Спосіб з’єднання металевих стрижнів за допомогою зварювання тертям коливаннями
Формула / Реферат
1. Спосіб металічного з’єднання торців стрижнів (1, 2) великої поздовжньої протяжності, в тому числі профільних, наприклад, рейок, шляхом зварювання тертям, який відрізняється тим, що кінці стрижнів зачищають перпендикулярно осі, а самі стрижні (1, 2) суміщають по осях і фіксують їх у тримачах (14, 24), після чого зачищені торці, або, відповідно, поверхні (11, 21) поперечного перерізу, встановлюють один проти одного і притискують, і кінці (12, 22) обох стрижнів приводять у коливальний рух у протилежних напрямах, внаслідок чого на поверхні контакту утворюється теплота тертя, і при досягненні критеріїв металічного з'єднання кінці (12, 22) стрижнів суміщають в осьовому напрямі, притиск (Р1, Р2) поверхонь (11, 21) перерізу збільшують, і вони з'єднуються одна з одною по всій поверхні.
2. Спосіб за п. 1, який відрізняється тим, що відносне переміщення кінців (12, 22) стрижнів здійснюють по круговій або еліптичній траєкторії.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що відповідні кінці (12, 22) стрижнів згинають у протилежному напрямі руховими елементами (13, 23) і приводять у рух по круговій траєкторії в протилежних напрямах з однаковою кутовою швидкістю.
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що обидва стрижні (1, 2) затискають у нерухомих тримачах (14, 24) на по суті однаковій відстані (A1, А2) від їхніх поверхонь (11, 21) поперечного перерізу.
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що з'єднання кінців (11, 22) стрижнів супроводиться їх термообробкою.
Текст
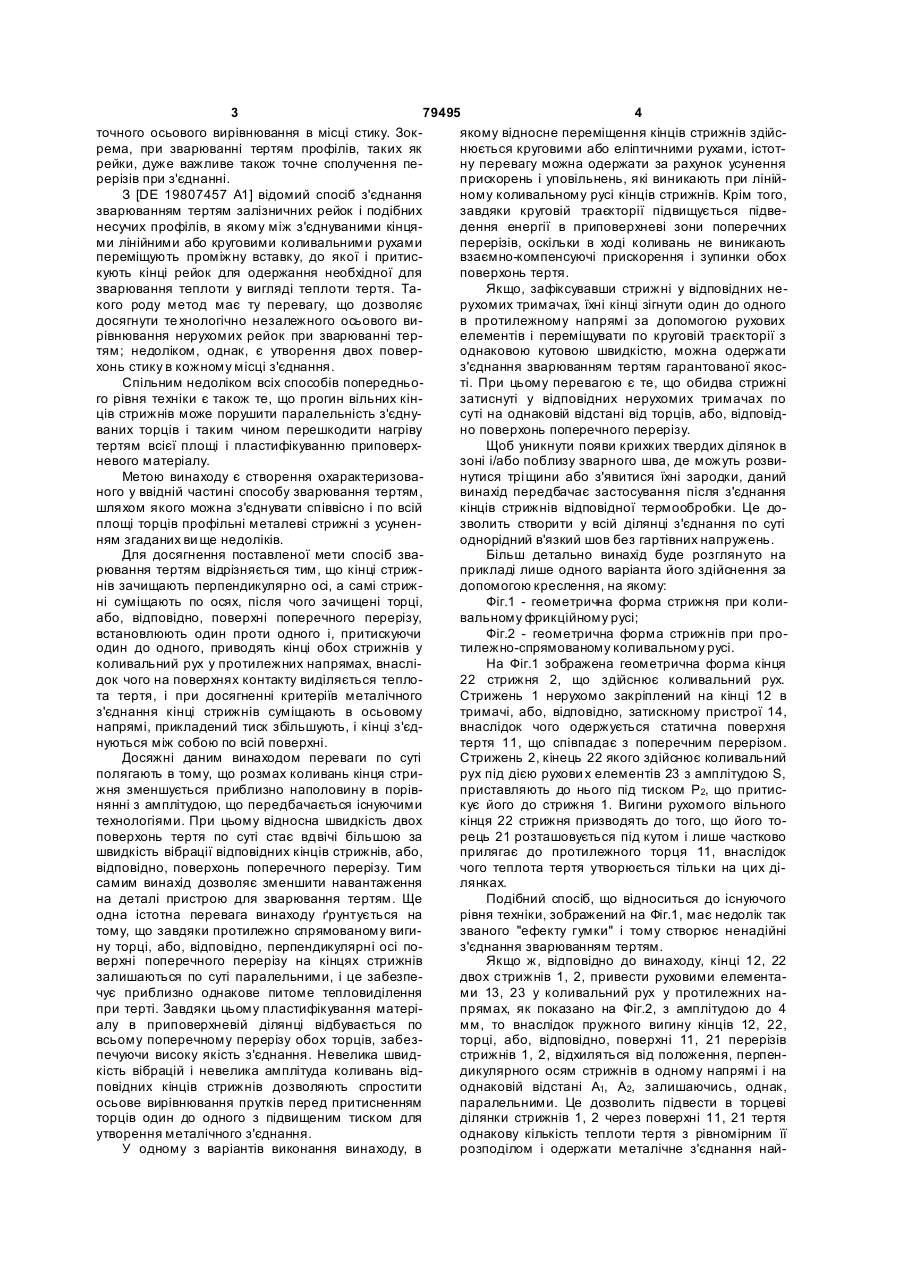
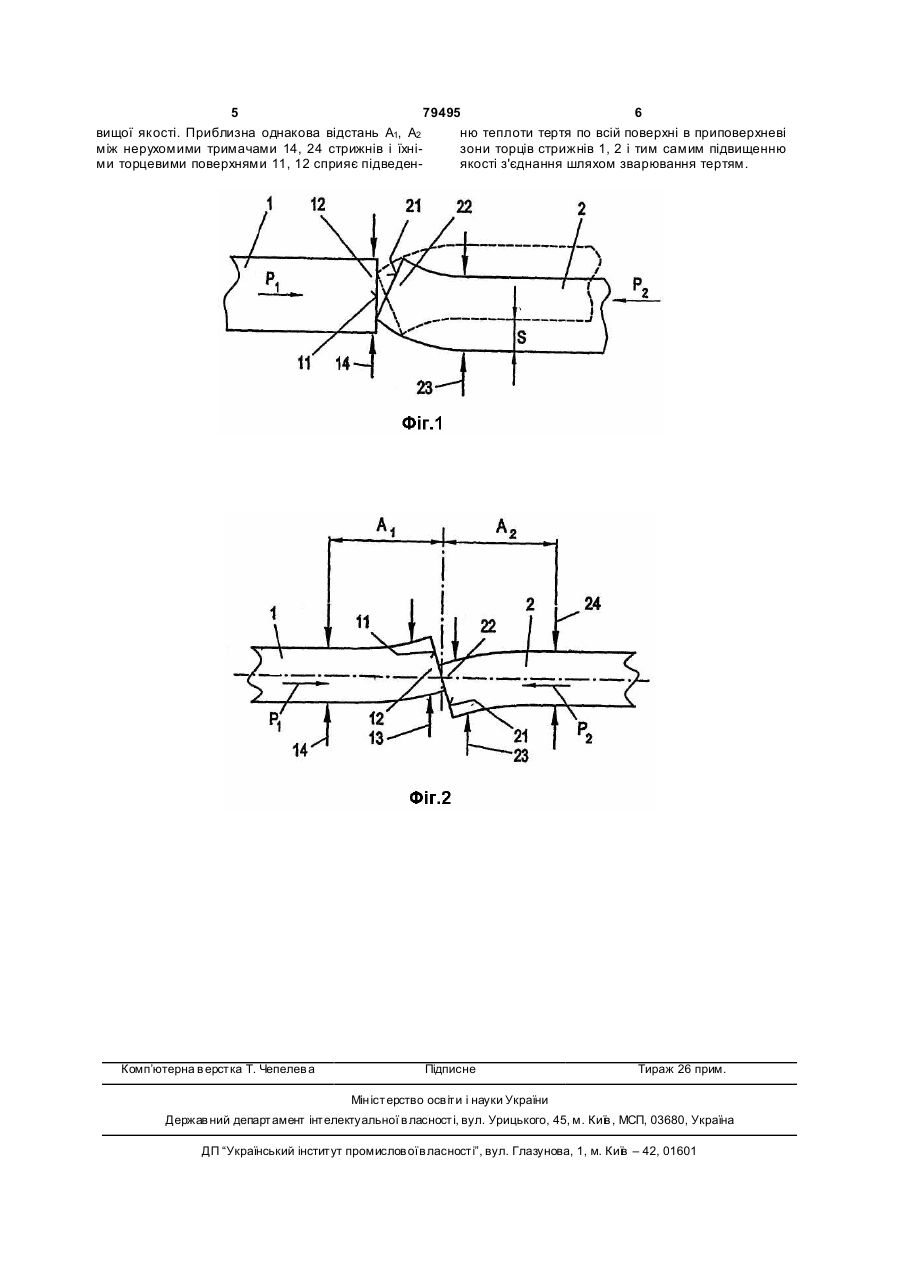
1. Спосіб металічного з’єднання торців стрижнів (1, 2) великої поздовжньої протяжності, в тому числі профільних, наприклад, рейок, шляхом зварювання тертям, який відрізняється тим, що кінці стрижнів зачищають перпендикулярно осі, а самі стрижні (1, 2) суміщають по осях і фіксують їх у тримачах (14, 24), після чого зачищені торці, або, відповідно, поверхні (11, 21) поперечного перерізу, встановлюють один проти одного і притискують, і кінці (12, 22) обох стрижнів приводять у коливаль C2 2 (19) 1 3 79495 4 точного осьового вирівнювання в місці стику. Зокякому відносне переміщення кінців стрижнів здійсрема, при зварюванні тертям профілів, таких як нюється круговими або еліптичними рухами, істотрейки, дуже важливе також точне сполучення пену перевагу можна одержати за