Тримач ультразвукового перетворювача і спосіб його виготовлення
Номер патенту: 77563
Опубліковано: 15.12.2006
Автори: Найда Володимир Львович, Мозжухін Анатолій Олександрович
Формула / Реферат
1. Тримач ультразвукового перетворювача, що містить корпус з прямокутним отвором для закріплення в ньому перетворювача та порожнину для подачі контактної рідини, який відрізняється тим, що в корпусі по кутах прямокутного отвору виконані пази, які виходять на торець корпусу з боку робочої випромінюючої поверхні перетворювача.
2. Спосіб виготовлення тримача ультразвукового перетворювача, за яким виготовляють корпус з прямокутним отвором та порожниною для подачі контактної рідини, який відрізняється тим, що спочатку в корпусі з одного торця проточують циліндричну порожнину, а потім з другого торця прорізають чотири пази до виходу їх в циліндричну порожнину, при цьому пази виконують попарно взаємно перпендикулярними таким чином, що їх зовнішні відносно осі перетворювача поверхні утворюють прямокутник, що дорівнює розмірам охоплюваного перетворювача в поперечному перерізі.
Текст
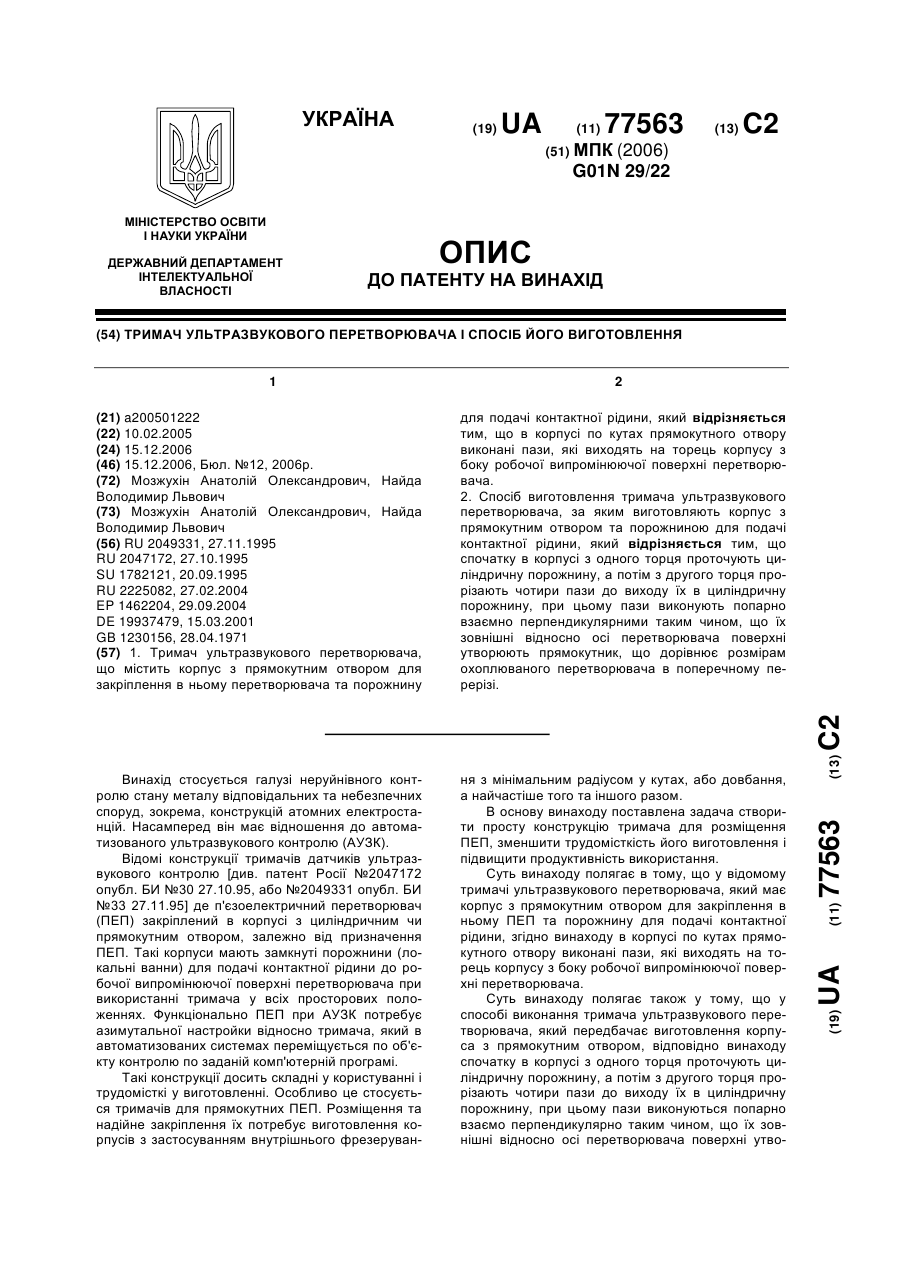
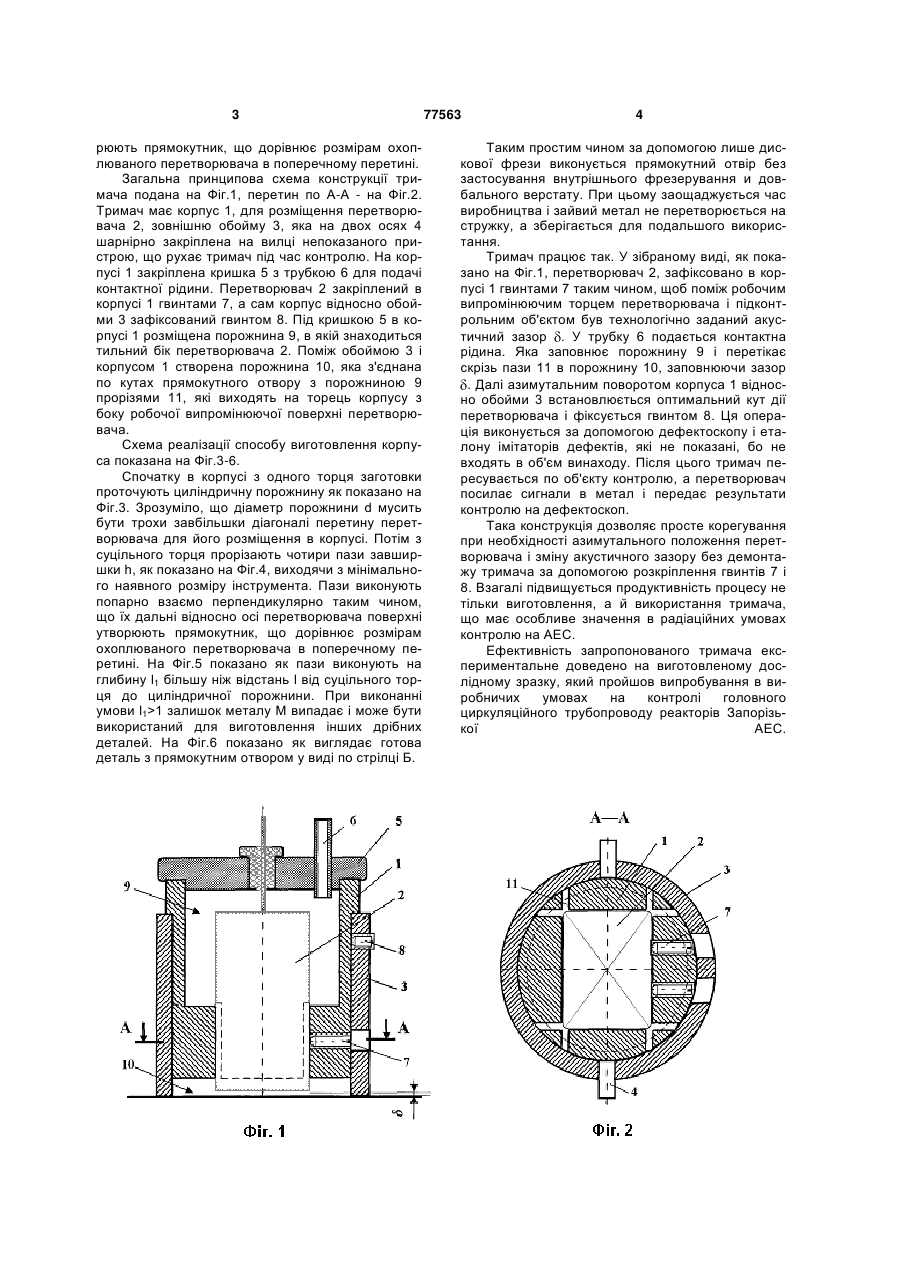
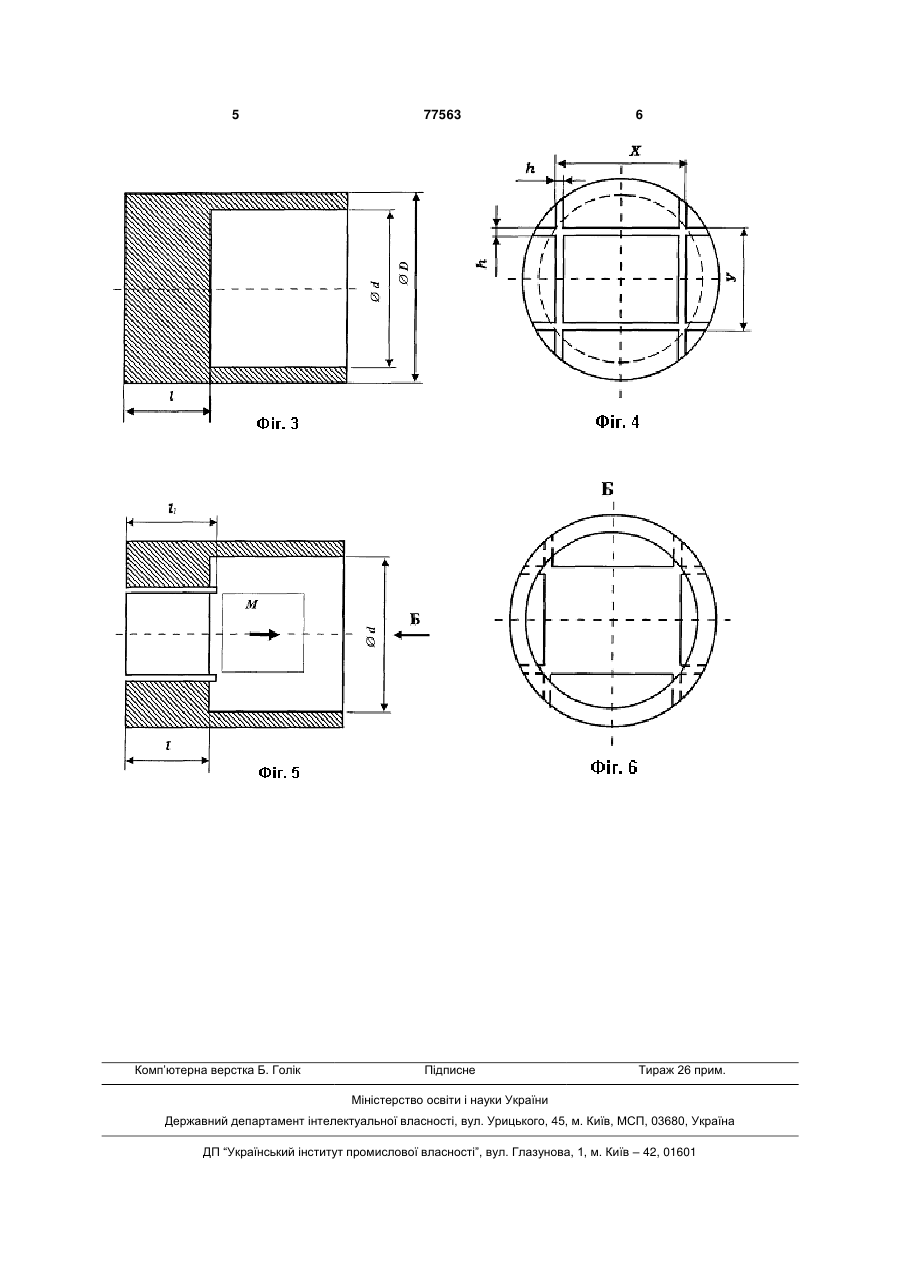
1. Тримач ультразвукового перетворювача, що містить корпус з прямокутним отвором для закріплення в ньому перетворювача та порожнину 3 рюють прямокутник, що дорівнює розмірам охоплюваного перетворювача в поперечному перетині. Загальна принципова схема конструкції тримача подана на Фіг.1, перетин по А-А - на Фіг.2. Тримач має корпус 