Спосіб контактного стикового зварювання опором
Номер патенту: 78378
Опубліковано: 15.03.2007
Автори: Сахацький Андрій Григорович, Наконечний Андрій Олександрович, Кучук-Яценко Віктор Сергійович

Формула / Реферат
1. Спосіб контактного стикового зварювання опором, при якому в проміжок між зварюваними деталями закладають струмопровідну вставку, прикладають осьове зусилля стискання, пропускають електричний струм та здійснюють осадку деталей, який відрізняється тим, що в проміжок між зварюваними деталями закладають струмопровідну металічну профільовану вставку, порожнини якої заповнені зварювальним флюсом.
2. Спосіб за п. 1, який відрізняється тим, що вставка має вигляд профільованого листа металу з симетрично і періодично розташованими вершинами, причому висоту вершин і крок між ними встановлюють в залежності від товщини листа профільованої вставки, відстань між вершинами ![]() відноситься до товщини листа
відноситься до товщини листа ![]() як
як ![]() до 1, висота
до 1, висота ![]() відноситься до товщини листа
відноситься до товщини листа ![]() як
як ![]() до 1, матеріал профільованої вставки може бути аналогічним матеріалу зварюваних деталей або відрізнятися від нього.
до 1, матеріал профільованої вставки може бути аналогічним матеріалу зварюваних деталей або відрізнятися від нього.
3. Спосіб за п. 1, який відрізняється тим, що до складу зварювального флюсу входять флюсуючі та легуючі компоненти, причому температура солідусу сплаву легуючих компонентів та основного металу повинна бути нижчою від температури солідусу основного металу та матеріалу профільованої струмопровідної вставки, але вищою від температури плавлення флюсуючих компонентів.
4. Спосіб за п. 1, який відрізняється тим, що на поверхню металевої профільованої вставки нанесене активуюче субмікронне покриття.
5. Спосіб за п. 1, який відрізняється тим, що зварювальний струм змінюють в залежності від величини переміщення зварюваних деталей при стисканні або спожитої енергії при нагріванні.
6. Спосіб за п. 1, який відрізняється тим, що сигнал на включення осадки деталей подають відповідно до величини виконаного переміщення зварюваних деталей при стисканні або спожитої енергії при їх нагріванні.
Текст
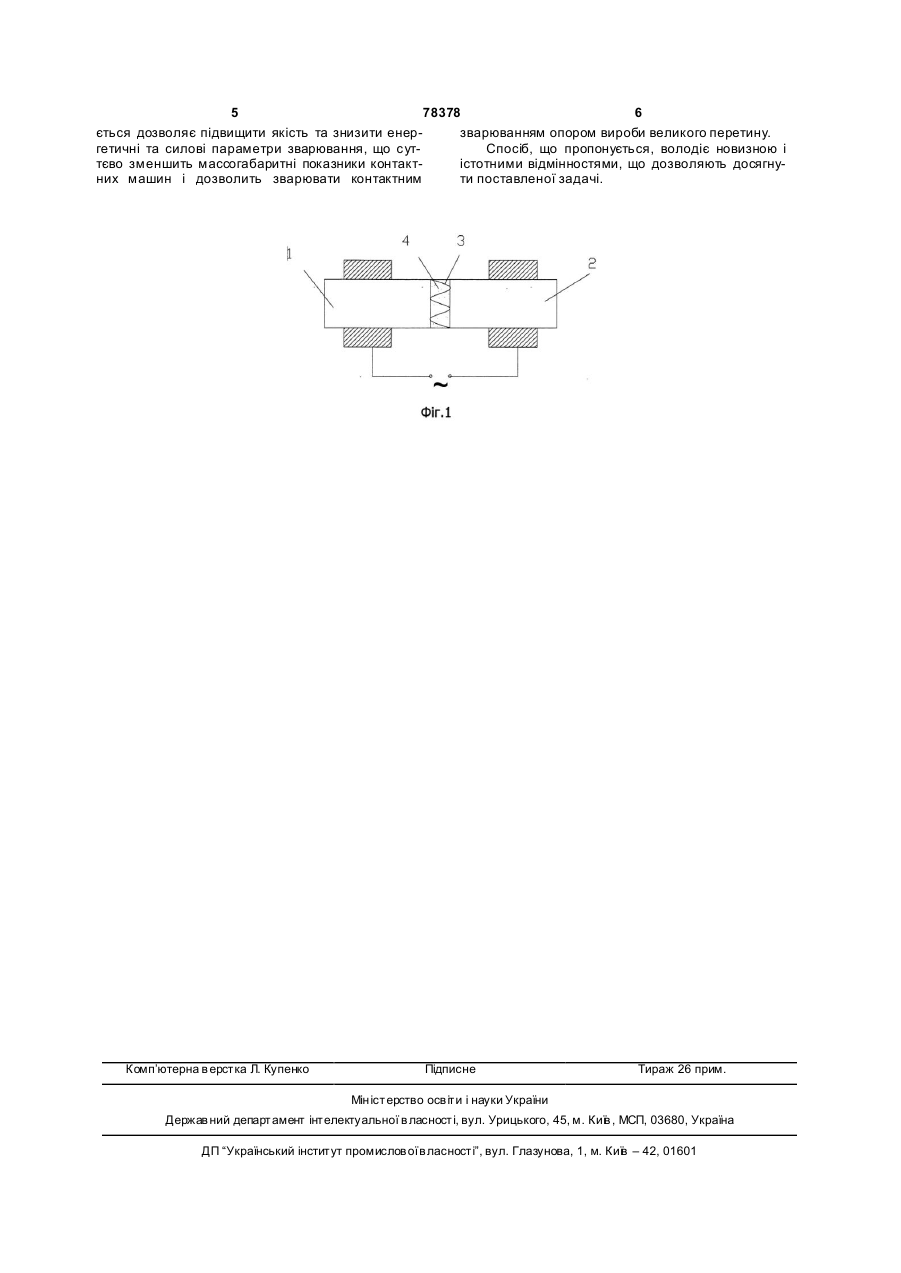
1. Спосіб контактного стикового зварювання опором, при якому в проміжок між зварюваними деталями закладають струмопровідну вставку, прикладають осьове зусилля стискання, пропускають електричний струм та здійснюють осадку деталей, який відрізняється тим, що в проміжок між зварюваними деталями закладають струмопровідну металічну профільовану вставк у, порожнини якої заповнені зварювальним флюсом. 