рахунок усунення рерізів при з'єднанні. прискорень і уповільнень, які виникають при лінійЗ [DE 19807457 А1] відомий спосіб з'єднання ному коливальному русі кінців стрижнів. Крім того, зварюванням тертям залізничних рейок і подібних завдяки круговій траєкторії підвищується підвенесучих профілів, в якому між з'єднуваними кінцядення енергії в приповерхневі зони поперечних ми лінійними або круговими коливальними рухами перерізів, оскільки в ході коливань не виникають переміщують проміжну вставку, до якої і притисвзаємно-компенсуючі прискорення і зупинки обох кують кінці рейок для одержання необхідної для поверхонь тертя. зварювання теплоти у вигляді теплоти тертя. ТаЯкщо, зафіксувавши стрижні у відповідних некого роду метод має ту перевагу, що дозволяє рухомих тримачах, їхні кінці зігнути один до одного досягнути те хнологічно незалежного осьового вив протилежному напрямі за допомогою рухових рівнювання нерухомих рейок при зварюванні терелементів і переміщувати по круговій траєкторії з тям; недоліком, однак, є утворення двох повероднаковою кутовою швидкістю, можна одержати хонь стику в кожному місці з'єднання. з'єднання зварюванням тертям гарантованої якосСпільним недоліком всіх способів попередньоті. При цьому перевагою є те, що обидва стрижні го рівня техніки є також те, що прогин вільних кінзатиснуті у відповідних нерухомих тримачах по ців стрижнів може порушити паралельність з'єднусуті на однаковій відстані від торців, або, відповідваних торців і таким чином перешкодити нагріву но поверхонь поперечного перерізу. тертям всієї площі і пластифікуванню приповерхЩоб уникнути появи крихких твердих ділянок в невого матеріалу. зоні і/або поблизу зварного шва, де можуть розвиМетою винаходу є створення охарактеризованутися трі щини або з'явитися їхні зародки, даний ного у ввідній частині способу зварювання тертям, винахід передбачає застосування після з'єднання шляхом якого можна з'єднувати співвісно і по всій кінців стрижнів відповідної термообробки. Це доплощі торців профільні металеві стрижні з усунензволить створити у всій ділянці з'єднання по суті ням згаданих ви ще недоліків. однорідний в'язкий шов без гартівних напружень. Для досягнення поставленої мети спосіб зваБільш детально винахід буде розглянуто на рювання тертям відрізняється тим, що кінці стрижприкладі лише одного варіанта його здійснення за нів зачищають перпендикулярно осі, а самі стриждопомогою креслення, на якому: ні суміщають по осях, після чого зачищені торці, Фіг.1 - геометрична форма стрижня при колиабо, відповідно, поверхні поперечного перерізу, вальному фрикційному русі; встановлюють один проти одного і, притискуючи Фіг.2 - геометрична форма стрижнів при проодин до одного, приводять кінці обох стрижнів у тилежно-спрямованому коливальному русі. коливальний рух у протилежних напрямах, внасліНа Фіг.1 зображена геометрична форма кінця док чого на поверхнях контакту виділяється тепло22 стрижня 2, що здійснює коливальний рух. та тертя, і при досягненні критеріїв металічного Стрижень 1 нерухомо закріплений на кінці 12 в з'єднання кінці стрижнів суміщають в осьовому тримачі, або, відповідно, затискному пристрої 14, напрямі, прикладений тиск збільшують, і кінці з'єдвнаслідок чого одержується статична поверхня нуються між собою по всій поверхні. тертя 11, що співпадає з поперечним перерізом. Досяжні даним винаходом переваги по суті Стрижень 2, кінець 22 якого здійснює коливальний полягають в тому, що розмах коливань кінця стрирух під дією рухови х елементів 23 з амплітудою S, жня зменшується приблизно наполовину в порівприставляють до нього під тиском Р2, що притиснянні з амплітудою, що передбачається існуючими кує його до стрижня 1. Вигини рухомого вільного технологіями. При цьому відносна швидкість двох кінця 22 стрижня призводять до того, що його топоверхонь тертя по суті стає вдвічі більшою за рець 21 розташовується під кутом і лише частково швидкість вібрації відповідних кінців стрижнів, або, прилягає до протилежного торця 11, внаслідок відповідно, поверхонь поперечного перерізу. Тим чого теплота тертя утворюється тільки на цих дісамим винахід дозволяє зменшити навантаження лянках. на деталі пристрою для зварювання тертям. Ще Подібний спосіб, що відноситься до існуючого одна істотна перевага винаходу ґрунтується на рівня техніки, зображений на Фіг.1, має недолік так тому, що завдяки протилежно спрямованому вигизваного "ефекту гумки" і тому створює ненадійні ну торці, або, відповідно, перпендикулярні осі поз'єднання зварюванням тертям. верхні поперечного перерізу на кінцях стрижнів Якщо ж, відповідно до винаходу, кінці 12, 22 залишаються по суті паралельними, і це забезпедвох стрижнів 1, 2, привести руховими елементачує приблизно однакове питоме тепловиділення ми 13, 23 у коливальний рух у протилежних напри терті. Завдяки цьому пластифікування матеріпрямах, як показано на Фіг.2, з амплітудою до 4 алу в приповерхневій ділянці відбувається по мм, то внаслідок пружного вигину кінців 12, 22, всьому