1, для розміщення перетворювача 2, зовнішню обойму 3, яка на двох осях 4 шарнірно закріплена на вилці непоказаного пристрою, що рухає тримач під час контролю. На корпусі 1 закріплена кришка 5 з трубкою 6 для подачі контактної рідини. Перетворювач 2 закріплений в корпусі 1 гвинтами 7, а сам корпус відносно обойми 3 зафіксований гвинтом 8. Під кришкою 5 в корпусі 1 розміщена порожнина 9, в якій знаходиться тильний бік перетворювача 2. Поміж обоймою 3 і корпусом 1 створена порожнина 10, яка з'єднана по кутах прямокутного отвору з порожниною 9 прорізями 11, які виходять на торець корпусу з боку робочої випромінюючої поверхні перетворювача. Схема реалізації способу виготовлення корпуса показана на Фіг.3-6. Спочатку в корпусі з одного торця заготовки проточують циліндричну порожнину як показано на Фіг.3. Зрозуміло, що діаметр порожнини d мусить бути трохи завбільшки діагоналі перетину перетворювача для його розміщення в корпусі. Потім з суцільного торця прорізають чотири пази завширшки h, як показано на Фіг.4, виходячи з мінімального наявного розміру інструмента. Пази виконують попарно взаємо перпендикулярно таким чином, що їх дальні відносно осі перетворювача поверхні утворюють прямокутник, що дорівнює розмірам охоплюваного перетворювача в поперечному перетині. На Фіг.5 показано як пази виконують на глибину l1 більшу ніж відстань l від суцільного торця до циліндричної порожнини. При виконанні умови l1>1 залишок металу М випадає і може бути використаний для виготовлення інших дрібних деталей. На Фіг.6 показано як