2. Спосіб за п. 1, який відрізняється тим, що вставка має вигляд профільованого листа металу з симетрично і періодично розташованими вершинами, причому висоту вершин і крок між ними встановлюють в залежності від товщини листа C2 2 78378 1 3 78378 4 хи щає зону зварювання від атмосфери і очищує нижчою температури солідусу основного металу поверхню від окисних плівок. та матеріалу профільованої струмопровідної встаГоловним недоліком вищезгаданих способів вки, але вищою температури плавлення флюсуюявляється те, що перед засипкою суміші флюсу чих компонентів. На поверхню металічної профіабо органічних речовин торці заготовок знаходятьльованої вставки може бути нанесене активуюче ся в зведеному стані, тому в процесі захищений субмікронне покриття. Зварювальний струм зміметал тільки по зовнішній поверхні з'єднання, а нюють в залежності від переміщення або вкладегази та окисли, що знаходяться на торцях зварюної енергії при нагріві. Осадку деталей проводять ваних деталей, залишається переважно в стику. в залежності від переміщення або вкладеної енерЗовнішній захист практично не впливає на якість гії при нагріві. зварювання всередині стику внаслідок неможлиНа Фіг.1 показана схема зварювання. вості проникнення флюсу та металічного порошку Спосіб здійснюється наступним чином. Між дев стик міцно зжатих деталей. талями, що зварюються, 1 і 2 встановлюють метаНайбільш близьким до способу, що пропонулічну профільовану вставк у 3 порожнини якої зається, є спосіб контактного стикового зварювання повнені зварювальним флюсом 4. Вершини опором [А.С. СРСР 1738539 Б.И. №21 1992г. МПК вставки контактують з зварюваними деталями, що В23К 11/02], обраний у якості прототипу, при якому забезпечує надійний і стабільний електричний перед зварюванням між торцями деталей заклаконтакт по всій площі зварювання. Завдяки пруждають струмопровідну вставку в вигляді порошку ності і гнучкості профільованої вставки дозволясамофлюсучого стр умопровідного сплаву, або ється певна непаралельність торців зварюваних композиційної суміші металічного порошку з легудеталей. На початковому етапі зварювальній ючими та флюсуючими компонентами. Порошок струм проходить через вершини профільованої утримують неструмопровідною втулкою з прорізвставки і завдяки меншому перерізу та ефекту зю. В процесі зварювання проходить витиснення стягування нагріває струмопровідну вставку. Попорошку разом з окислами та рідкого прошарку рожнини профільованої вставки заповнені зварюкрізь прорізь у втулці. вальним флюсом, який знаходиться умовах об'ємЦей спосіб забезпечує очистку від окислів ного стискування і не дозволяє вставці всередині стику і за рахунок перехідного опору деформуватися до досягнення в зоні зварювання металічного порошку підвищує локалізацію нагрітемператури плавлення флюсу. Після розплавву. лення флюсу зварювальний струм через металеву До недоліків прототипу слід віднести нерівновставку шунтується розплавленим струмопровідмірність теплового поля по перетину з'єднання ним флюсом, який починає працювати, очищуючи внаслідок випадкового характеру утворення плям поверхню зварюваних деталей від окислів і забруконтакту в шару металічного порошку, що призводнень. Легуючі, елементи флюсу починають реадить до перегріву та виплесків локально перегрігувати з металом зварюваних деталей та металом тих об'ємів металу. Використання втулки ускладвставки утворюючи рідку