поперечному перерізу обох торців, забезторці, або, відповідно, поверхні 11, 21 перерізів печуючи високу якість з'єднання. Невелика швидстрижнів 1, 2, відхиляться від положення, перпенкість вібрацій і невелика амплітуда коливань віддикулярного осям стрижнів в одному напрямі і на повідних кінців стрижнів дозволяють спростити однаковій відстані А1, А2, залишаючись, однак, осьове вирівнювання прутків перед притисненням паралельними. Це дозволить підвести в торцеві торців один до одного з підвищеним тиском для ділянки стрижнів 1, 2 через поверхні 11, 21 тертя утворення металічного з'єднання. однакову кількість теплоти тертя з рівномірним її У одному з варіантів виконання винаходу, в розподілом і одержати металічне з'єднання най 5 79495 6 вищої якості. Приблизна однакова відстань А1, A2 ню теплоти тертя по всій поверхні в приповерхневі між нерухомими тримачами 14, 24 стрижнів і їхнізони торців стрижнів 1, 2 і тим самим підвищенню ми торцевими поверхнями 11, 12 сприяє підведенякості з'єднання шляхом зварювання тертям. Комп’ютерна в ерстка Т. Чепелев а Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for metallically connecting rods by means of friction welding
Автори англійськоюPfieler Hans
Назва патенту російськоюСпособ соединения металлических стержней при помощи сварки трением колебаниями
Автори російськоюПфайлер Ганс
МПК / Мітки
МПК: B23K 20/12, E01B 29/00
Мітки: зварювання, з'єднання, металевих, тертям, спосіб, допомогою, стрижнів, коливаннями
Код посилання
<a href="https://ua.patents.su/3-79495-sposib-zehdnannya-metalevikh-strizhniv-za-dopomogoyu-zvaryuvannya-tertyam-kolivannyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання металевих стрижнів за допомогою зварювання тертям коливаннями</a>
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Лисак Василь Васильович, Лобанов Леонід Михайлович, Патон Борис Євгенович, Іщенко Анатолій Якович
МПК: B23K 20/12
Мітки: здійснення, спосіб, обертовим, диском, зварювання, тертям, пристрій
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Спосіб зварювання тертям
Номер патенту: 64789
Опубліковано: 15.03.2004
Автори: Зяхор Ігор Васильович, Кучук-Яценко Сергій Іванович, Буріка Вадим Володимирович
МПК: B23K 20/12
Мітки: спосіб, тертям, зварювання
Формула / Реферат:
Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям, одній із заготовок надають обертального переміщення навколо спільної осі, а після закінчення заданого часу нагрівання або після досягнення заданої величини укорочення заготовок виконують примусове гальмування обертання і підвищення осьового зусилля до зусилля проковки, який відрізняється тим, що попередньо перед зварюванням задають час гальмування обертання t0, а...