виглядає готова деталь з прямокутним отвором у виді по стрілці Б. 77563 4 Таким простим чином за допомогою лише дискової фрези виконується прямокутний отвір без застосування внутрішнього фрезерування и довбального верстату. При цьому заощаджується час виробництва і зайвий метал не перетворюється на стружку, а зберігається для подальшого використання. Тримач працює так. У зібраному виді, як показано на Фіг.1, перетворювач 2, зафіксовано в корпусі 1 гвинтами 7 таким чином, щоб поміж робочим випромінюючим торцем перетворювача і підконтрольним об'єктом був технологічно заданий акустичний зазор . У трубку 6 подається контактна рідина. Яка заповнює порожнину 9 і перетікає скрізь пази 11 в порожнину 10, заповнюючи зазор . Далі азимутальним поворотом корпуса 1 відносно обойми 3 встановлюється оптимальний кут дії перетворювача і фіксується гвинтом 8. Ця операція виконується за допомогою дефектоскопу і еталону імітаторів дефектів, які не показані, бо не входять в об'єм винаходу. Після цього тримач пересувається по об'єкту контролю, а перетворювач посилає сигнали в метал і передає результати контролю на дефектоскоп. Така конструкція дозволяє просте корегування при необхідності азимутального положення перетворювача і зміну акустичного зазору без демонтажу тримача за допомогою розкріплення гвинтів 7 і 8. Взагалі підвищується продуктивність процесу не тільки виготовлення, а й використання тримача, що має особливе значення в радіаційних умовах контролю на АЕС. Ефективність запропонованого тримача експериментальне доведено на