: пристрій, ультразвукової, ударної, обробки, спосіб
Формула / Реферат:
1. Пристрій для ультразвукової ударної обробки, який містить ударні елементи, з'єднані з ультразвуковим перетворювачем, генератор, блок пам'яті, засіб вимірювання власних коливань перетворювача, вихід якого через систему автоматичного підстроювання частоти з'єднаний з генератором, а також компаратор, арифметико-логічну систему і програмований контролер, який відрізняється тим, що додатково містить кавітаційну камеру гідроабразивної обробки в...
Пристрій для ультразвукової ударної обробки металів

Номер патенту: 47536
Опубліковано: 15.07.2002
Автори: Міхеєв Павло Петрович, Козлов Олександр Вікторович, Кудрявцев Юрій Філіпович, Клейман Яков Ісакович, Прокопенко Георгій Іванович, Книш Віталій Васильович
МПК: C21D 11/00, C21D 1/04, B24B 39/00, B24B 1/04
Мітки: ультразвукової, металів, обробки, ударної, пристрій
Формула / Реферат:
1. Пристрій для ультразвукової ударної обробки металів, який містить послідовно з’єднані ультразвуковий генератор, п’єзокерамічний перетворювач, трансформатор коливальної швидкості (ТКШ), головку у вигляді стакана, встановлену з можливістю її вільного обертання навколо осі ТКШ і з отворами у донній частині, в яких розташовані стрижневі ударні інструменти з конічними потовщеннями на верхніх кінцях, а між інструментами і торцем ТКШ знаходиться...
Спосіб ультразвукової ударної обробки і операційний технологічний комплекс для його реалізації

Номер патенту: 12741
Опубліковано: 28.02.1997
Автори: Лобанов Леонід Михайлович, Арановскій Дмітрій Євгеньєвіч, RU, Міхеєв Павло Петрович, Вострухін Євгеній Алексєєвіч, RU, Патон Борис Євгенович, Статніков Єфім Шмульєвіч, RU, Труфяков Володимир Іванович, Чірцов Сєргєй Жоржевіч, RU
МПК: C21D 1/04
Мітки: комплекс, технологічний, спосіб, реалізації, операційний, обробки, ударної, ультразвукової
Формула / Реферат:
(57) 1 Способ ультразвуковой ударной обработки преимущественно сварных металлоконструкций ударными элементами, соединенными с ультразвуковым преобразователем включающий подачу вынужденных колебаний ультразвуковой частоты через преобразователь на ударные элементы и воздействие на обрабатываемую поверхность материала ударными элементами с заданной по технологии амплитудой смещения их выходных торцев перпендикулярно обрабатываемой поверхности,...
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: спосіб, з'єднань, термічної, зварних, обробки
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб обробки зварних з’єднань металоконструкцій високочастотною проковкою
Номер патенту: 60390
Опубліковано: 15.10.2003
Автори: Прокопенко Георгій Іванович, Кудрявцев Юрій Пилипович, Клейман Яков Ісакович, Лобанов Леонід Михайлович, Міхеєв Павло Петрович, Мордюк Богдан Миколайович, Книш Віталій Васильович
МПК: B24B 39/00, C21D 1/04
Мітки: спосіб, з'єднань, зварних, високочастотною, металоконструкцій, проковкою, обробки
Формула / Реферат:
Спосіб обробки зварних з'єднань металоконструкцій високочастотною проковкою, що включає дію ультразвуковим ударним інструментом із заданою амплітудою зміщення вихідного торця перетворювача у зонах концентрації напружень, які розташовані уздовж лінії сплавлення шва з основним металом, шляхом створення нормованих по величині залишкових напружень стиску які обчислюють за...