фазу, яка змочує металінює процес зварювання і не дозволяє чні поверхні і по канавкам профільованої вставки автоматизувати процес. завдяки капілярному ефекту поступово витісняє В основу винаходу покладено задачу підвирідкий флюс і залишки флюсування з стику. Флюс щення продуктивності і якості контактного стиковозмочує зовнішню поверхню з'єднання та навколо го зварювання опором шляхом створення шлакошовну зону, захи щаючи її від впливу атмосфери. вого захисту зони зварювання, металургійного Коли флюс і залишки флюсування повністю витісвпливу на метал шву та навколо шовної зони, няться рідким металом і температура деталей, що отримання рівномірного теплового поля та інтензварюються, досягне заданої, проводять осадку. сифікації нагрівання деталей, що зварюються, Величина осадки завдяки флюсовому захисту зменшення припуску на підігрів та осадку, що шва та концентрованому нагріву менша ніж при дасть можливість зварювати з'єднання великого традиційному контактному зварюванні опором. перерізу. Спосіб контактного зварювання опором, що Суть винаходу полягає в тому, що у запропопропонується випробувано в лабораторних умовах нованому способі контактного зварювання опором при зварюванні алюмінію АД1 на машині МС 606 при якому в проміжок між зварюваними деталями потужністю 100кВа. закладають струмопровідну металічну профільоЗварювали зразки діаметром 25мм, напруга вану вставку порожнини якої заповнені зварювахолостого ходу Uxx = 4,2В, щільність струму і = льним флюсом. Вставка має вигляд профільова15А/мм 2, Сумарний припуск L= 3мм., тиск осадки ного листа металу з симетрично і періодично Р= 10МПа, швидкість подачі на заключному етапі розташованими вершинами, причому висота верV= 0,2см/с, час зварювання 4с. Спожита енергія на шин і шаг між ними встановлюють в залежності один стик склала 70кДж. Механічні випробовувантовщини листа профільованої вставки, між вершиня показали, що зразки руйнувалися по основному металу за зоною термічного впливу. нами р відноситься до товщини листа d як 3¸20 до Для порівняння режими традиційного контакт1,висота h відноситься до товщини листа d як 5¸15 ного зварювання опором: напруга холостого ходу до 1, матеріал профільованої вставки може бути Uxx = 3,8В, щільність струму і = 100А/мм 2, тиск аналогічним матеріалу зварюваних деталей або осадки Ρ = 800ΜΠΑ, час зварювання 2,5с. Сумарвідрізнятися від нього. До складу зварювального ний припуск L= 18мм. Спожита енергія на один флюсу входять флюсуючі та легуючі компоненти, стик склала 500кДж. причому температура солідусу сплаву легуючих Спосіб контактного зварювання, що пропонукомпонентів та основного металу повинна бути 5 78378 6 ється дозволяє підвищити якість та знизити енерзварюванням опором вироби великого перетину. гетичні та силові параметри зварювання, що сутСпосіб, що пропонується, володіє новизною і тєво зменшить массогабаритні показники контактістотними відмінностями, що дозволяють досягнуних машин і дозволить зварювати контактним ти поставленої задачі. Комп’ютерна в ерстка Л. Купенко Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of contact butt-seam welding