Спосіб зварювання тертям і машина для його реалізації
Номер патенту: 46460
Опубліковано: 15.11.2004
Автори: Кучук-Яценко Сергій Іванович, Зяхор Ігор Васильович
МПК: B23K 20/12
Мітки: тертям, машина, зварювання, реалізації, спосіб
Формула / Реферат:
1. Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям нагріву, одній із заготовок надають обертального переміщеннянавколо спільної осі, а після закінчення заданого часу нагрівання виконують відключення приводу обертання, примусове гальмування і проковку шляхом підвищення осьового зусилля до значення зусилля проковки, який відрізняється тим, що після відключення приводу обертання визначають момент тертя в зоні контакту,...
Спосіб поділення матеріалів за тертям
Номер патенту: 15834
Опубліковано: 17.07.2006
Автори: Шутов Валерій Юрійович, Гребенюк Леонід Захарійович, Мостика Юрій Сергійович
МПК: B07B 13/14
Мітки: спосіб, матеріалів, тертям, поділення
Формула / Реферат:
1. Спосіб поділення матеріалів за тертям, який включає подачу первинного матеріалу на зовнішню поверхню обертового барабана сепаратора, переміщення первинного матеріалу обертовим барабаном, відділення частинок матеріалів сукупною дією гравітаційних та відцентрових сил, подачу частинок матеріалів, що поділились, в приймачі, який відрізняється тим, що до подачі первинного матеріалу на зовнішню поверхню обертового барабана сепаратора підбирають...
Сепаратор для поділення матеріалів за тертям
Номер патенту: 17015
Опубліковано: 15.09.2006
Автори: Шутов Валерій Юрійович, Гребенюк Леонід Захарійович, Мостика Юрій Сергійович
МПК: B07B 13/00
Мітки: матеріалів, тертям, поділення, сепаратор
Формула / Реферат:
1. Сепаратор для поділення матеріалів за тертям, що містить барабан, що обертається, живильник і приймачі продуктів поділення первинного матеріалу, який відрізняється тим, що на зовнішній поверхні барабана виконані кільцеві канавки, які звужуються від зовнішньої поверхні до середини барабана і примикають одна до одної на зовнішній поверхні барабана, при цьому ширина канавок на зовнішній поверхні барабана не менше номінального розміру частинок...
Попередній патент: Реверсивно-паузовий пристрій
Наступний патент: Спосіб підготовки матеріалу для напівсухого пресування і пристрій для його реалізації
Випадковий патент: Конструкційна сталь