виготовленому дослідному зразку, який пройшов випробування в виробничих умовах на контролі головного циркуляційного трубопроводу реакторів Запорізької АЕС. 5 Комп’ютерна верстка Б. Голік 77563 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHolder of an ultrasonic transducer and a method for producing the holder
Автори англійськоюMozhukhin Anatolii Oleksandrovych, Mozzhukhin Anatolii Oleksandrovych, Naida Volodymyr Lvovych
Назва патенту російськоюДержатель ультразвукового преобразователя и способ его изготовления
Автори російськоюМозжухин Анатолий Александрович, Найда Владимир Львович
МПК / Мітки
МПК: G01N 29/22
Мітки: виготовлення, перетворювача, тримач, спосіб, ультразвукового
Код посилання
<a href="https://ua.patents.su/3-77563-trimach-ultrazvukovogo-peretvoryuvacha-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Тримач ультразвукового перетворювача і спосіб його виготовлення</a>
Спосіб визначення кута уведення та проекції точки виходу акустичної осі на бічну поверхню ультразвукового перетворювача з увігнутою робочою поверхнею
Номер патенту: 71241
Опубліковано: 15.11.2004
Автори: Колбін Ігор Борисович, Білокур Іван Павлович, Саприкін Сергій Олексійович, Волков Юрій Олександрович
МПК: G01N 29/00, G01N 29/04
Мітки: бічну, ультразвукового, уведення, кута, виходу, проекції, перетворювача, акустичної, осі, точки, визначення, спосіб, робочою, поверхнею, поверхню, увігнутою
Формула / Реферат:
Спосіб визначення кута уведення та проекції точки виходу акустичної осі на бічну поверхню ультразвукового перетворювача з увігнутою робочою поверхнею, за яким знаходять і фіксують максимум сигналу, що відбивається від площини основи півциліндричного тіла при переміщенні ультразвукового перетворювача по його робочій поверхні, який відрізняється тим, що для визначення положення акустичної осі та знаходження проекції на бічну поверхню точки її...
Демпфіруюча маса для ультразвукового перетворювача
Номер патенту: 10592
Опубліковано: 25.12.1996
Автори: Лукін Дмитро Анатолійович, Лукін Віктор Анатолійович
МПК: C08L 33/00, G01N 29/09
Мітки: перетворювача, маса, ультразвукового, демпфіруюча
Формула / Реферат:
Демпфирующая масса для ультразвуковых преобразователей, содержащая компаунд, отвердитель, наполнитель и пластификатор, отличающаяся тем, что она содержит в качестве компаунда - протакрил-порошок, в качестве отвердителя - протакрил-жидкость, в качестве наполнителя - свинцовый сурик, в качестве пластификатора -стеклянные полые микросферы при следующем соотношении компонентов, вес.ч.:протакрил-порошок ...
Тримач
Номер патенту: 8267
Опубліковано: 15.07.2005
Автори: Фесієнко Валерій Іванович, Омельченко Дмитро Олександрович, Омельченко Юрій Сергійович, Перегудов Олександр Миколайович, Синіцин Валерій Сергійович
МПК: B23B 51/00, B23B 29/00
Мітки: тримач
Формула / Реферат:
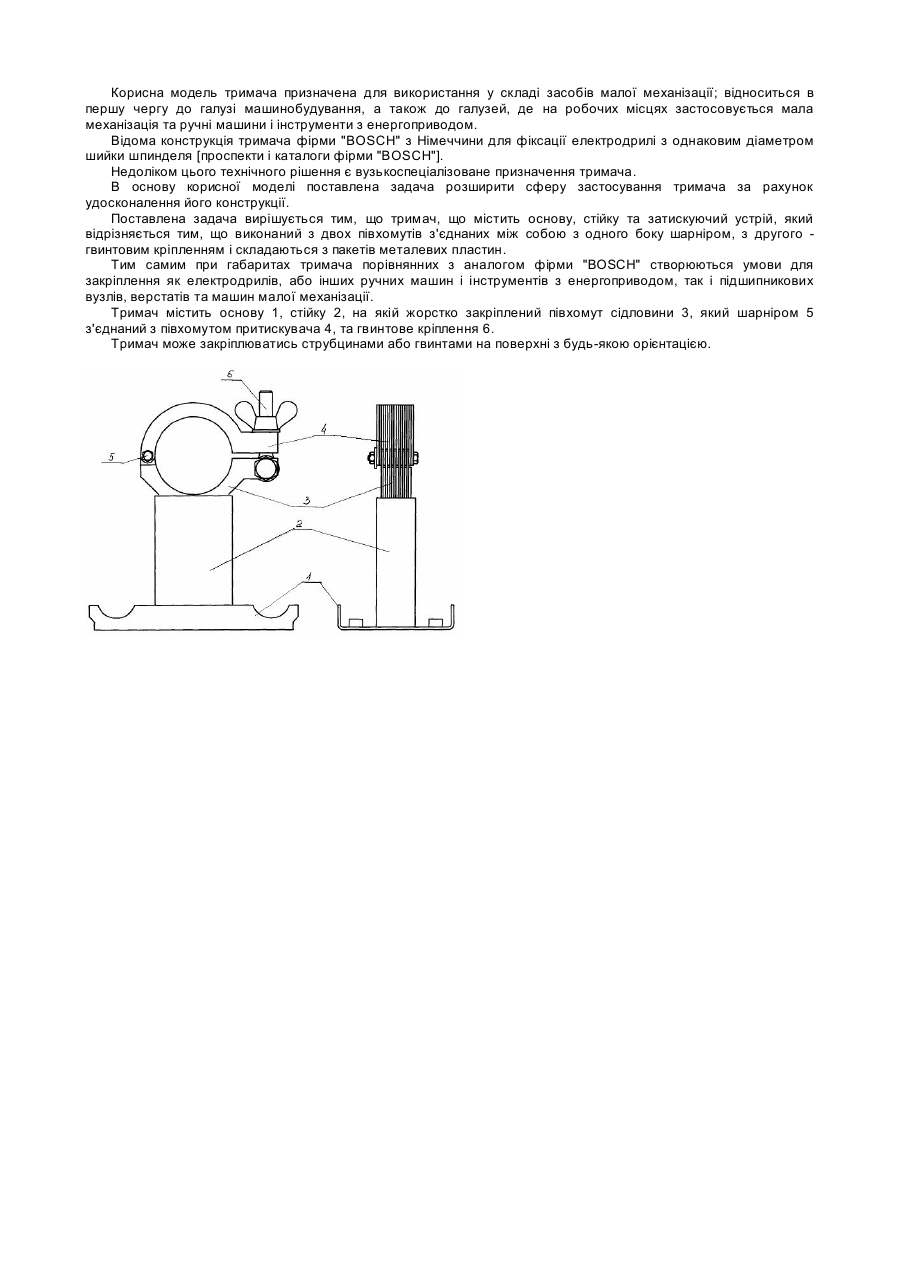
Тримач, що містить основу, стійку та затискний пристрій, який відрізняється тим, що він виконаний з двох півхомутів, з'єднаних між собою з одного боку шарніром, а з іншого - гвинтовим кріпленням, при цьому півхомути складаються з пакетів металевих пластин.