Автори англійськоюKuchuk-Yatsenko Viktor Serhiiovych
Назва патенту російськоюСпособ контактной стыковой сварки сопротивлением
Автори російськоюКучук-Яценко Виктор Сергеевич
МПК / Мітки
МПК: B23K 11/02
Мітки: стикового, спосіб, контактного, зварювання, опором
Код посилання
<a href="https://ua.patents.su/3-78378-sposib-kontaktnogo-stikovogo-zvaryuvannya-oporom.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання опором</a>
Спосіб контактного стикового зварювання опором

Номер патенту: 10036
Опубліковано: 30.09.1996
Автори: Будиловський Віктор Олександрович, Чарнецький Анатолій Олегович, Сокирін Володимир Андрійович, Пресіч Віктор Пантелеймонович
МПК: B23K 11/02
Мітки: зварювання, контактного, спосіб, опором, стикового
Формула / Реферат:
Способ контактной стыковой сварки сопротивлением, заключающийся с формировании контактного сопротивления в стыке путем взаимного осевого сжатия торцов свариваемых изделий, разогреве стыка пропусканием сварочного тока, последующем взаимном осадочном деформировании изделий усилием осевого сжатия и расплавлении металла в стыке, отличающийся тем, что расплав-ление осуществляют на конечной стадии процесса при отсутствии деформирования металла...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 42540
Опубліковано: 15.10.2001
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: зварювання, спосіб, процесу, оплавленням, контролю, контактного, стикового
Формула / Реферат:
Спосіб контролю процесу контактного стикового, зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення та визначають час, за який середньоквадратичні...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 58109
Опубліковано: 15.07.2003
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: контактного, спосіб, контролю, стикового, зварювання, оплавленням, процесу
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їхні середньоквадратичні відхилення за період мережі живлення, формують базову...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56816
Опубліковано: 15.05.2003
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: оплавленням, спосіб, зварювання, стикового, контактного, контролю, процесу
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичне відхилення за період мережі живлення та відношення...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Ротару Іон Теодорович, Бондарук Андрій Всеволодович, Тільга Степан Сергійович, Грабчев Борис Леонідович, Череднічок Віталій Тимофійович, Мальцев Віктор Миколайович, Бєляєв Данило Іванович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, спосіб, контактного, зварювання, оплавленням
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Попередній патент: Спосіб регулювання компенсації реактивної потужності в електричній мережі змінної напруги
Наступний патент: Механізм приводу різального апарата жниварки
Випадковий патент: Пристрій для захисту газових і електричних плит від забруднень