Тримач
Номер патенту: 594
Опубліковано: 16.10.2000
Автор: Толкачов Віктор Михайлович
МПК: F16M 11/00
Мітки: тримач
Формула / Реферат:
Тримач, що містить пристрій для розміщення апаратури та засіб для кріплення тримача до стінки, у вигляді пари пластин, які виконані з можливістю взаємодії з гвинтовим затискним механізмом, який відрізняється тим, що пристрій для розміщення апаратури виконаний у вигляді Γ - подібного важеля, на одному з торців якого нерухомо закріплена одна з пари пластин засобу кріплення, а друга пластина встановлена на Γ-подібному важелі з...
Тримач тракового ланцюга очисного комбайна
Номер патенту: 5492
Опубліковано: 15.03.2005
Автори: Костюков Володимир Михайлович, Андрєєв Георгій Володимирович, Корольчук Анатолій Миколайович, Косарев Іван Васильович
МПК: E21C 35/00
Мітки: тримач, очисного, тракового, ланцюга, комбайна
Формула / Реферат:
Тримач тракового ланцюга очисного комбайна, що містить корпус з отвором для підведення води, розташованим у нижній його частині, при цьому в отворі розміщений штуцер, зв'язаний з рукавом трубопроводу, робоча частина якого розміщена в траковому ланцюзі, зв'язаному з тримачем, який відрізняється тим, що отвір для підведення води виконаний на завальній стороні корпусу тримача, вісь отвору перпендикулярна напрямку руху очисного комбайна, а на...
Попередній патент: Установка для уловлювання викидів пилу при видачі коксу
Наступний патент: Спосіб утилізації активного вугілля
Випадковий патент: Пристрій для зчитування двійкової інформації